Изобретение относится к области электрохимии и может быть использовано при нанесении гальванических покрытий на внутреннюю поверхность цилиндрических деталей.
Известно устройство для электролитического нанесения покрытий (А.С. №1520149, МПК C25D 5/06, опубл. 07.11.89 г.), содержащее корпус, анодные пластины, установленные с возможностью радиального перемещения, секторы, шарнирно закрепленные на рычагах и связанные с установочными пружинами; на одном из секторов установлен дендритосниматель, а на остальных - анодные пластины и тампоны. При этом корпус жестко связан с валом, на котором установлен копир с возможностью осевого перемещения.
Недостатком данного устройства является то, что оно предназначено для обработки деталей одного типоразмера, малопроизводительно и неэкономично.
Наиболее близким к предлагаемому изобретению является устройство для нанесения гальванических покрытий на длинномерные изделия (А.С. 986970, МПК C25D 5/08, опубл. 07.01.83 г.), содержащее электролитическую ячейку, образованную наружным и внутренним электродами, одним из которых является изделие, а другим - анод, уплотняющие насадки для прокачки электролита, контакты для подвода напряжения.
Недостатком этого устройства является его низкая экономичность, обусловленная необходимостью доработки установки в зависимости от длины обрабатываемого изделия типа цилиндра.
В основу изобретения поставлена задача повысить экономичность оборудования за счет расширения номенклатуры изделий, обрабатываемых без доработки установки.
Данная задача решается в устройстве для нанесения гальванических покрытий на длинномерные изделия, которое содержит электролитическую ячейку, образованную наружным и внутренним электродами, одним из которых является изделие, а другим - анод, уплотняющие насадки, контакты для подвода напряжения, согласно изобретению анод выполнен короче изделия и закреплен на поршне с возможностью осевого перемещения, уплотняющие насадки образуют с изделием герметичную полость, устройство снабжено емкостью для подачи электролита, к которой подсоединен насос, подающий электролит к входной насадке, а в поршне выполнено отверстие, в которое установлена труба для непрерывной прокачки электролита, соединенная шлангом с емкостью для подачи электролита.
Кроме того, поршень жестко соединен с подсоединенным к электрической лебедке держателем, внутри которого размещен кабель для подключения анода к источнику тока.
Устройство снабжено накопительной емкостью, к которой подсоединен насос для подачи электролита во входную насадку. Входная уплотняющая насадка соединена дренажным каналом с емкостью для подачи электролита. Контакты для подвода напряжения к изделию выполнены в виде хомутов.
На чертеже показана схема устройства.
Устройство состоит из электролитической ячейки, образованной наружным и внутренним электродами, одним из которых является изделие 1, а другим - анод 2.
Уплотняющие насадки 3 и 4 образуют с изделием 1 герметичную полость. Анод 2 закреплен на поршне 5, который через держатель 6 подсоединен к электрической лебедке 7. Устройство снабжено емкостью для подачи электролита 8, к которой подсоединен насос 9, обеспечивающий подачу электролита во входную насадку 3, и накопительную емкость 10, к которой подсоединен насос 11 для перекачки электролита в емкость 8. В поршне 5 выполнено отверстие, в которое установлена труба 12 для прокачки электролита, которая соединена с емкостью 8 шлангом 13.
В емкости 8 установлены змеевики трубчатых теплообменников для горячей и холодной воды 14. Контакты 15 для подвода напряжения к изделию выполнены в виде хомутов и подключены к выпрямительному агрегату 16. Анод 2 также подключен к выпрямительному агрегату 16. Входная уплотнительная насадка 3 снабжена дренажным клапаном 17.
Устройство работает следующим образом.
Из емкости 8 с помощью насоса 9 хромовый электролит подается во входную уплотняющую насадку 3, где при подаче тока начинается процесс хромирования. Затем включается привод лебедки 7 для продвижения анода 2 с поршнем 5 внутри цилиндра 1 и выпрямительный агрегат 16, подающий напряжение на электроды 1 и 2. Начинается основной процесс нанесения хрома на внутреннюю поверхность изделия 1. Для обеспечения непрерывной прокачки электролита через хромируемое изделие применяются гибкие шланги 13 и труба 12. Выделяющийся в процессе хромирования газ и лишний электролит стравливаются через дренажный канал 17 в емкость 8.
