Изобретение относится к металлургии, касается способов управления режимами плавки в индукционных тигельных печах и может быть применено во всех отраслях промышленности, использующих индукционные тигельные печи для плавки металла при работе с периодической загрузкой шихты в расплав.
Цель изобретения - сокращение расхода энергии при плавке чугуна и загрузке первой порции шихты в тигель с остатком жидкого металла,
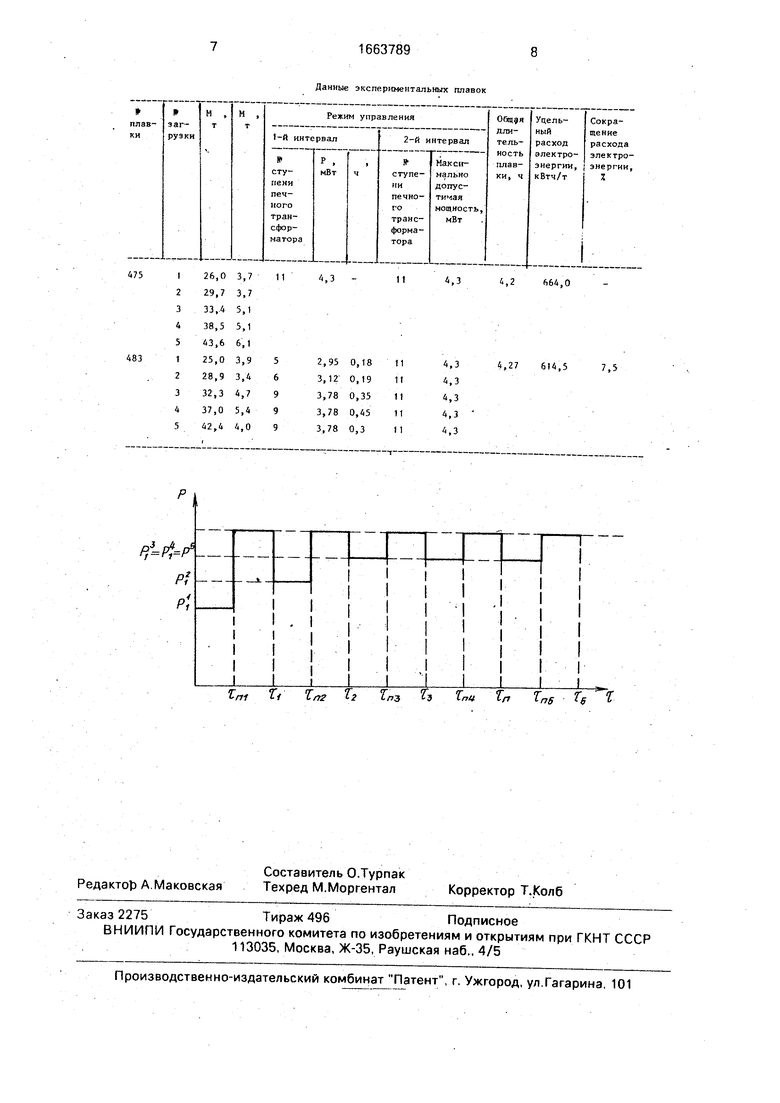
На чертеже представлен график изменения подводимой мощности в процессе плавки чугуна в индукционной тигельной печи.
По оси ординат отложена величина подводимой мощности Р, по оси абсцисс - время плавки г. На графике изображено
распавление пяти порций загрузок шихты. fi,zr2, тз, я, г Б - время полного расплавле-- ния первой, второй, третьей, четвертой и пятой загрузок шихты соответственно; Тп1,Гп2.Тпз,Гп4.п5 продолжительность первого интервала управления при расплавлении соответствующих загрузок шихты; Pi1, P2i, Р 1, Р41, Р51 - величина подводимой мощности на первом интервале управления при расплавлении соответствующих загрузок шихты.
Способ осуществляют следующим образом.
