Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промышленности.
Цель изобретения - повышение качества и надежности индуктора путем полунения монолитного металлического соединения постоянных магнитов с магнитопроводом.
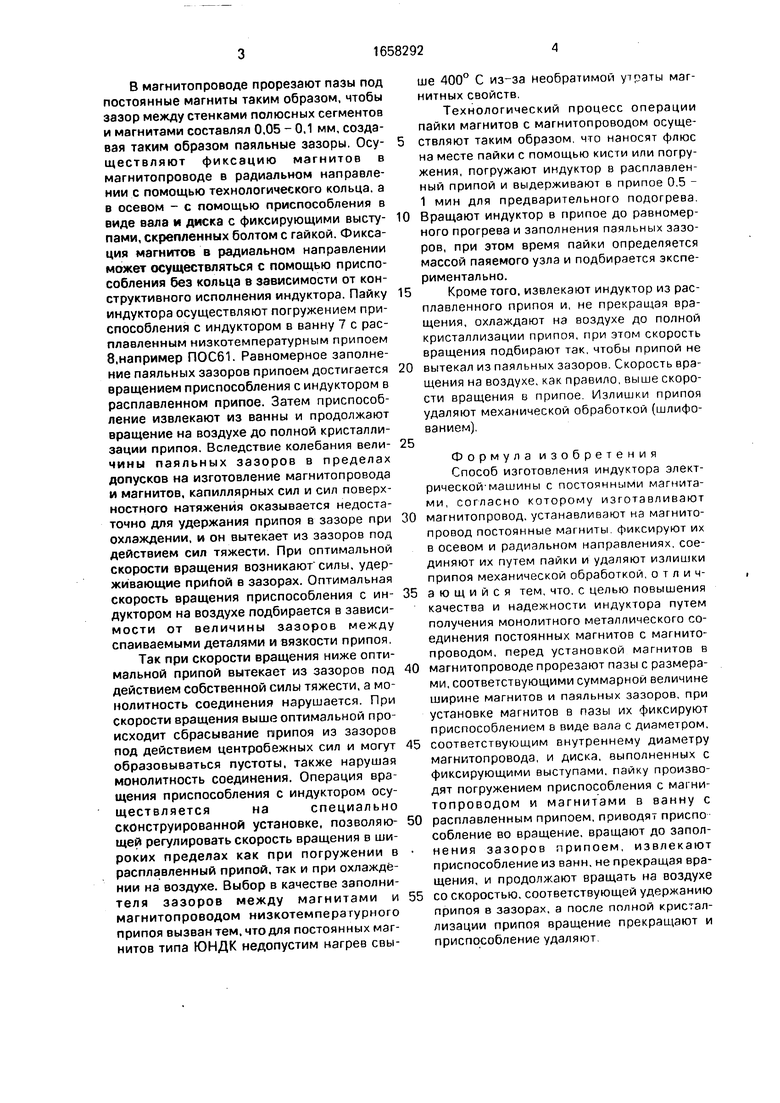
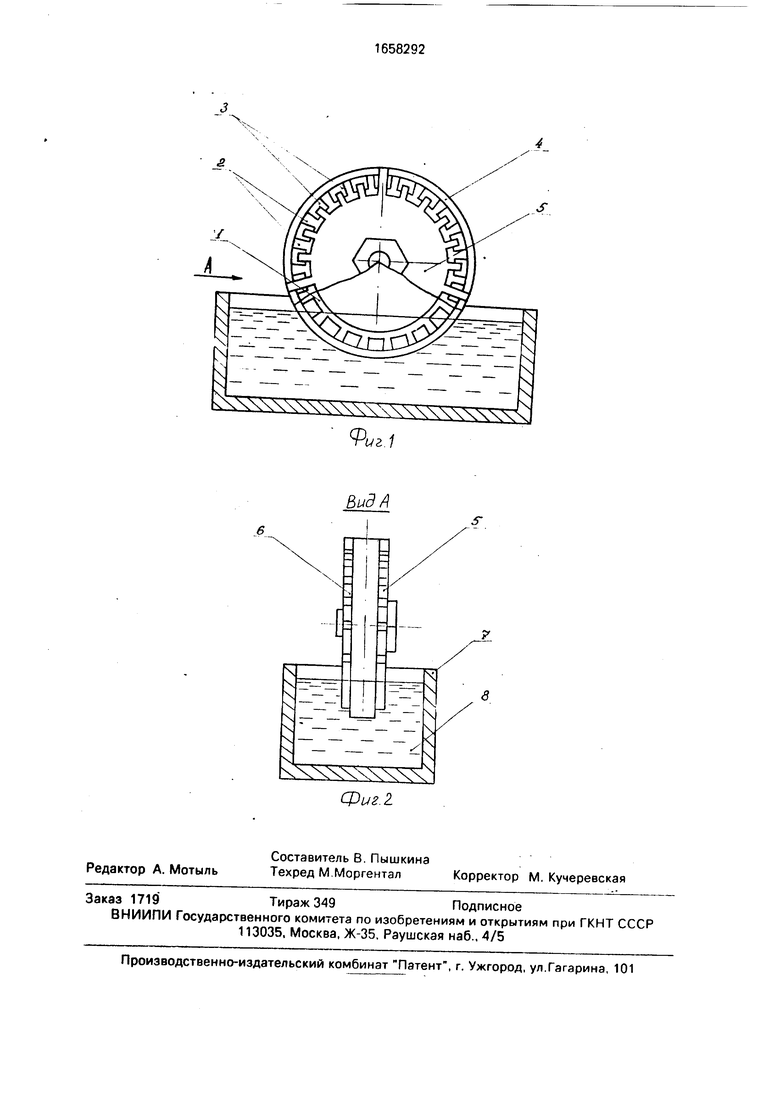
На фиг.1 изображен индуктор электрической машины в приспособлении, погруженный в ванну с припоем на фиг 2 - вид А на фиг.1.
Индуктор содержит магнитопровод 1 с полюсными сегментами 2, постоянные магниты 3, кольцо 4 (технологическое) Индуктор помещен в приспособление, состоящее из диска 5 и вапа 6 с фиксирующими высту пами.
Изготовление индуктора осуществляют следующим образом.
В магнитопроводе прорезают пазы под постоянные магниты таким образом, чтобы зазор между стенками полюсных сегментов и магнитами составлял 0,05 - 0,1 мм, создавая таким образом паяльные зазоры. Осуществляют фиксацию магнитов в магнитопроводе в радиальном направлении с помощью технологического кольца, а в осевом - с помощью приспособления в виде вала и диска с фиксирующими выступами, скрепленных болтом с гайкой. Фиксация магнитов в радиальном направлении может осуществляться с помощью приспособления без кольца в зависимости от конструктивного исполнения индуктора. Пайку индуктора осуществляют погружением приспособления с индуктором в ванну 7 с расплавленным низкотемпературным припоем 8,например ПОС61. Равномерное заполнение паяльных зазоров припоем достигается вращением приспособления с индуктором в расплавленном припое. Затем приспособление извлекают из ванны и продолжают вращение на воздухе до полной кристаллизации припоя. Вследствие колебания величины паяльных зазоров в пределах допусков