Изобретение относится к области пайки и может применяться в соединении тонкостенных разнородных колец (труб) в трубостроении, теплоэнергетике, а также авиационной и смежных с ними отраслях промышленности.
Известен способ пайки титановых сплавов оловянно-свинцовыми и другими низкотемпературными припоями (Справочник по пайке под ред. С.Н.Лоцманова, И.Е.Петрунина, В.П.Фролова. М., Машиностроение, 1975 г., стр.268-269).
В данном способе перед пайкой титан покрывают никелем химическим или гальваническим способом. Для увеличения сцепления никеля с титаном его подвергают нагреву до 250°С в течение 1 ч. После этого пайку производят теми же припоями и флюсами, которые применяются для чистого никеля. Для низкотемпературной пайки никеля пригодны оловянно-свинцовые припои, содержащие 40-60% Sn и флюсы, рекомендуемые для пайки сталей.
Также известен способ и припой из сплава серебро-медь-палладий для твердой пайки деталей из титана и стали (патент JP №3034845, МПК В23K 1/19, опубл. 17.04.2000), где титановую втулку, имеющую проточку на торце, вставляют в стальную гильзу и размещают в кольцевой проточке твердый припой, закрепляя его между наружной поверхностью проточки и внутренней поверхностью гильзы. Полученную сборку нагревают в вакууме или в среде инертного газа до температуры пайки припоя, который заполняет зазор между втулкой и гильзой и после охлаждения образует паяное соединение между этими деталями.
Также известен способ соединения труб теплообменника с помощью высокотемпературной пайки (патент JP №3325487, МПК В23K 1/18, опубл. 17.09.2002), где на торцевой участок трубы наносят флюс и устанавливают кольцевую заготовку твердого припоя. Затем конец трубы вводят в расширенную часть трубы теплообменника, в результате чего флюс находится в кольцевом зазоре между наружной поверхностью трубы и поверхностью отверстия трубы теплообменника, а кольцевая заготовка припоя опирается на торцевую поверхность трубы теплообменника. Полученную сборку помещают в печь и нагревают до температуры плавления припоя.
Недостатками известных способов пайки применительно к кольцам (трубам) являются непропаи и негерметичность соединения.
Задачей изобретения является повышение качества паяного соединения тонкостенных цилиндрических деталей.
Технический результат, достигаемый при использовании предлагаемого изобретения, следующий - улучшение соединения пайкой деталей за счет пропая во всей контролируемой зоне шва без дефектов и стабильной герметичности соединения.
Технический результат достигается тем, что в предлагаемом способе низкотемпературной пайки тонкостенных цилиндрических деталей из титана и стали, включающем нагрев соединяемой цилиндрической стальной детали до температуры плавления припоя, введение припоя, размещение соединяемой цилиндрической титановой детали и охлаждение, в цилиндрическую стальную деталь предварительно устанавливают технологическую оправку с кольцевой проточкой, которая совместно со стальной деталью образует карман, после чего цилиндрическую стальную деталь и технологическую оправку нагревают до температуры расплавления припоя, в карман вводят припой, затем в карман с расплавленным припоем устанавливают цилиндрическую титановую деталь, производят пайку, делая вращательные движения титановой детали, соединенные детали охлаждают на воздухе, далее дорабатывают припуск стенок паяемых деталей с внешней и внутренней стороны вместе с технологической оправкой. Паяемую поверхность цилиндрической титановой детали предварительно покрывают никелем, затем производят диффузионное вжигание никеля в вакууме при температуре 500°С в течение 30 минут.
Предлагаемый способ обеспечивает получение стабильной герметичности соединения тонкостенных цилиндрических деталей из титана и стали, пропая во всей контролируемой зоне шва без дефектов.
Покрытие паяемой поверхности цилиндрической титановой детали позволяет прочно сцепляться с припоем. Облуживание паяемых поверхностей позволяет облегчить процесс пайки и затекание припоя в зазор.
Применение технологической оправки позволяет обеспечить лучшее смачивание паяемых поверхностей и обезгаживание припоя.
Облуженную цилиндрическую титановую деталь погружают в карман с расплавленным припоем, совершая возвратно-поступательные и возвратно-вращательные движения в течение 3-5 мин для лучшей фиксации и исключения непропая. Затем титановую деталь опускают до упора. Снимают нагрев, охлаждают на воздухе.
