Изобретение касается акустических методов неразрушающего контроля и может быть использовано при осуществлении способов контроля, требующих сканирования датчиком контроля изделия, в частности при ультразвуковой (УЗ) дефектоскопии изделий со сварным швом с помощью наклонного преобразователя.
Целью изобретения является повышение стабильности траектории сканирования
при ручном продольном перемещении каретки за счет как невозможности превышения порогового значения скорости продольного перемещения датчика контроля, так и регулирования частоты поперечных перемещений датчика контроля в зависимости от величины скорости его продольного перемещения.
На фиг.1 представлено устройство для сканирования датчиком контроля изделий;
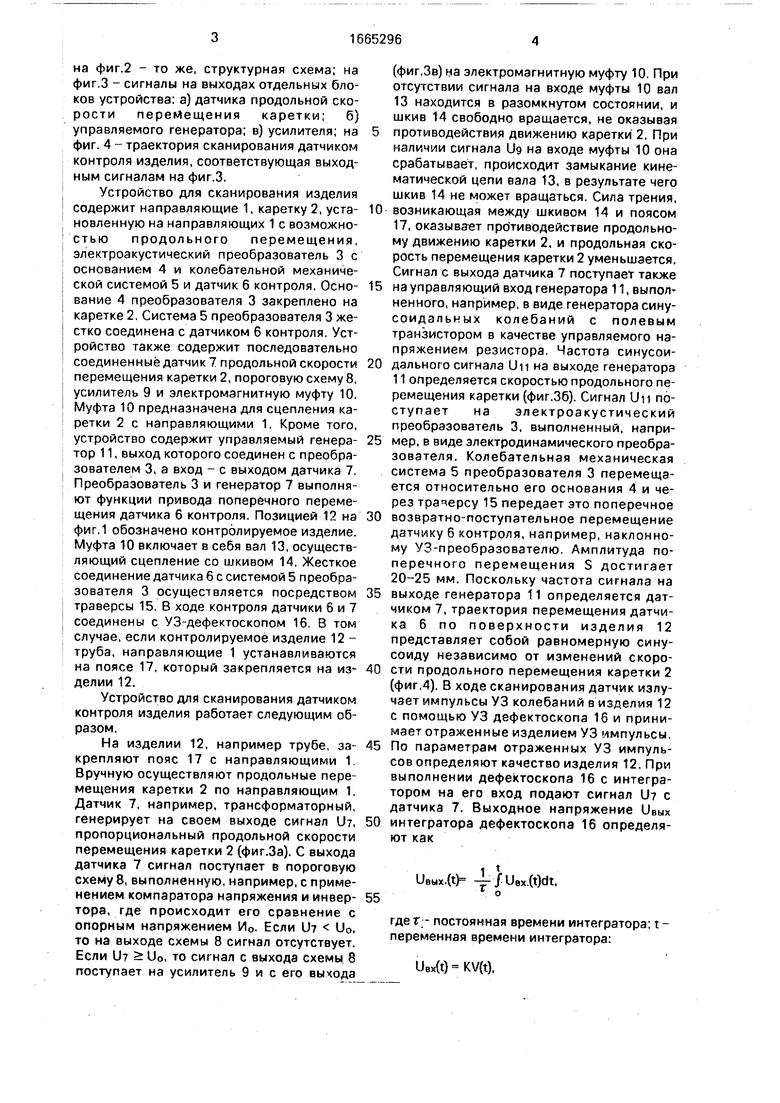
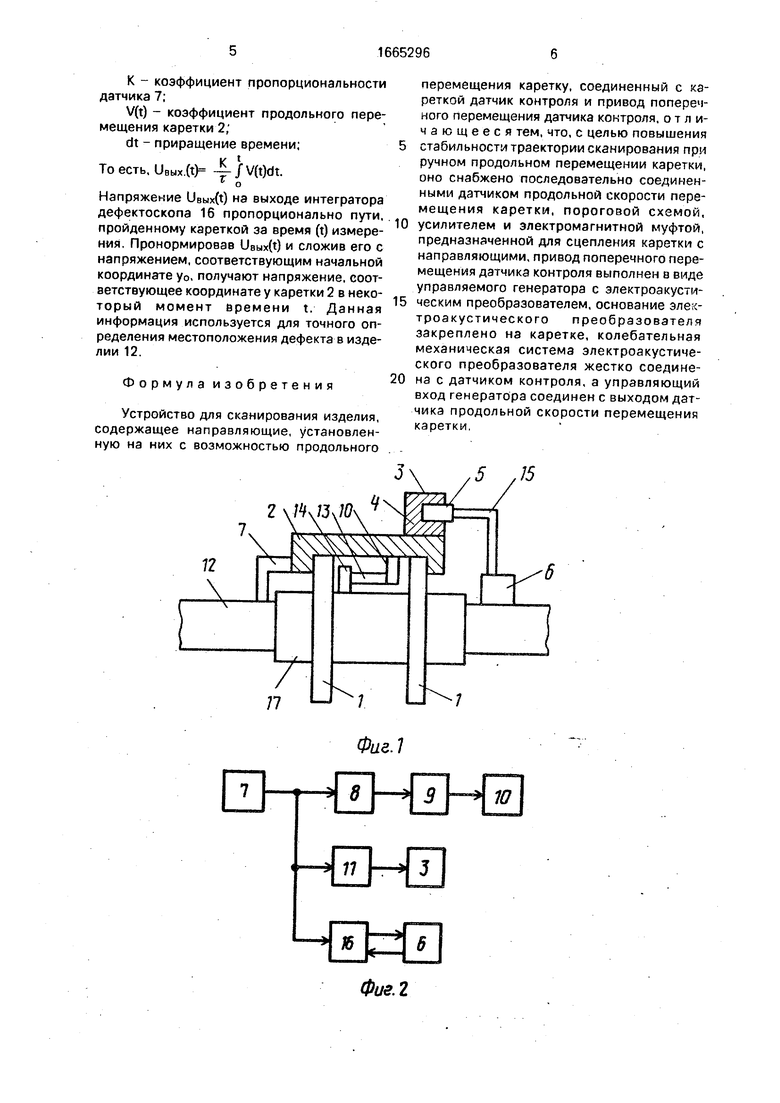
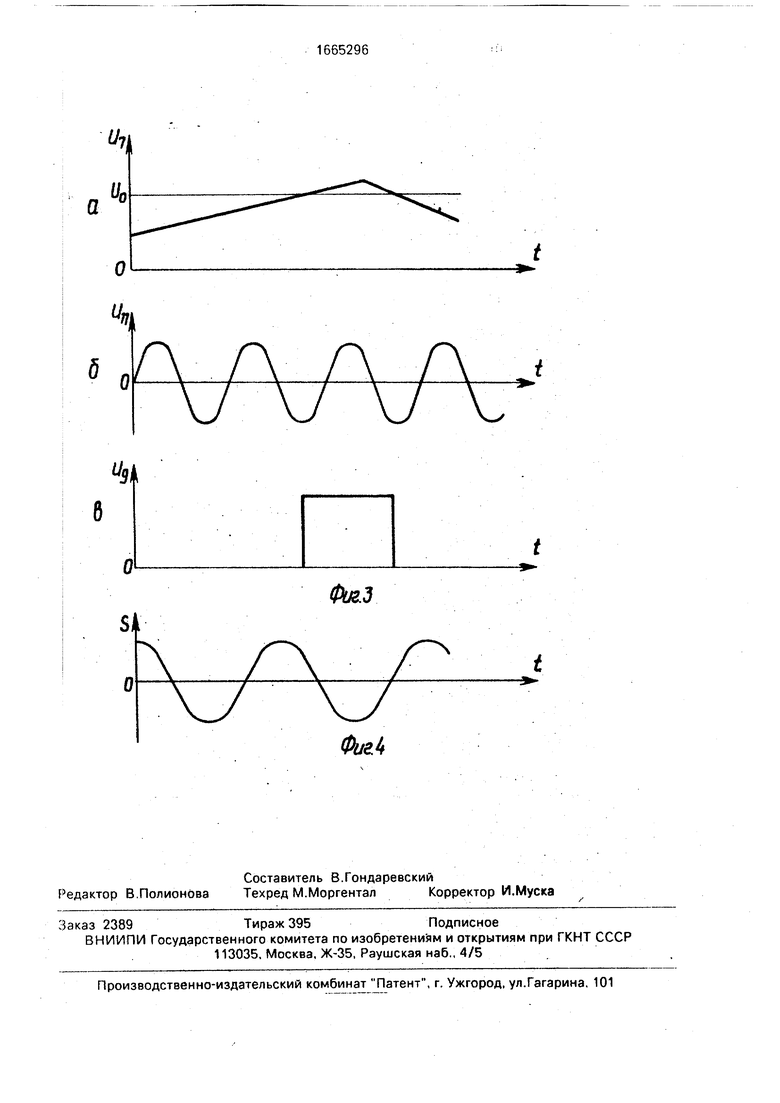
на фиг.2 - то же, структурная схема; на фиг.З - сигналы на выходах отдельных блоков устройства: а) датчика продольной скорости перемещения каретки; 6} управляемого генератора; в) усилителя; на фиг. 4 - траектория сканирования датчиком контроля изделия, соответствующая выходным сигналам на фиг.З.