Пример. На участке индукционной плавки металлургического производства объединения АвтоВАЗ проводились плавки серого чугуна в индукционной тигельной печи емкостью 50 т LFD - 50. Максимально
О
о со
XI 00
о
допустимая подводимая мощность ограничивалась вибрациями токоподводя щей системы и соответствовала второй ступени печного трансформатора. Минимально допустимая температура расплава принималась 1мин - 1280°С. Оптимальные режимы управления; подводимая мощность на первом интервале управления Pi и продолжительность первого интервала управлениягп были рассчитаны по формулам.
Величина подводимой мощности на первом интервале управления определяется с учетом ограничения на минимально допустимую температуру расплава по формуле
Р1 РмаксО(Мю,М20)0
Рмин {Р21 + P2n( t мин) Рт
О(Мю, Мго) О,
где Pi - подводимая мощность на первом интервале управления, Вт;
Рмакс - максимально допустимая мощность, Вт;
Рмин - минимально допустимая мощность, Вт;
Р2.1 - расчетная мощность теплового потока от расплава-к шихте, Вт;
Р2п(1мин) - расчетная мощность для перегрева расплавившейся шихты до минимально допустимой температуры расплава 1мин, Вт;
Рт - мощность тепловых потерь, Вт;
tfe - электрический КПД печи;
Мю - масса шихты, кг;
М20 - масса расплава, кг;
О(Мю,М2о)- расчетный параметр, определяемый по формуле
т.пл - температура плавления, К; dy - средний диаметр тигля в печи, м; yi - плотность шихты, кг/м3; AI - коэффициент теплопроводности шихты, Вт/м К;
дпл - скрытая теплота плавления шихты, Дж/кг.
Величины мощности теплового потока от расплава к шихте Р2.1 и мощности пере- 0 грева расплавившейся шихты до минимально допустимой температуры расплава Р2п(т,мин) определяют по формулам:
/N.J2
V( плЪ
2q,N.C,,(tWH-t,Ifthtfd
5
)
М
10
I От V
где at - коэффициент температуропроводи- мости шихты,
Величины тепловых потерь Рт и электрического КПД печи устанавливают экспериментально или принимают согласно паспорту печи.
Продолжительность первого интервала управления определяют по формуле
л МмЛмГцР-ЬЗпо
И
1л
по
М
}
где тп - продолжительность первого интервала управления;
ш no координаты точки переключения управления, определяемые по формуле
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плавки в индукционной установке периодического действия | 1988 |
|
SU1721845A1 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
| Способ управления процессом плавления металла в индукционной чугуноплавильной тигельной печи | 1988 |
|
SU1640175A1 |
| Устройство для управления температурным режимом индукционной печи | 1983 |
|
SU1095150A1 |
| СПОСОБ ИНДУКЦИОННОГО ПЕРЕПЛАВА ФЕРРОМАРГАНЦА | 2017 |
|
RU2659528C1 |
| СПОСОБ ИНДУКЦИОННОГО ПЕРЕПЛАВА ФЕРРОМАРГАНЦА | 2017 |
|
RU2698401C1 |
| Способ переплава металлических отходов | 1977 |
|
SU661032A1 |
| СПОСОБ ПРОИЗВОДСТВА ЖИДКОГО УГЛЕРОДИСТОГО МЕТАЛЛА НА ОСНОВЕ ЖЕЛЕЗА | 2001 |
|
RU2219245C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ В ДУГОВОЙ ПЕЧИ | 1991 |
|
RU2049119C1 |
| Способ перемешивания металла в индукционной тигельной печи | 2021 |
|
RU2779469C1 |
Изобретение относится к электротехнике и касается способов управления режимами плавки в индукционных тигельных печах (ИТП). Целью изобретения является сокращение расхода энергии при плавке чугуна и загрузке первой порции шихты в тигель с остатком расплава. Расплавление металла в ИТП ведут в два интервала: на первом интервале при пониженной мощности, а на втором интервале на максимальной подводимой мощности, причем перед началом плавки определяют расчетным путем по формулам величину мощности на первом интервале управления и продолжительность его. Мощность устанавливается путем переключения печного трансформатора на соответствующую ступень. 1 ил., 1 табл.
