,i ---л, J I }
-г Зя - }
у.-., ,.ф U--J L.
-
L.
- -
JoSv LffiJi
l1.()fipPT(Mll1l (ПНООИГГЯ к оГ)((П Л(1НМИ1(К)
1|;пкч емия la. ii,панических шкрытий и,-| T(iyfibi и может ис11(1,11,:и)пат1.гя н .i- jiypiMM, маи1Ииистр()( И11И и ириГюрос р()(М1ИИ
Цель и;и)( иии поньппеиие iipDHi- водиre. ibudciи оПраГютки и качостна .- тия.
На фи1. 1 схематичосжи преде lanjieno устройстно, общий МИД, на (juii. 2 laipe: Л-Т на (|1иг. 1; на , - разрез - иа фиг. I.
Уетройетво еодержит рольгаиг, (Ч)сто- ящий из приподных н). 1ик()в I, оси Bjia- тения которых имеют нпзможиость попор()тг1 на некоторый угол в плоекости, проходящей через иич, полую штангу 2 е тиями 3, 11ерего|1одкой 4 и заглушками 5, глухие штангодержатели Г), полые штанго- держатели 7, имеющие eoocw ie со штаигой 2 отверстия для подачи электролита, катодные токомолводы 8, крепящиеся на распре делительных досках 9 с катодными кабелями 10. анодные корзины 11 с козырьками 12 и анодными кабелями 13 совместио с поддонами 14 для сбора члектро. шта и емкостями 15 образуют секционные камеры 16-19. При этом секционные камеры 16 и 17, 18 и 19 об1 едипены электрически по парам с возможностью смены поля11иости. Емкости 5 каждой пары секционных камер через насосы 20 и автоматические задвижки 21 соединены с емкостями 22, которые сообщены с полыми цJтaнгoдepжaтeлями 7, выполненными с приводами вертика. п.ною перемещения (на чертеже не показан). Для фиксации обрабатываемых труб 23 в секционных камерах 16,17,18 и 19 служат упоры 24 и регулирующие кол1)Ца 15. К.чеммы 26 и 27 источника постоянного тока (на чертеже не показан) посредством перемычек 28 и 29 для переполюсовки электродов подключены или к клеммам 30 и 31, или к клеммам 32 и 33.
Устройство работает следующим образом.
Обрабатываемую трубу 23 после подготовки поверхности задающим рольгангом (не показан) продольно перемещают сле1 а- направо при опущенном глухом штанго- держателе 6 на приводные ро;|икп 1 и д.алее этими ю.чиками до упора 24. Зде1:ь труба 23 прекращает 11)олольн(те перемеш.ение, но вращается на позиции а благодаря )ас- но. южению роликов 1 под углом. I лухой пггаш одержатель fi возвращают в р.ерхнее положение и поддерживают конец полой Н1танги 2. На трубу 23 опускают катодц|.,1е токоподводы 8 и прижимают к neii. 1-5клю- ман)т насосы 20 и открывают задвижки 21, электролит чере.з по,ть1Й штангодержагель 7, яевук полсн ть пгганги 2 и отверстия 3 .заполняет пространство между трубой 23 и и1Тан1(1Й 2, переливаясь через торць т|)убы 23 в поддон 14. аполнепик) просгран тва электролитом способствуют нм улируюшие кольца 25, имеющие na.u.i (не пок. паиы) для Слива элект1К).1м i а (Хнии п меиио с этим
0
5
1с1 ПОЗИЦИИ п сподяг анодные ко)зи11Ы II с ко.(ыр1,ками 12 II через полпс-ц, ипаш и 2 э.аек роли I замо.1няг--| iiiior i раштво между анодными hopuiH.iMii 1, козырьками 12 и пп ангой 2 Каго.щая . UicKa 9 с токоп)дво- дами 8 па но.зипии п lui.uuna и огк.пюмепа. При ци|жу. 1яци|; -J.-ICK i роли i а на позициях a.t i вк.1ючаюг носгоянш.П ток путем еоеди- пения клемм 2f) с 30 и 27 с 31 и .заданное время осуществляю процесс нанесения rio- 0 к 1ытия на вну Г)еннк)1:1 ппверхноп ь трубы
23и на участок ш; ani и 2, распо.1оженн1 1Й на позиции п.
