Изобретение относится к оборудованию для электролитической обработки изделий, такой как анодирование, микродуговое оксидирование, нанесение гальванических покрытий для получения коррозиеннестойких, эрозионнестойких, теплостойких и других покрытий на внутре- нюю поверхность труб, и может быть использовано в машиностроении, нефтяной, газовой, химической и авиационной промышленности.
Цель изобретения - повышение качества путем обеспечения равномерности покрытия по толщине при обработке труб переменного сечения.
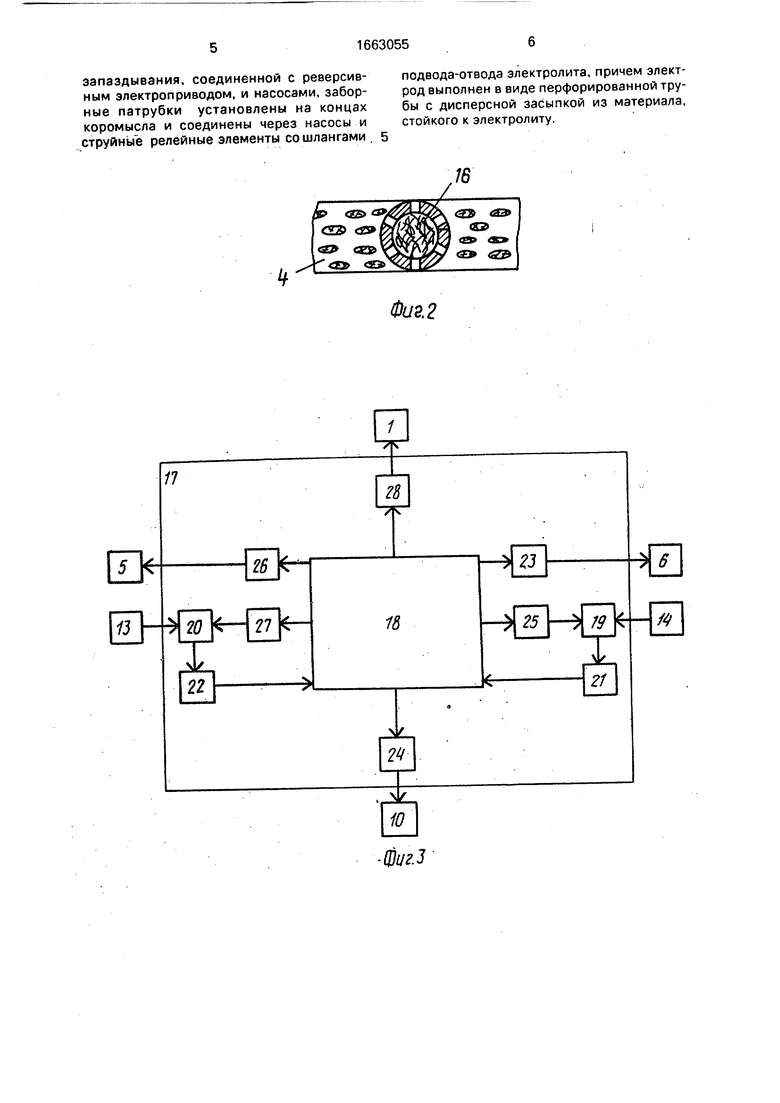
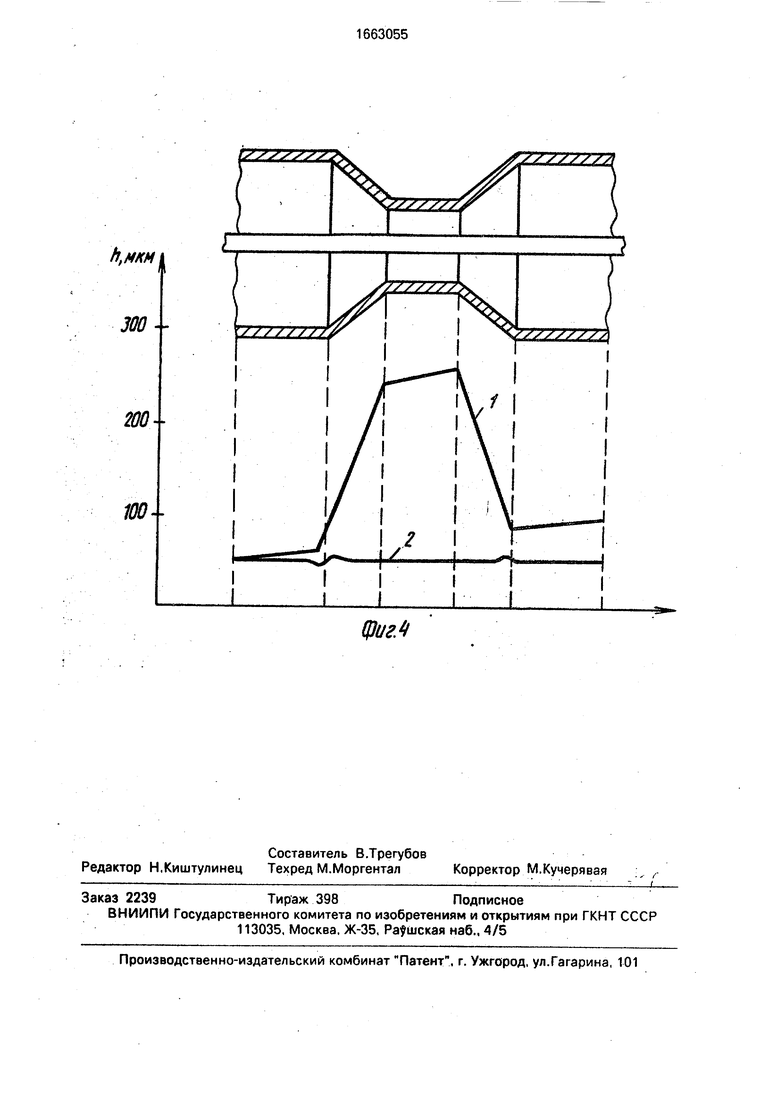
На фиг.1 представлено устройство, общая схема; на фиг.2 - внутренний электрод с наложенным сеченим; на фиг.З - блок-схема системы управления; на фиг.4 - распределение толщины покрытия в зависимости от условий обработки.
Устройство содержит источник 1 питания, ванну 2 для электролита 3, внутренний электрод 4, насосы 5 и 6, шланги 7 и 8 подвода-отвода электролита 3, коромысло 9 с реверсивным электроприводом 10 и расположенные на его концах заборные патрубки 11 и 12, которые через струйные релейные элементы 13 и 14 подсоединены соответственно к шлангам 7 и 8 подвода-отвода электролита. Внутренний электрод 4 для обработки трубы 15 (фиг.2) выполнен полым и перфорированным из сплава, стойкого в электролите, и заполнен дисперсной засыпкой 16 из того же сплава. Необходимая скорость прокачки электролита и время погружения заборных патрубков 11 и 12 в электролит обеспечивается с помощью системы 17 управления, которая включает мик- роЭВМ 18 (например, персональный компьютер ЕС-1840), блоки 19 и 20 запаздывания, аналого-цифровые преобразователи (АЦП) 21 и 22 и цифроаналоговые преобразователи (ЦАП) 23 - 28.
Устройство работает следующим образом.