/ м ,O WIO|.«КС
«(ЈЈ)
exptf,
где Кдр, а, N - расчетные коэффициенты, определяемые по формулам; 1 + Сф Мф
Кдр
Мн
1 1 Сф Мф М20
N
, г.,. 1 Сф Мф М20ч
1i5(1 iS W w
N Сю(т.Мин - tn/i) . 4Мю
on
il Qnn d -yi где Ci, C2, Сф - удельная теплоемкость шихты, расплава и футеровки соответственно, Дж/кг К;
Мф - масса футеровки, кг;
Мн - номинальная масса металла в печи, кг;
а- коэффициент теплопередачи от расплава к шихте, Вт/м2К;
40
4f
Перед загрузкой шихты измеряли величины М20 и Мю. После загрузки шихты включили печь. На первом интервале управления, сразу после включения печи, переключали печной трансформатор на ступень напряжения, соответствующую подводимой мощности PL По истечении времени гп переключали печной трансформатор на ступень напряжения, соответствующую максимально допустимой мощности Рмакс. Эта мощность поддерживалась в течение всего времени плавки до следующей загрузки или до окончания плавки (если больше загрузок не производится).
При расчете значения PI, если величина параметра О(Мю,М2о) не больше нуля, то на первом интервале управления подводимая
мощность принимает значение максимально допустимой мощности Рмакс и расплавление загрузки шихты проводят без переключения печного трансформатора. В этом случае тп 0. Если величина параметра 0(Мю,М2о) боль- ше нуля, то PI и г п рассчитывают по формулам и выполняют переключение по истечении времени т п.
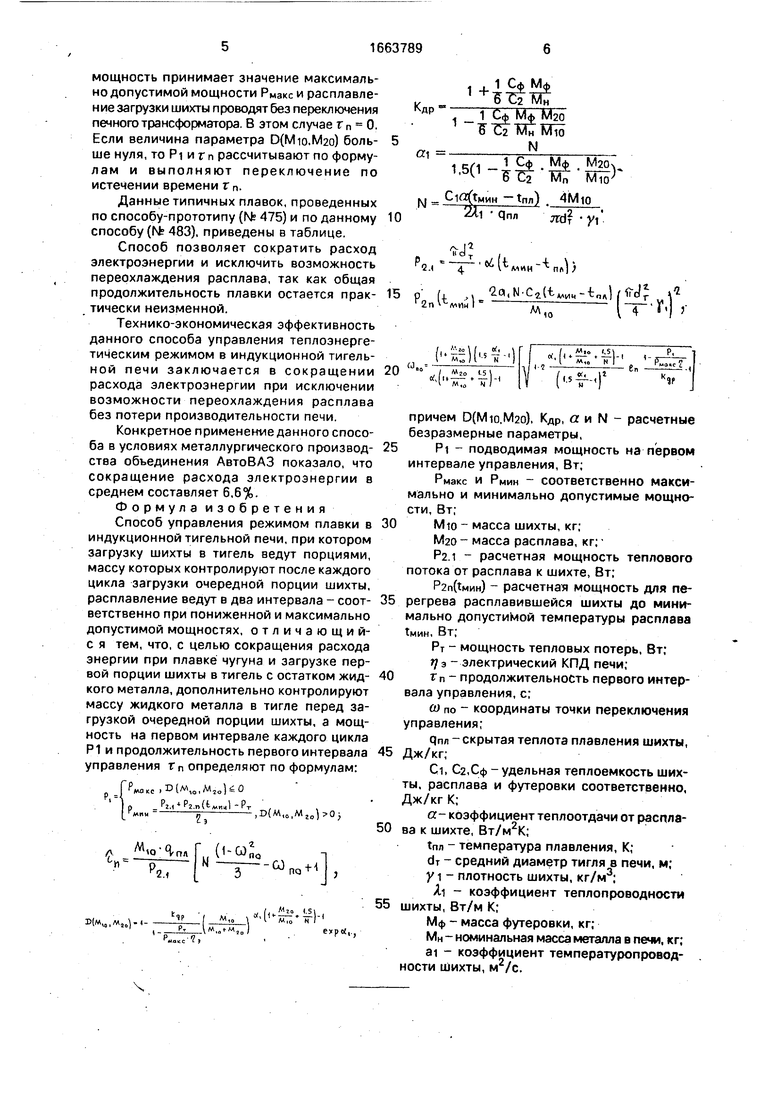
Данные типичных плавок, проведенных по способу-прототипу (№ 475) и по данному способу(№ 483), приведены в таблице.