Возможные протечки электролита собираются в накопительную емкость 10 и с помощью насоса 11 возвращаются в емкость для подачи электролита 8. Поддержание температуры электролита в заданном температурном интервале обеспечивается установкой в емкости 8 змеевиковых трубчатых теплообменников 14 для горячей и холодной воды. После перемещения по изделию поршень 5 с анодом 2 вдвигается в уплотняющую насадку 4. Затем отключается питание установки и привод тяговой лебедки 7, электролит сливается в накопительную емкость 10, производится демонтаж из состава установки изделия 1.
Данное устройство позволяет обрабатывать изделия в широком диапазоне возможных размеров, она производительна, мобильна и экономична.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЯ МАЛОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354757C2 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ ПРИ ПОНИЖЕННОМ ДАВЛЕНИИ | 2007 |
|
RU2352692C1 |
| Устройство для нанесения электролитических покрытий на внутреннюю поверхность труб | 1989 |
|
SU1663055A1 |
| Установка для хромирования внутренних поверхностей деталей | 2020 |
|
RU2749954C1 |
| Способ нанесения электролитических покрытий на внутреннюю поверхность труб | 1989 |
|
SU1693131A1 |
| Установка для нанесения гальванических покрытий на внутренние поверхности цилиндрических изделий | 1980 |
|
SU899732A1 |
| ГОРИЗОНТАЛЬНАЯ ЯЧЕЙКА С РАСТВОРИМЫМИ АНОДАМИ ДЛЯ НЕПРЕРЫВНОЙ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ ПОЛОСЫ | 1991 |
|
RU2010894C1 |
| Ячейки для нанесения электролитических покрытий | 1982 |
|
SU1108140A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ПЛОСКИЕ ИЗДЕЛИЯ С ОТВЕРСТИЯМИ | 1999 |
|
RU2156835C1 |
| Устройство для нанесения гальванических покрытий на внутреннюю поверхность цилиндрических изделий | 1984 |
|
SU1178802A1 |
Изобретение относится к области электрохимии и может быть использовано при нанесении гальванических покрытий на внутреннюю поверхность цилиндрических деталей. Устройство содержит электролитическую ячейку, образованную наружным и внутренним электродами, одним из которых является изделие, а другим - анод, при этом анод закреплен на поршне с возможностью осевого перемещения, уплотняющие насадки образуют с изделием герметичную полость, устройство снабжено емкостью для подачи электролита, к которой подсоединен насос, подающий электролит к входной насадке, а в поршне выполнено отверстие, в которое установлена труба для непрерывной прокачки электролита, соединенная шлангом с емкостью для подачи электролита. Технический результат: повышение экономичности оборудования за счет расширения номенклатуры изделий, обрабатываемых без доработки устройства. 4 з.п. ф-лы, 1 ил.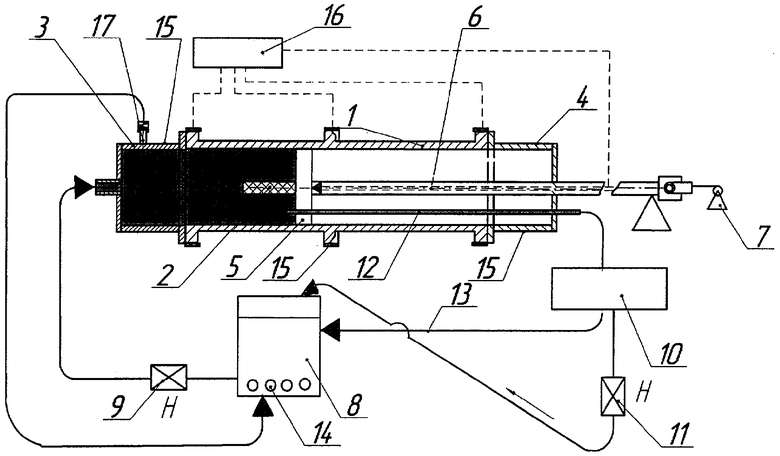
| Устройство для электрохимической обработки полостей длинномерных изделий | 1976 |
|
SU718504A1 |
| Устройство для нанесения электрохимических покрытий на внутреннюю поверхность трубы | 1986 |
|
SU1323611A1 |
| Устройство для нанесения гальванических покрытий на внутреннюю поверхность трубы | 1988 |
|
SU1617064A1 |
| US 3673073, 27.06.1972. | |||