В программу ввода микроЭВМ 18 закладывают информацию геометрии трубы (диаметр, длина; объем участков расширения и сужения), мощности источника питания (максимальный ток), необходимой плотности тока процесса и общего времени обработки трубы 15. Эта информация поступает в микроЭВМ 18. По известным формулам рассчитывают скорость прокачки электролита, время задержки для блоков 19 и 20 запаздывания и время погружения заборных патрубков 11 и 12 в электролит. После сигнала готовности с микроЭВМ 18 производят пуск устройства. С микроЭВМ 18 поступают команды: через ЦАП 28 на источник 1 питания, который подает напряжение на трубу 15 и внутренний электрод 4, через ЦАП 23 на насос б, который начинает откачку
с расчетной производительностью, а через ЦАП 24 на реверсивный электропривод 10 коромысла 9, которое на расчетное время погружает заборный патрубок 11 в ванну 2 с электролитом 3. В результате этого всасывается расчетная порция электролита 3, Через ЦАП 2-5 на блок 19 запаздывания, представляющий собой электрическое реле времени, с микроЭВМ 18 поступает управляющий сигнал, устанавливающий расчетное время задержки. После прохождения порции электролита по трубе 15 она попадает в струйный релейный элемент 14, осуществляющий скачкообразное изменение управляющего воздействия Включено Выключено по мере прохождения электролита, которое через определенное время задержки, формируемое блоком 19 запаздывания, и достаточное для полного освобождения системы от электролита, через
ЦАП 21 поступает на микроЭВМ 18. По окончании этого воздействия микроЭВМ 18 через ЦАП 23 отключает насос 6, через ЦАП 25 включает насос 5, а через ЦАП 24 - реверсивный электропривод 10 коромысла 9, которое на определенное время погружает заборный патрубок 12 в электролит 3, после чего осуществляется прокачка порции электролита в обратном направлении. Очередной реверс работы устройства осущестляют аналогично с помощью струйного релейного элемента 13, ЦАП 27, блока 20 запраздыва- ния и АЦП 22. По истечении времени обработки микроЭВМ 18 автоматически отключает устройство.