В этг) же время п|)оводяг аналогичные операции на позициям в,-. Па ппзпции о покрьии1К)г трубу 23. на позиции с участок штанги 2. По окончании нанесения покрытия на ipv6y 23 огк.иочаюг нос 1ояп1Ц 1Й ток снимаю: перемычки 28 и 29 между клеммами 2() -30 и 27 31. nneK|)aiiiaioT
0 цирку;1яцию электролита путем о таиовки насосов 20 и перекрьиия задвижек 21. поднимают катодную .юску 9 с катодн1 1ми токо- подводами 8 иа позиции сг, раздпи|-а1ог анодные корзины 1 1 на позиции о, (Hiyc- ПО.ТЫЙ штан1Ч)де 1Жатель 7. Пос.и этого
5 отводят упор 24 и трубу 21-5 с помощью роликов 1 шфемешаюг на гюзицию о до упора
24данной 1И13ИЦИИ. Далее поднимают полый штан1 одерн(атель 7 и вводят в плотный контакт с полой нггашой 2, )лят апод- ные ко|1знны 1 1 позиции а, опускают катодную лос-ку 9 с кагодными тгжоподводами 8 и прижимают к грубе 23, включают насосы 16, открьшают задвижки 21, нодают постоянный ток прн вк.тючепии ие)емычек 28 и 29, соединения клеммы 2fi 32 и 27 с 33 и иа- чннакгг следуюп1И11 цик,.т обработки. П)И этом на позиции п осущесгвляют панесение покрыгия на внутреннюю пове)хпость трубы 23. а на позиции а па 1К1ве)хность полой игганги 2. Таким образом, на пози.циих а,б трубу 2. покр1,1вают дважды одним иокры0 тием из одрюго электролита.
Па позициях H,L oanoispeMCtnio другую т)убу, 11ре.чварител1 Н1.) обработаппук) на позициях а,6, нокр1)1ваюг этим (л.тя наращивания lo.iiniHHi.i с. юя) и,ти другим пок|)ытием,
5 |Г- 1 1имер, , 1ля получепия двухс. 1()йпого ntv 1;1 Ыгия. Позиции f{., огут имеп, другой э.тект ро..|и |-. Г)лагодаря ;ичи горо;;ко впу; ренине ИО.ЛОСТИ пгга:ил1 2, обсл живак11п.и( св()и п;;|)1,1 ппзициГ), разде;ич1,. Т;;ки.м образом, устройство состоит из одной и.т и иecк(JЛЬ
0 ких нар одинаков1 г io3niuiri: а,п пе;)вая пара, «,. вторая пара ii ка/к.и1Й паре одиовременио происходит нанесение покрыгия иа впут)еипюю поверх осгь труПы 23 катода п на участок п;1| )ужной niiiiepxnocTn
r .т(1Й птап1 И 2, ).. ипы11 в .:,елах смежи позици11 п,,-. Па участке полг)й шганги 2 ())ормирук1т раствг)римый глюл для |:ос..тел -|оп1ег() цик.ча обработки, KOI да ipy6a 23 перейдет с позиции а па позипию о.
При ЦИК.10 ((jtur. I) от к.чсмм 26 и 27 41 |u ; |ц 11(мычк11 28 и 29 гок проходит чсре.ч KJCMV v HI, кпт(ХЛ11ый киГк ль К), рясп)еле- лигс, лоску Я. кптодиис токоподноды 8, 2, -, i.K. KTpn.iMT, игпиетасмый через ii j.iyio iiiranry 2, n;i позиции а (в), учнсток 11()Х1К)1 ти штиш и 2 на iio:uiunn а (я), к()1)Г)ЫЙ яилястся гиюлом, по ппапге 2 до участка f) (г), где поверхность П1танг н 2 ямлчстси катодом, элекгро.чпт. нагнетаемый черс,1 ппаш у 2 позиции б (г), анодпую Kop.iMii v 11, аподпый кабель 13 к клемме 30. Па по. (1 п зтом цикле раздвинуты ано.ч.иьи кор;11 иы 1 1 и на них не поступает ГОК кабель 13 обсгт,очен. Между трубой 23 и аиодн1)1.ми корзинами 1.1 нет электролита. Па по,чинии 6 я этом цикле нет трубы 23, анодные 11 сдвинуты таким образом, что они и козырьки 12 образуют по- Kj)vr П1танги 2 пространство, которое за- пп,,1ниется электролитом через полость П1тан- (и 2. Распределительная доска 9 с катодными токоподподами 8 поднята и обесточена, f 1ерек. 1ючение клемм производят автоматически путем механического или электрическою перевода перемычек 28 и 29 на новые позиции.