на изготовление магнитопровода и магнитов, капиллярных сил и сил поверхностного натяжения оказывается недостаточно для удержания припоя в зазоре при охлаждении, и он вытекает из зазоров под действием сил тяжести. При оптимальной скорости вращения возникают силы, удерживающие припой в зазорах. Оптимальная скорость вращения приспособления с индуктором на воздухе подбирается в зависимости от величины зазоров между спаиваемыми деталями и вязкости припоя.
Так при скорости вращения ниже оптимальной припой вытекает из зазоров под действием собственной силы тяжести, а монолитность соединения нарушается. При скорости вращения выше оптимальной происходит сбрасывание припоя из зазоров под действием центробежных сил и могут образовываться пустоты, также нарушая монолитность соединения. Операция вращения приспособления с индуктором осуществляетсянаспециальносконструированной установке, позволяющей регулировать скорость вращения в широких пределах как при погружении в расплавленный припой, так и при охлаждении на воздухе. Выбор в качестве заполнителя зазоров между магнитами и магнитопроводом низкотемпературного припоя вызван тем. что для постоянных магнитов типа ЮНДК недопустим нагрев свыше 400° С из-за необратимой утраты магнитных свойств.
Технологический процесс операции пайки магнитов с магнитопроводом осуществляют таким образом, что наносят флюс на месте пайки с помощью кисти или погружения, погружают индуктор в расплавленный припой и выдерживают в припое 0,5 - 1 мин для предварительного подогрева.
Вращают индуктор в припое до равномерного прогрева и заполнения паяльных зазоров, при этом время пайки определяется массой паяемого узла и подбирается экспериментально.
