(54) СПОСОБ АРМИРОВАНИЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА ТВЕРДОСПЛАВНЫМИ ВСТАВКАМИ
1
Изобретение относится к изготовлению породоразрушающего инструмента, а именно к способу армирования его твердосплавными вставками.
Известен способ армирования породоразрушающего инструмента посредством пайки в тупиковый паз 1.
Однако пайка в тупиковый паз ухудшает качество кольцевого шва из-за образования шлаковых и газовых пузырей.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ армирования породоразрущающего инструмента твердосплавными вставками, включающий установку твердосплавных вставок в подготовленные отверстия корпуса, введение в зазор между вставкой и стенкой отверстия расплавленного припоя, образующего паяльную ванну и охлаждение 2.
Недостатком данного способа является то, что он не обеспечивает получение качественного паяльного шва любой толщины, свободного от непропаев, газовых пузырей и шлаковых включений, так как при необходимости увеличения толщины шва
увеличивают зазор между вставкой и корпусом, что приводит к снижению капил.яярлярных сил, в результате чего припой частично или полностью вытекает из зазора в канал. Кроме того, невозможно контролировать заполнение припоем зазора между твердосплавной вставкой и корпусом.
Цель изобретения - повышение надежности крепления вставок путем улучшения качества паяльного щва.
Цель достигается тем, что в корпусе 10 выполняют дополнительную ванну припоя с верхним уровнем, соответствующим уровню паяльной ванны и сообщают ее с последней.
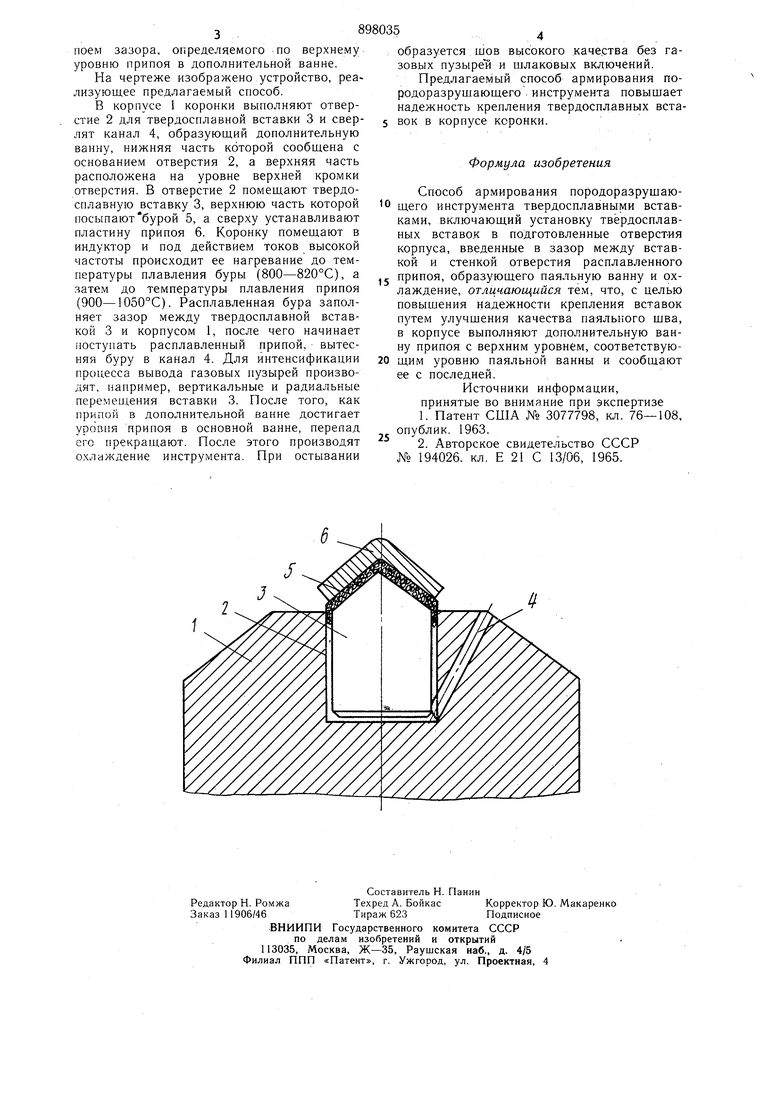
Создание дополнительной ванны припоя, уровень которой совпадает с уровнем ос новной ванны, исключает возможность вытекания припоя из зазора. Пустоты, возникающие в зазоре, в результате вывода газовых пузырей, флюсов и шлаков заполняются припоем, поступающим из дополнительной ванны, сообщающейся с паяльной ванной (принцип сообщающихся сосудов). Кроме того, предлагаемый способ обеспечивает возможность контроля заполнения припоем зазора, определяемого -по верхнему уровню припоя в дополнительной ванне. На чертеже изображено устройство, реализующее предлагаемый способ. В корпусе i коронки выполняют отверстие 2 для твердосплавной вставки 3 и сверлят канал 4, образующий дополнительную ванну, нижняя часть которой сообщена с основанием отверстия 2, а верхняя часть расположена на уровне верхней кромки отверстия. В отверстие 2 помещают твердосплавную вставку 3, верхнюю часть которой посыпаютбурой 5, а сверху устанавливают