Изобретение относится к обработке материалов резанием и может быть использовано при определении периода стойкости и режущих свойств инструмента с покрытием.
Цель изобретения - повышение точности определения периода стойкости покрытия.
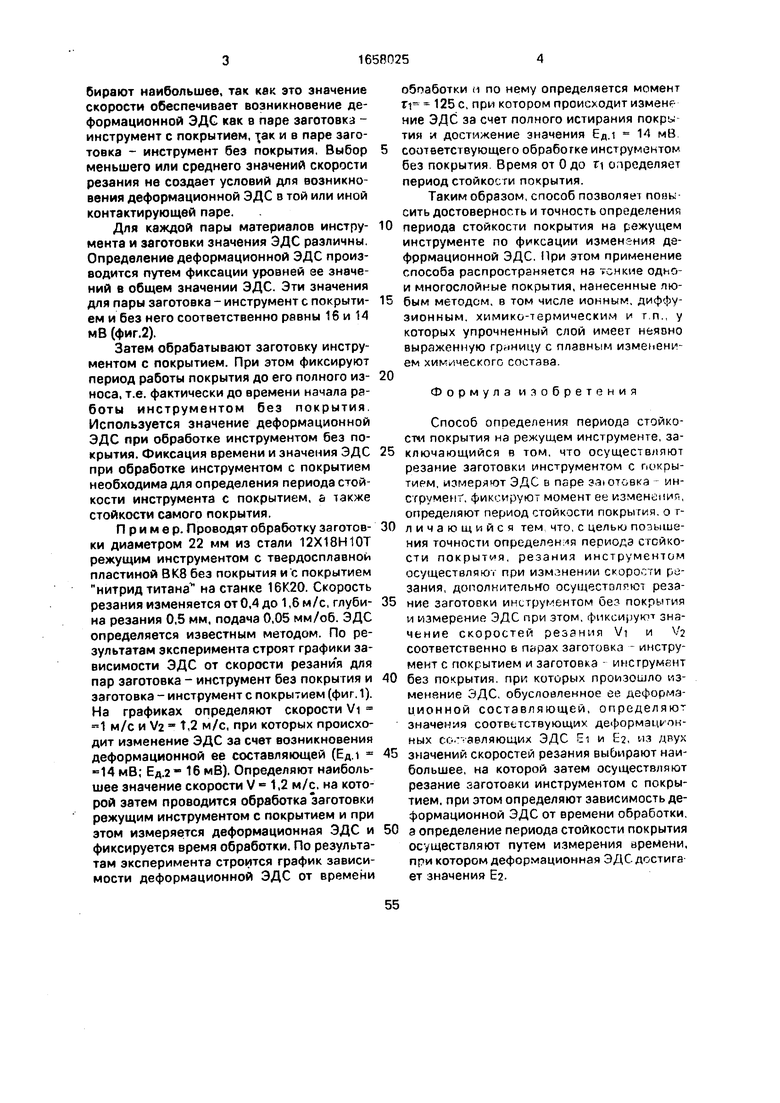
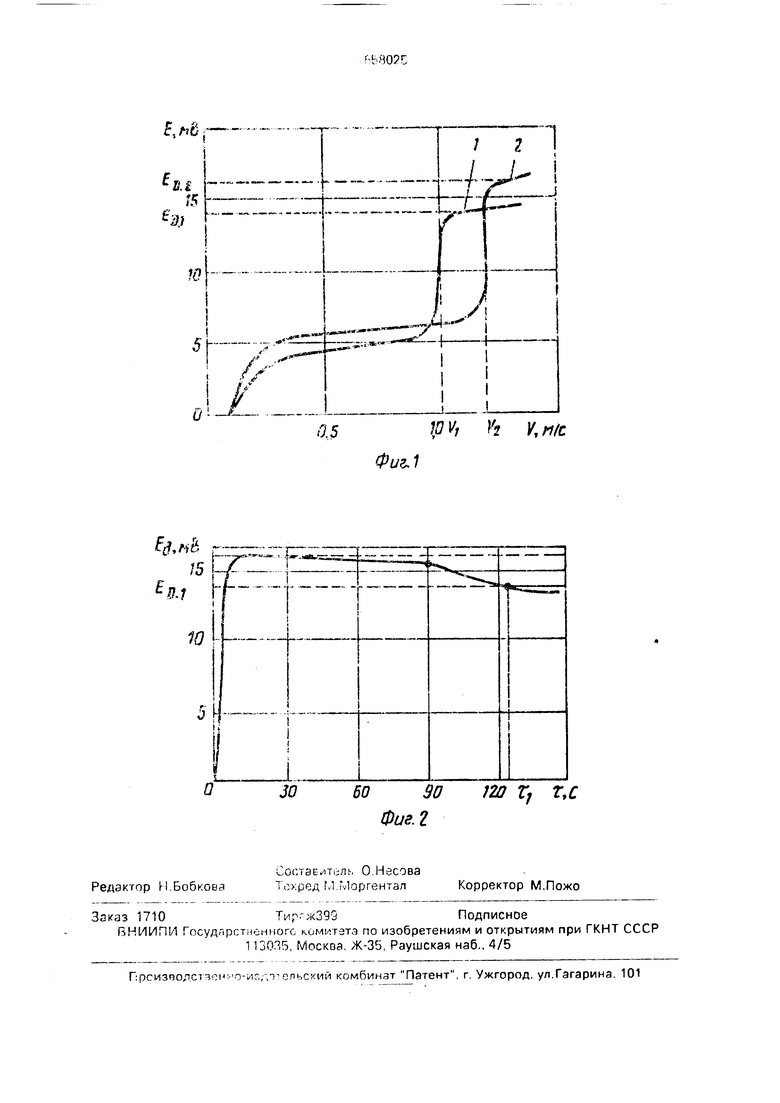
На фиг.1 представлены графики зависимости ЭДС от скорости резания при обработке заготовки инструментом без покрытия (кривая 1) и с покрытием (кривая 2); на фиг.2 - график зависимости деформационной ЭДС от времени обработки заготовки инструментом с покрытием.
Способ осуществляют следующим образом.
Вначале обработку заготовки производят инструментами с покрытием и без него, изменяя скорость резания. При этом фиксируют ЭДС в зоне резания. ЭДС включает такие составляющие, как термо-ЭДС, возникающую за счет разности потенциалов контактирующих тел, так и деформационную ЭДС, возникающую за счет изменения трения и деформаций контактирующих тел. Интерес представляет деформационная составляющая ЭДС, достоверно и точно характеризующая период истирания поверхностей контактирующих тел, так как с изменением толщины покрытия изменяется характер и величина трения и деформаций. Поэтому, при фиксации ЭДС определяют скорость резания, при которой в парах заготовка - инструмент с покрытием и заготовка - инструмент без покрытия возникает