Кроме того, извлекают индуктор из расплавленного припоя и, не прекращая вращения, охлаждают на воздухе до полной кристаллизации припоя, при этом скорость вращения подбирают так, чтобы припой не
вытекал из паяльных зазоров. Скорость вращения на воздухе, как правило, выше скорости вращения в припое. Излишки припоя удаляют механической обработкой (шлифованием),
Формула изобретения Способ изготовления индуктора элект- рической машины с постоянными магнитами, согласно которому изготавливают
магнитопровод. устанавливают на магнито- провод постоянные магниты фиксируют их в осевом и радиальном направлениях, соединяют их путем пайки и удаляют излишки припоя механической обработкой, о т л и чающийся тем, что. с целью повышения качества и надежности индуктора путем получения монолитного металлического соединения постоянных магнитов с магнитопроводом, перед установкой магнитов в
магнитопроводе прорезают пазы с размерами, соответствующими суммарной величине ширине магнитов и паяльных зазоров, при установке магнитов в пазы их фиксируют приспособлением в виде вала с диаметром,
соответствующим внутреннему диаметру магнитопровода, и диска, выполненных с фиксирующими выступами, пайку производят погружением приспособления с магнитопроводом и магнитами в ванну с
расплавленным припоем, приводят приспо собление во вращение, вращают до заполнения зазоров припоем, извлекают приспособление из ванн, не прекращая вращения, и продолжают вращать на воздухе
со скоростью, соответствующей удержанию припоя в зазорах, а после полной кристаллизации припоя вращение прекращают и приспособление удаляют
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2604721C1 |
| Устройство для лужения и пайки волной расплавленного припоя | 1990 |
|
SU1706790A1 |
| Устройство для пайки | 1987 |
|
SU1586864A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| ПАСТА ДЛЯ ПАЙКИ РАДИОЭЛЕКТРОННЫХ ЭЛЕМЕНТОВ | 1991 |
|
RU2049634C1 |
| Способ армирования породоразрушающего инструмента твердосплавными вставками | 1975 |
|
SU898035A1 |
| Паяльная паста для пайки радиоэлектронной аппаратуры | 1985 |
|
SU1294544A1 |
| Способ пайки погружением | 1976 |
|
SU575183A1 |
| УСТАНОВКА ДЛЯ ПАЙКИ | 1956 |
|
SU112950A1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ ИЗДЕЛИЙ ПОГРУЖЕНИЕМ В ВАННУ С РАСПЛАВЛЕННЫМ ПРИПОЕМ | 1990 |
|
RU1721936C |
Изобретение относится к технологии изготовления электрических машин с гостоян- ными магнитами и может быть использовано в электротехнической про мышленности. Цель изобретения - повыше ние качества и надежности индуктора путем получения монолитною металлического го- единения постоянных магнитов с мэгнито- проводом. Изготовление индуктора осуществляют следующим образом. В мрг- нитопроводе прорезают пазы под постоянные магниты таким образом, чтобы зазор между стенками полюсных сегментов и магнитами составлял 0,05 - 0,1 мм, создавая таким образом паяльные зазоры. Осуществляют фиксаци.о магнитов в магнитопроводе в радиальном направлении с помощью технологического кольца, а в осевом - с помощью приспособления в виде вала и диска с фиксирующими выступами, скрепленных болтом с гайкой Фиксация магнитов в радиальном направлении может осуществляться с помощью приспособления без кольца в зависимости от конструктивного исполнения индуктора Пайку индуктора осуществляют погружением приспособления с индуктором в расплавленный низкотемпературный припой например ПОС61 Равномерное заполнрние паяльных зазоров припоем достигается вращением приспо- собпе11ия с индуктором п припог После полного прогрева индуктора и заполнения паяльных зазоров припоем прис собле- ние извлекают из ванны и продолжают вращение его н л в о т д v x e до полной кристаллизации поился Вследствие колебания величины паяльных за:оров в пределах допусков на изготовление магнигопровода и магнитов капиллярных сил и сил поверхностного натяжения оказывается недостаточно для удержания припоя в зазопе при охлаждении, он вытекает ич зазороо под действием сил тяжести 2 ил. Е О ел 00 ю о ю
9иг1
Вид А
8
| ВОЛНОВОД ДЛЯ КОНТАКТНОЙ УЛЬТРАЗВУКОВОЙ ЛИТОТРИПСИИ В ПРОСВЕТЕ ОБЩЕГО ЖЕЛЧНОГО ПРОТОКА | 2013 |
|
RU2556519C2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