При необходимости трехслойного нокры- тия труб устанавливают аналогичное обору- еще одной пары позиций с соответствующим электролитом.
Полая н танга 2 вынолнена из пассивирующегося и не растворимого в электролите сплава, например при цинковании - и5 алюминиевого снлава, при и нике- лиронапни - из высоколегированной стали. При напесении многослойных покрытий пп апги могут быт, выполнены из секций, изолированных друг от друга. Каждая секция выполняется из соответствующего спла- в а,
Конструктивные особенности устройства по,зволяют повысить производительность обработки в 1,5-1,6 раза за счет исключения затрат времени на монтаж, сокращения ручного труда на чистку и смену
ра(гворимых анодом, а зп счег воз можности |;нижения расстояния между тро;,ами без потерь качества по tiepaBHo- ме)ности покрытия. При этом улучп1асчся качество покрьггия, а именно - paBtioMCp- ность, так как снижается разброс значений тол1липы на 34-50%, образуется более мел- кокристал. ическая структура 1 садкана
новьицается микротвердость, отсутствуют частицы соосаждепного анодног О шлама,
Формула изобретения
1, Устройство для нанесения гальвани
ческих покрытий на внутреннюю поверх ность труб, содержащее секционные камеры с полой перфорированной гнтаигой, установленной на штангодержателях с приводами вертикального неремещения, аноды, анодные и катодные токонодводы, систему сбора
и циркуляции электролита через штанго- держатели с каналами, выполненными соосно с отверстиями в штанге, и рольганг с нриводными роликами, расположенными под у лом отличающееся тем, что, с целью повышения производительности обработки и качества покрытия, секционные камеры o6i)e- динены электрически по парам с возможностью смены полярности в каждой секции, аноды выполнены н виде корзин с козырьками и установлены с возможностью переметения относительно полой перфорированной штанги, а катодные токоподводы равномерно распределены по длине секционных камер,
2,Устройство но п, 1, отличающееся тем, что, с целью расширения технологических
возможностей за счет обеспечения нанесения мнoгocлoЙFlыx покрытий, полая перфорированная штанга выполнена с перегородками, установленными между парами секционных камер,
3,Устройство по п, 1, отличающееся тем, что полая перфорированная штанга выполнена из коррозионно-стойкого материала.
1
11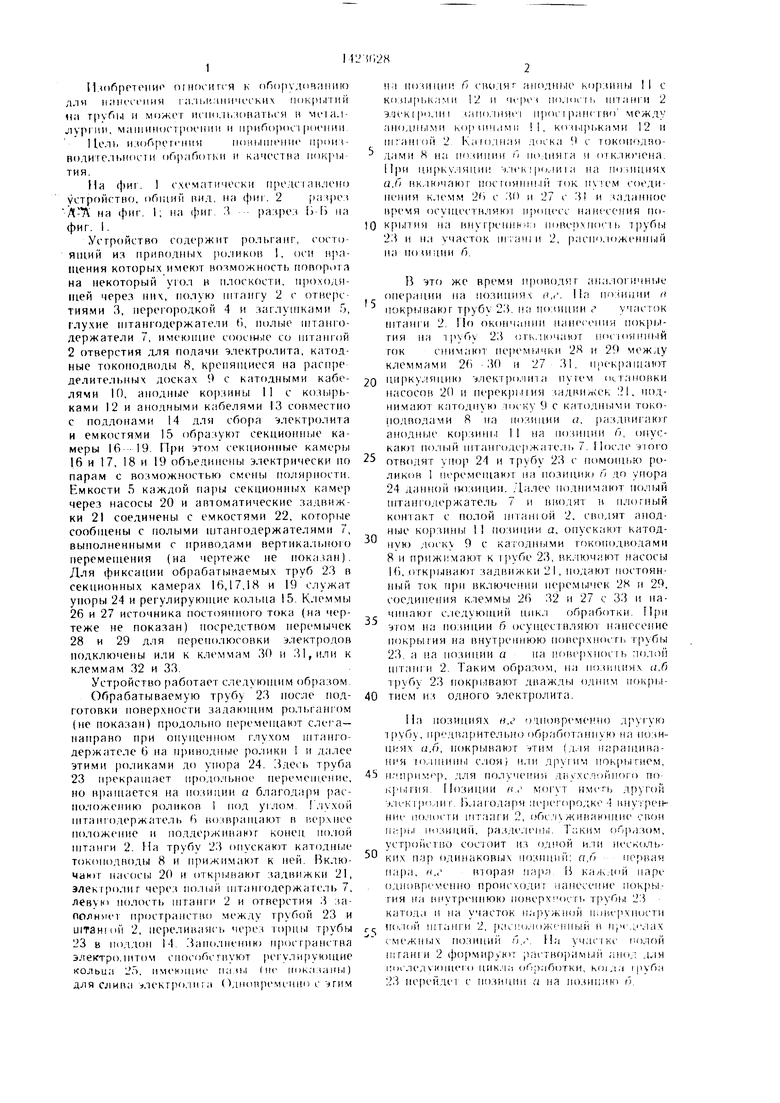
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения гальванических покрытий на поверхность длинномерных изделий | 1986 |
|
SU1633026A1 |
| Линия для электрохимической обработки внутренней поверхности труб и трубных изделий | 1988 |
|
SU1587079A1 |
| Анод для гальванического нанесения покрытий | 1990 |