деформационная составляющая ЭДС (фиг.1, в виде скачкообразного изменения ЭДС за счет деформационной составляющей). Так как материалы контактирующих пар различны, то и скорости, при которых возникает деформационная ЭДС, также различны. Из двух значений скоростей выОсл со
о ю сл
бирают наибольшее, так как это значение скорости обеспечивает возникновение деформационной ЭДС как в паре заготовка - инструмент с покрытием, и в паре заготовка - инструмент без покрытия. Выбор меньшего или среднего значений скорости резания не создает условий для возникновения деформационной ЭДС в той или иной контактирующей паре.
Для каждой пары материалов инструмента и заготовки значения ЭДС различны. Определение деформационной ЭДС производится путем фиксации уровней ае значений в общем значении ЭДС. Эти значения для пары заготовка - инструмент с покрытием и без него соответственно равны 16 и 14 мВ (фиг.2).
Затем обрабатывают заготовку инструментом с покрытием. При этом фиксируют период работы покрытия до его полного износа, т.е. фактически до времени начала работы инструментом без покрытия. Используется значение деформационной ЭДС при обработке инструментом без покрытия. Фиксация времени и значения ЭДС при обработке инструментом с покрытием необходима для определения периода стойкости инструмента с покрытием, а также стойкости самого покрытия.