Конструктивные особенности устройства исключают перегрев и истощение электролита, обеспечивая равномерность покрытия по толщине и составу при обработке труб переменного сечения.
Формула изобретения
Устройство для нанесения электролитических покрытий на внутреннюю поверхность
труб, содержащее источник питания, ванну для электролита, электрод, насос и шланги подвода-отвода электролита, отличающееся тем, что, с целью повышения качества путем рбеспечения равномерности покрытия по толщине при обработке труб переменного сечения, оно снабжено коромыслом с реверсивным электроприводом и заборными патрубками, струйными релейными элементами, дополнительным насосом и системой управления с блоком
запаздывания, соединенной с реверсивным электроприводом, и насосами, заборные патрубки установлены на концах коромысла и соединены через насосы и струйные релейные элементы со шлангами ,
подвода-отвода электролита, причем электрод выполнен в виде перфорированной трубы с дисперсной засыпкой из материала, стойкого к электролиту.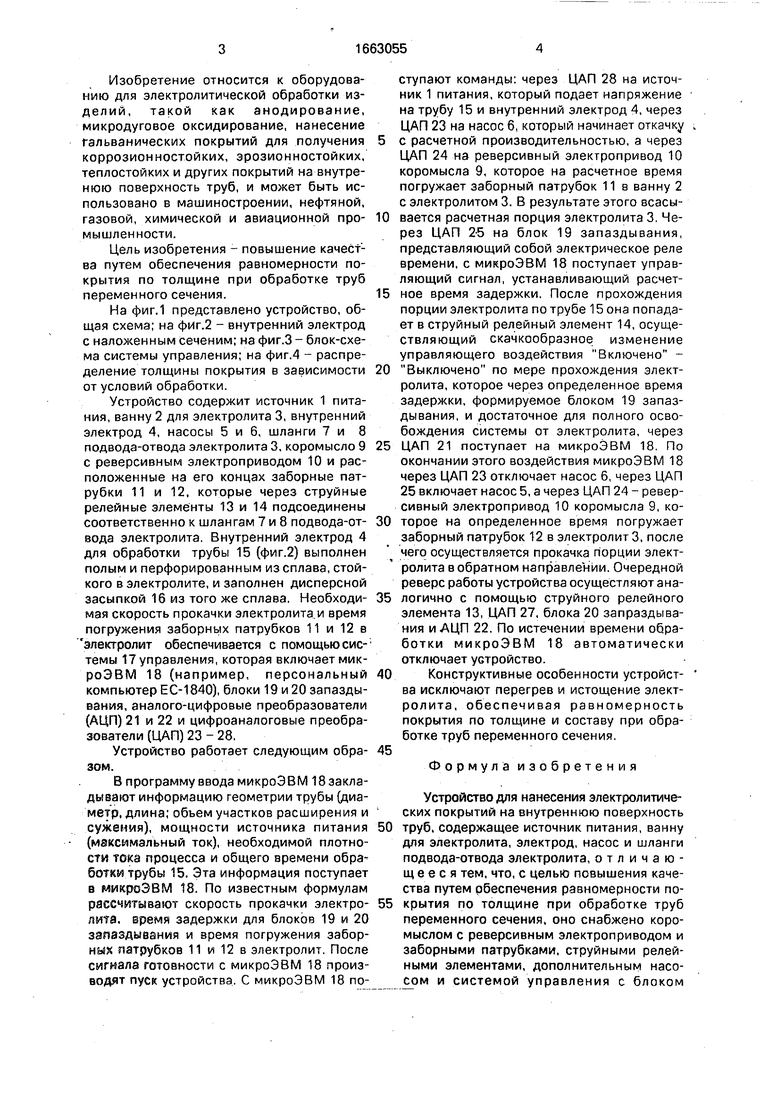
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения электролитических покрытий на внутреннюю поверхность труб | 1989 |
|
SU1693131A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ИЗДЕЛИЯ | 2006 |
|
RU2312174C2 |
| УСТРОЙСТВО ДЛЯ ОСАЖДЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ | 1992 |
|
RU2042745C1 |
| Устройство для электролитического хромирования цилиндров | 1980 |
|
SU1067090A1 |
| Способ электролитного нагрева и устройство для его осуществления | 1982 |
|
SU1209721A1 |
| Устройство для электролитической обработки металлических поверхностей | 1981 |
|
SU1039251A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ НА СТАЛЬНЫЕ ТРУБЫ | 2014 |
|
RU2640509C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЯ МАЛОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354757C2 |