Способ позволяет сократить расход электроэнергии и исключить возможность переохлаждения расплава, так как общая продолжительность плавки остается прак- тически неизменной.
Технико-экономическая эффективность данного способа управления теплоэнергетическим режимом в индукционной тигельной печи заключается в сокращении расхода электроэнергии при исключении возможности переохлаждения расплава без потери производительности печи.
Конкретное применение данного способа в условиях металлургического произвол- стеа объединения АвтоВАЗ показало, что сокращение расхода электроэнергии в среднем составляет 6,6%.
Формула изобретения
Способ управления режимом плавки в индукционной тигельной печи, при котором загрузку шихты в тигель ведут порциями, массу которых контролируют после каждого цикла загрузки очередной порции шихты, расплавление ведут в два интервала - соот- ветственно при пониженной и максимально допустимой мощностях, отличающий- с я тем, что, с целью сокращения расхода энергии при плавке чугуна и загрузке первой порции шихты в тигель с остатком жид- кого металла, дополнительно контролируют массу жидкого металла в тигле перед загрузкой очередной порции шихты, а мощность на первом интервале каждого цикла Р1 и продолжительность первого интервала управления гп определяют по формулам:
.K.D{M,0,M, lo P2.,P2n(tMnJ-PT
г-,
,о(м,01мго)о;
(1-0)п.
ПО
па
Рт
1,
А .... м °
..М1о)
«.и
Ј)exprt,
К
„ . 1 С M
I т -к -W1- ,,
6 Са Мн
ДР 1 Сф
Cz Мн Мю
N
1 К/-1 1 с . Mi . М20ч
F-CT Тип W
CiO(tMtm - tnn) 4Мщ
Чплло-2 .у,
J1 и а т i
2л 4 пи))
р- /, 2а,С4 МИц-4ПА)/ (
-1
«.
{ч& ( н
«V
20
25
30 35 0 5
0
5
причем 0(Мю,М2о), Кдр, а и N - расчетные безразмерные параметры,
Pi - подводимая мощность на первом интервале управления, Вт;
Рмакс и РМИН - соответственно максимально и минимально допустимые мощности, Вт;
Мю - масса шихты, кг;
Мзо - масса расплава, кг;
Р2.1 - расчетная мощность теплового потока от расплава к шихте, Вт;
Р2п(1мин) - расчетная мощность для перегрева расплавившейся шихты до минимально допустимой температуры расплава 1мин, Вт;
РТ - мощность тепловых потерь, Вт;
УЭ электрический КПД печи;
гп - продолжительность первого интервала управления, с;
ш по - координаты точки переключения управления;
рпл - скрытая теплота плавления шихты, Дж/кг;
Ci, Са,Сф - удельная теплоемкость шихты, расплава и футеровки соответственно, Дж/кг К;
а- коэффициент теплоотдачи от расплава к шихте, Вт/м2К;
1пл - температура плавления, К,1
dT - средний диаметр тигля в печи, м;
у 1 - плотность шихты, кг/м3; Ач - коэффициент теплопроводности шихты, Вт/м К;
Мф - масса футеровки, кг;
Мн - номинальная масса металла в печи, кг,
at - коэффициент температуропроводности шихты, м2/с.
Данные экспериментальных плавок
| Брокмайер К | |||
| Индукционные плавильные печи | |||
| М.:Энергия, 1972 | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Еднерал Ф.П | |||
| Электрометаллургия стали и ферросплавов | |||
| М.: Металлургия, 1977, с.185. | |||