|
SU1705421A1 |
| Линия гальванической обработки внутренней поверхности труб | 1987 |
|
SU1447935A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Устройство для электрохимической обработки труб | 1983 |
|
SU1134623A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ РАФИНИРОВАНИЯ МЕТАЛЛОВ | 1973 |
|
SU381230A1 |
| Комплексный шахтный воздухоподогреватель | 2021 |
|
RU2762927C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2000 |
|
RU2187576C2 |

Изобретение относится к устройствам для нанесения гальпанических покрытий на трубы и может иснользовпться в метал. 1ур- гии, машиностроении и приборостроении. Цель изобретения - iioishiiiieHHC произр ;- дительности обработки и качества покрытия. При опущенном глухом штангодержяте. 6 на нриводмых роликах 1 к секциониую ка меру 16 вводят об|)аГ)атываемую трубу 23 до упора 24. Возвращают штангодержатель 6 в верхнее положение, на трубу 23 опускают катодные токонодводы 8 и включают насосы 20. Открывают зидиижкм элект|)о- лит через полый (нтаигодержатель 7, левую полость 111тан; И 2 и отверстия 3 .зап(.)лняет пространство между трубой 23 и нггангой 2, переливаясь через то()цы трубы 2Я в иод дон 14. Одновременно с этнм на по.зинии 6 сводят анодные корзины И. и через полость 1нтанги электролит зaнoлF яeт лросгранстпо между анодными корзинами н штангой 2. Катодная доска с 1окон1)дво- длми 10 на но.лщии С поднята и ()гк. ючена. При циркуляции ч. 1ек1ролита на нозиниях обработки а и б включают постоянный ток цугсм соединения клемм 26 с ЗП и 27 с 31. ос П ествляют процесс на11есения покрытия jia tinyTpeuFnoK) поиерхншмь 7|n 6h)i 23 и на часгок штанги 2, рлсположенный на позиции о. По окончании процесса нанесения покрытия отключаю постоянный IOK - снимают перемычки 28 и 29 между клеммами 2 э и 30, 27 и 31, прекран1ают подачу электролита, поднимают катодную доску 9 с катодными токоподнодамн 8 на позиции а, раз- 1вигак1т анодные ко)зины I 1 на позинин 6 и онускают полмй штангодержатель 7. Отводят упор 24 и с номоп1ЬК1 приводных роликов 1 трубу пе|)емешак)т на позицию fi до упору 24 данной позиции. Посредством пе|)смычек 28 и 29 производят иереполюсовку )одов, а зате.1 П|)оводят аналогичные операции (приведенные выше), при этом на позиции б осуществляй нанесение покрытия на впут1)епнюю поверхность трубы 23, а на позиции а - иа помсрхность полой пггаиги, распо.ложенной в секционной камере 16. Конструктивные особенности устройства позволяют yлyчцJИГь качество п(5крытия, повысить в 1,5 1,6 раза прои.и .одительность обработки, расширить технологические возможности и copraMein оГ|ра атываем(х изде;|ий. 2 з.п. ф-лы, 3 ил. S (Л 4 ГО СО 05 1С 00
Риг.З