| ЭЛЕКТРОЛИТИЧЕСКАЯ ЯЧЕЙКА И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2010 |
|
RU2484182C2 |
| УСТРОЙСТВО И СПОСОБ РЕГУЛИРОВАНИЯ ЗАРОДЫШЕОБРАЗОВАНИЯ ВО ВРЕМЯ ЭЛЕКТРОЛИЗА | 2010 |
|
RU2489523C2 |
Изобретение относится к оборудованию для электролитической обработки изделий, в частности для нанесения покрытий на внутреннюю поверхность труб, и может быть использовано в машиностроении, нефтяной, газовой, химической и авиационной промышленности. Цель изобретения - повышение качества за счет обеспечения равномерности покрытия по толщине при обработке труб переменного сечения. На трубу 15 и внутренний электрод 4 подают напряжение от источника питания 1. Система управления 17 включает электропривод насоса 6 и электропривод 10, который поворачивает коромысло 9 против часовой стрелки и опускает патрубок 11 в электролит 3 на определенное время, необходимое для засасывания насосом 6 заданной порции электролита 3,и тут же возвращает коромысло 9 в первоначальное горизонтальное положение. Насос 6 прокачивает эту порцию электролита 3 последовательно через патрубок 11, отключенный струйный релейный элемент 13, шланг 7, неработающий насос 5, трубу 15 с внутренним электродом 4, шланг 8, струйный релейный элемент 14, патрубок 12 и возвращает ее обратно в ванну 2. Порции электролита 3 прокачивают попеременно с разных концов трубы 15 до тех пор, пока не будет нанесено покрытие заданной толщины. Конструктивные особенности устройства исключают перегрев и истощение электролита при обработке труб переменного сечения. 4 ил.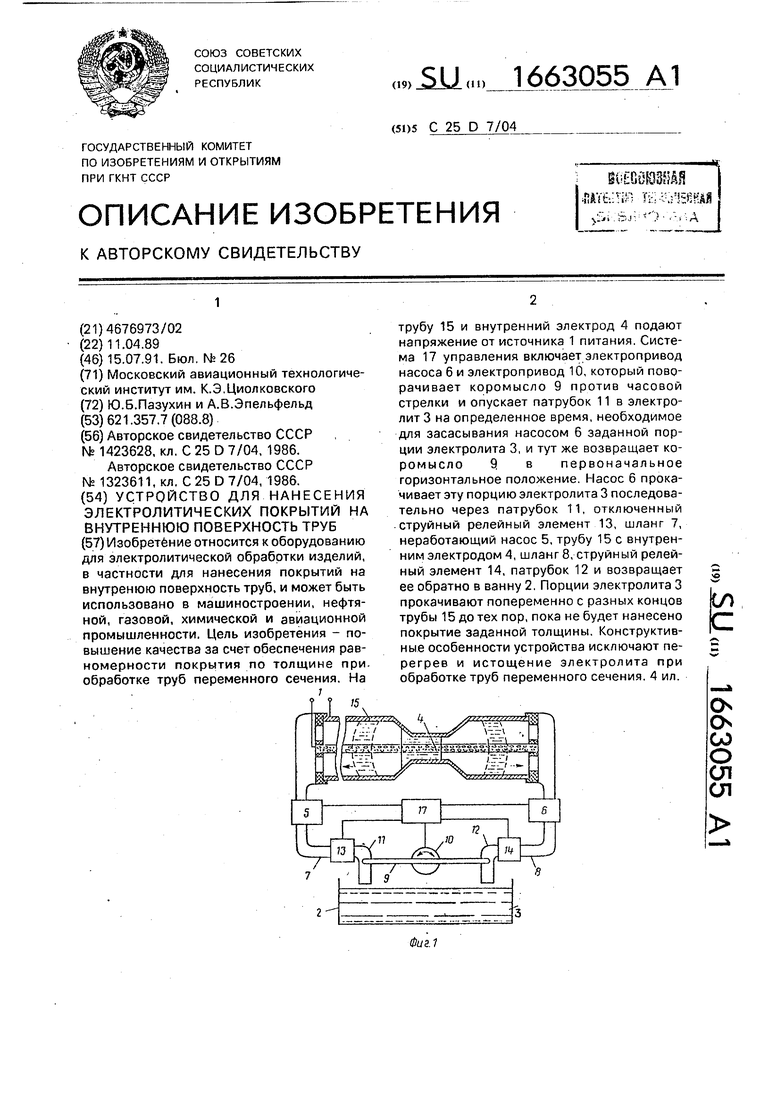
Фиг. 2
ФигЗ
A,/w
да-от
xv;.
№tf4
| Устройство для нанесения гальванических покрытий на внутреннюю поверхность труб | 1986 |
|
SU1423628A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для нанесения электрохимических покрытий на внутреннюю поверхность трубы | 1986 |
|
SU1323611A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