пластину припоя 6. Коронку помещают в индуктор и под действием токов высокой частоты происходит ее нагревание до температуры плавления буры (800-820°С), а затем до температуры плавления припоя (900-1050°С). Расплавленная бура заполняет зазор между твердосплавной вставкой 3 и корпусом 1, после чего начинает поступать расплавленный припой, вытесняя буру в канал 4. Для интенсификации процесса вывода газовых пузырей производят, например, вертикальные и радиальные перемепления вставки 3. После того, как припой в дополнительной ванне достигает уровня припоя в основной ванне, перепад его прекращают. После этого производят охлаждение инструмента. При остывании образуется щов вь1сокого каче.ства без газовых пузыре и шлаковых включений. Предлагаемый способ армирования породоразрущающего . инструмента повыщает надежность крепления твердосплавных вставок в корпусе коронки. Формула изобретения Способ армирования породоразрущающего инструмента твердосплавными вставками, включающий установку твердосплавных вставок в подготовленные отверстия корпуса, введенные в зазор между вставкой и стенкой отверстия расплавленного припоя, образующего паяльную ванну и охлаждение, отличающийся тем, что, с целью повышения надежности крепления вставок путем улучщения качества паяльного щва, в корпусе выполняют дополнительную ванну припоя с верхним уровнем, соответствующим уровню паяльной ванны и сообщают ее с последней. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3077798, кл. 76-108, опублик. 1963. 2.Авторское свидетельство СССР № 194026. кл. Е 21 С 13/06, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АРМИРОВАНИЯ БУРОВОЙ КОРОНКИ ТВЕРДОСПЛАВНЫМИ ЦИЛИНДРИЧЕСКИМИ ВСТАВКАМИ | 1997 |
|
RU2122101C1 |
| Способ крепления штыревых твердо-сплавных вставок в породоразрушающем инструменте | 1982 |
|
SU1016472A1 |
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕЕ КРЕПЛЕНИЯ | 1996 |
|
RU2105124C1 |
| Способ армирования породоразрушающего инструмента твердосплавными пластинами | 1989 |
|
SU1668621A1 |
| Буровая коронка | 1980 |
|
SU899827A1 |
| Способ пайки погружением в расплавленный припой твердосплавных вставок к корпусу буровой коронки | 1982 |
|
SU1043933A1 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| Способ армирования коронок износостойкими вставками | 1980 |
|
SU956736A1 |
| ИНСТРУМЕНТ ДЛЯ РАЗРУШЕНИЯ МИНЕРАЛЬНЫХ И ИСКУССТВЕННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2083821C1 |
| Устройство для пайки и термообработки | 1983 |
|
SU1148739A1 |
6
S
J
/ J