После пайки технологическая оправка срезается механическим способом. Припуск стенок цилиндрических деталей так же срезается.
На фигуре 1 изображена схема пайки, где 1 - технологическая оправка, 2 - цилиндрическая стальная деталь, 3, 6 - кольцо для вращения, 4 - электроплитка, 5 - ручка, 7 - цилиндрическое титановое кольцо.
Пример осуществления способа
Был разработан и осуществлен способ низкотемпературной пайки тонкостенных цилиндрических деталей из титана и стали.
Использовали заготовки: стальное кольцо (сталь 12Х18Н10Т) диаметром 112 мм, толщиной 3 мм и длиной 28 мм, титановое кольцо (сплав ВТ20) диаметром 112 мм, толщиной 3 мм и длиной 36 мм, стальную оправку (сталь 12Х18Н10Т) с внешним большим диаметром 106 мм, внешним меньшим диаметром 104 мм, внутренним диаметром 100 мм и длиной 28 мм.
Перед пайкой титан покрыли никелем гальваническим способом. Для увеличения сцепления никеля с титаном его подвергли нагреву до 500°С в течение 1 ч. Проверили собираемость колец 2 и 7 согласно фигуре 1, включили электроплитку в вытяжном шкафу и разогрели ее до температуры не менее 190°С. Температуру отрегулировали по факту расплавления припоя ПОС61 непосредственно на электроплитке. Установили кольца на электроплитку и нагрели их в течение 15-20 мин. Произвели облуживание паяемых поверхностей припоем ПОС61 с ортофосфорной кислотой в качестве флюса. Припой нанесли электропаяльником мощностью 90-100 Вт на паяемую поверхность, поворачивая кольца пинцетом вокруг своей оси. Установили кольца 3 и 6 на кольца 2 и 7 в соответствии с фигурой и закрепили их винтами. Установили кольцо 2 с закрепленным на нем кольцом 3 и с облуженной оправкой 1 внутри кольца 2 на электроплитку и нагрели в течение 15-20 мин. Заполнили образованный кольцевой карман расплавляемым припоем ПОС61. Произвели пайку колец в соответствии с рисунком путем погружения кольца 7 в расплав припоя, используя ручки 5, при этом совершая возвратно-поступательные и возвратно-вращательные движения паяемых колец. После окончательной установки в карман кольца 7 на него установили груз весом 2-3 кгс. Охлаждение колец производилось вместе с электроплиткой в течение 30-40 мин до температуры 40-50°С. Кольцо дорабатывалось согласно чертежу.
Спаяное кольцо проверялось на герметичность гелиевым течеискателем ТИ 1-22 с применением оснастки для определения герметичности. Величина течи составила не более 1·10-8 м3·Па/с.
Производили рентгенографирование паяного шва в двух взаимно перпендикулярных плоскостях с помощью рентгеновского аппарата ЭКСТРАВОЛЬТ-160 и комплекса цифровой радиографии ФОСФОМАТИК-40. Глубина затекания припоя - на всю глубину паяного шва без дефектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАПИЛЛЯРНОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ВИДЕ ШТУЦЕРА И ЦИЛИНДРИЧЕСКОЙ ВТУЛКИ | 2006 |
|
RU2375160C2 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ С ЖАРОПРОЧНЫМИ СТАЛЯМИ И СПЛАВАМИ | 1996 |
|
RU2101146C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ТИТАНА И ЕГО СПЛАВОВ И СПОСОБ ПАЙКИ ТИТАНА И ЕГО СПЛАВОВ | 2013 |
|
RU2539286C9 |
| Способ бесфлюсовой пайки титана и его сплавов с алюминием и его сплавами | 1987 |
|
SU1551482A1 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
| СПОСОБ ПАЙКИ ДЕТАЛЕЙ, ОДНА ИЗ КОТОРЫХ ВЫПОЛНЕНА ИЗ КАРБИДА ТИТАНА ИЛИ СПЛАВОВ НА ЕГО ОСНОВЕ | 2004 |