Пример. Проводят обработку заготовки диаметром 22 мм из стали 12Х18Н10Т режущим инструментом с твердосплавной пластиной ВК8 без покрытия и с покрытием нитрид титана1 на станке 16К20. Скорость резания изменяется от 0,4 до 1,6 м/с, глубина резания 0,5 мм, подача 0,05 мм/об. ЭДС определяется известным методом. По результатам эксперимента строят графики зависимости ЭДС от скорости резания для пар заготовка - инструмент без покрытия и заготовка - инструмент с покрытием (фиг. 1). На графиках определяют скорости Vi 1 м/с и V2 t,2 м/с, при которых происходит изменение ЭДС за счет возникновения деформационной ее составляющей (Ед.1 мВ; ЕД.З -16 мВ). Определяют наибольшее значение скорости V 1,2 м/с, на которой затем проводится обработка заготовки режущим инструментом с покрытием и при этом измеряется деформационная ЭДС и фиксируется время обработки. По результатам эксперимента строится график зависимости деформационной ЭДС от времени
обоаботки и по нему определяется момент TI 125 с, при котором происходит изменение ЭДС за счет полного истирания покры тия и достижение значения Еди 14 мВ
соответствующего обработке инструментом без покрытия. Время от 0 до т определяет период стойкости покрытия.
Таким образом, способ позволяет повысить достоверность и точность определения
периода стойкости покрытия на режущем инструменте по фиксации изменения деформационной ЭДС. При этом применение способа распространяется нз тонкие одио- и многослойные покрытия, нанесенные любым методом, в том числе ионным, диффузионным, химико-термическим и т.п., у которых упрочненный слой имеет неявно выраженную грнницу с плавным изменением химического состава.
Формула изобретения
Способ определения периода стойкости покрытия на режущем инструменте, заключающийся в том, что осуществляют резание заготовки инструментом с покрытием, измеряют ЭДС в паре заютоека - инструмент, фиксируют момент ее изменения, определяют период стойкости покрытия, о гличающийся тем что, с целью повышения точности определения периода сгсйко- сти покрытия, резания инструментом осуществляют при изменении скорости резания, дополнительно осуществляют резание заготовки инструментом без покрытия и измерение ЭДС при этом, фиксируют знз- чение скоростей резания Vi и Х- г соответственно в парах заготовка - инструмент с покрытием и заготовка - инструмент
без покрытия, при которых произошло изменение ЭДС, обусловленное ее деформационной составляющей, определяют значения соответствующих деформационных со- авляющих ЭДС Ei и Ё2, из двух
значений скоростей резания выбирают наибольшее, на которой затем осуществляют резание заготовки инструментом с покрытием, при этом определяют зависимость деформационной ЭДС от времени обработки,
а определение периода стойкости покрытия осуществляют путем измерения времени, при котором деформационная ЭДС достигз ет значения Е2.
,8,
at w
д
-7-7- .4.
j
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ исследования режущих свойств инструментов с покрытием | 1985 |
|
SU1341542A1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2001 |
|
RU2203778C2 |
| Способ определения оптимальных режимов резания для станков с ЧПУ | 2021 |
|
RU2807258C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ В ПРОЦЕССЕ МЕТАЛЛООБРАБОТКИ | 2013 |
|
RU2538750C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ СКОРОСТИ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛИ ТВЁРДОСПЛАВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2239522C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2008 |
|
RU2374038C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2002 |
|
RU2230630C1 |
| Способ определения оптимальных режимов процесса резания конструкционных сталей | 2020 |
|
RU2757336C2 |
| СПОСОБ ПРОГРАММНОГО КОНТРОЛЯ ПРЕДЕЛЬНОГО СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2010 |
|
RU2449860C1 |
| Способ тарирования естественной термопары резец-деталь | 2020 |
|
RU2734315C1 |
Изобретение относится к обработке материалов резанием и может быть использовано при определении периода стойкости и режущих свойств инструмента с покрытием. 2 Цель изобретения - повышение точности определения периода стойкости покрытия. Цель достигается путем обработки заготовки вначале инструментами с покрытием и без него с последовательным изменением скорости резания до возникновения в паре заготовка - инструмент деформационной ЭДС и фиксацией из двух значений наибольшего значения скорости резания, на которой затем производят обработку заготовки инструментом с покрытием и фиксируют момент времени, при котором деформационная ЭДС достигает значения, соответствующего паре заготовка - инструмент без покрытия и свидетельствующего о полном износе покрытия 2 ил.
/
/
0,5
.
t
У
W Ъ Ъ У, те
Фиъ1
| Способ исследования режущих свойств инструментов с покрытием | 1985 |
|
SU1341542A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