|
RU2278007C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА, ВЫПОЛНЕННОГО ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ ПЕРЕХОДНОГО КЛАССА | 2004 |
|
RU2330747C2 |
| ПРИПОЙ НА ОСНОВЕ НИКЕЛЯ | 2004 |
|
RU2278011C1 |
| Способ пайки изделий телескопического типа | 1975 |
|
SU556002A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ ДВУХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2323808C2 |
Способ может быть использован в соединении тонкостенных разнородных колец (труб) в трубостроении, теплоэнергетике, а также авиационной и смежных с ними отраслях промышленности. В цилиндрическую стальную деталь предварительно устанавливают технологическую оправку с кольцевой проточкой, которая совместно со стальной деталью образует карман. Нагревают цилиндрическую стальную деталь и технологическую оправку до температуры расплавления припоя. В карман вводят припой и устанавливают в карман с расплавленным припоем цилиндрическую титановую деталь. Производят пайку с осуществлением вращательных движений титановой детали. Охлаждают соединенные детали на воздухе. Срезают припуск стенок паяемых деталей с внешней и внутренней стороны вместе с технологической оправкой. Паяемые поверхности деталей и оправки могут быть предварительно облужены. Паяемую поверхность титановой детали предварительно покрывают никелем и производят диффузионное вжигание никеля в вакууме при температуре 500°С в течение 30 минут. Способ обеспечивает повышение качества паяного соединения тонкостенных цилиндрических деталей. 2 з.п. ф-лы, 1 ил.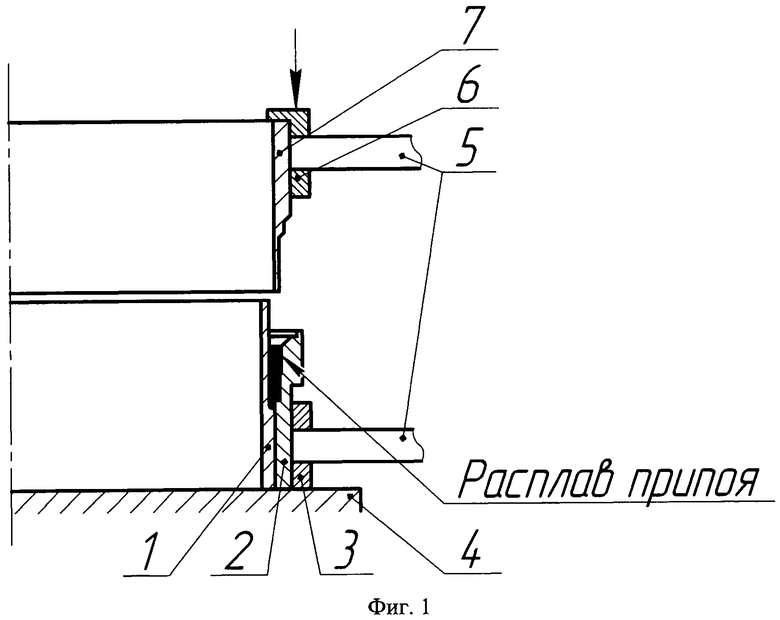
1. Способ низкотемпературной пайки тонкостенных цилиндрических деталей из титана и стали, включающий нагрев соединяемой цилиндрической стальной детали до температуры плавления припоя, введение припоя, размещение соединяемой цилиндрической титановой детали и охлаждение, отличающийся тем, что в цилиндрическую стальную деталь предварительно устанавливают технологическую оправку с кольцевой проточкой, которая совместно со стальной деталью образует карман, после чего цилиндрическую стальную деталь и технологическую оправку нагревают до температуры расплавления припоя, в карман вводят припой, затем в карман с расплавленным припоем устанавливают цилиндрическую титановую деталь, производят пайку, делая вращательные движения титановой детали, соединенные детали охлаждают на воздухе, далее срезают припуск стенок паяемых деталей с внешней и внутренней стороны вместе с технологической оправкой.
2. Способ низкотемпературной пайки тонкостенных цилиндрических деталей из титана и стали по п.1, отличающийся тем, что паяемые поверхности цилиндрических стальной и титановой деталей и технологической оправки предварительно облуживают.
3. Способ низкотемпературной пайки тонкостенных цилиндрических деталей из титана и стали по п.1, отличающийся тем, что паяемую поверхность цилиндрической титановой детали предварительно покрывают никелем, затем производят диффузионное вжигание никеля в вакууме при температуре 500°С в течение 30 мин.
| Способ пайки изделий телескопического типа | 1975 |
|
SU556002A1 |
| Способ пайки телескопических соединений | 1975 |
|
SU570464A1 |
| Конструкция паяного телескопического соединения | 1988 |
|
SU1562080A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