Устройство для сканирования изделия содержит направляющие 1, каретку 2, установленную на направляющих 1 с возможностью продольного перемещения, электроакустический преобразователь 3 с основанием 4 и колебательной механической системой 5 и датчик 6 контроля, Основание 4 преобразователя 3 закреплено на каретке 2. Система 5 преобразователя 3 жестко соединена с датчиком 6 контроля. Устройство также содержит последовательно соединенные датчик 7 продольной скорости перемещения каретки 2, пороговую схему 8, усилитель 9 и электромагнитную муфту 10. Муфта 10 предназначена для сцепления каретки 2 с направляющими 1. Кроме того, устройство содержит управляемый генератор 11, выход которого соединен с преобразователем 3, а вход - с выходом датчика 7. Преобразователь 3 и генератор 7 выполняют функции привода поперечного перемещения датчика 6 контроля. Позицией 12 на фиг.1 обозначено контролируемое изделие. Муфта 10 включает в себя вал 13, осуществляющий сцепление со шкивом 14, Жесткое соединение датчика 6 с системой 5 преобразователя 3 осуществляется посредством траверсы 15. В ходе контроля датчики б и 7 соединены с УЗ-дефектоскопом 16. В том случае, если контролируемое изделие 12 - труба, направляющие 1 устанавливаются на поясе 17, который закрепляется на изделии 12.
Устройство для сканирования датчиком контроля изделия работает следующим образом.
На изделии 12, например трубе, закрепляют пояс 17 с направляющими 1 Вручную осуществляют продольные перемещения каретки 2 по направляющим 1. Датчик 7, например, трансформаторный, генерирует на своем выходе сигнал U, пропорциональный продольной скорости перемещения каретки 2 (фиг.За). С выхода датчика 7 сигнал поступает в пороговую схему 8, выполненную, например, с применением компаратора напряжения и инвертора, где происходит его сравнение с опорным напряжением И0. Если U U0, то на выходе схемы 8 сигнал отсутствует. Если U S U0, то сигнал с выхода схемы 8 поступает на усилитель 9 и с его выхода
(фиг.Зв) на электромагнитную муфту 10. При отсутствии сигнала на входе муфты 10 вал 13 находится в разомкнутом состоянии, и шкив 14 свободно вращается, не оказывая
противодействия движению каретки 2. При наличии сигнала Ug на входе муфты 10 она срабатывает, происходит замыкание кинематической цепи вала 13, в результате чего шкив 14 не может вращаться. Сила трения,
возникающая между шкивом 14 и поясом 17, оказывает противодействие продольному движению каретки 2, и продольная скорость перемещения каретки 2 уменьшается. Сигнал с выхода датчика 7 поступает также
на управляющий вход генератора 11, выпол ненного, например, в виде генератора сину- соидальных колебаний с полевым транзистором в качестве управляемого напряжением резистора. Частота синусоидальнего сигнала Un на выходе генератора 11 определяется скоростью продольного перемещения каретки (фиг.36). Сигнал Un поступает на электроакустический преобразователь 3, выполненный, например, в виде электродинамического преобразователя. Колебательная механическая система 5 преобразователя 3 перемещается относительно его основания 4 и через траверсу 15 передает это поперечное
возвратно-поступательное перемещение датчику б контроля, например, наклонному УЗ-преобразователю. Амплитуда поперечного перемещения S достигает 20-25 мм. Поскольку частота сигнала на
выходе генератора 11 определяется датчиком 7, траектория перемещения датчика 6 по поверхности изделия 12 представляет собой равномерную синусоиду независимо от изменений скорости продольного перемещения каретки 2 (фиг.4). В ходе сканирования датчик излучает импульсы УЗ колебаний в изделия 12 с помощью УЗ дефектоскопа 16 и принимает отраженные изделием УЗ импульсы,
5 По параметрам отраженных УЗ импульсов определяют качество изделия 12. При выполнении дефектоскопа 16 с интегратором на его вход подают сигнал U с датчика 7. Выходное напряжение 11Вых
0 интегратора дефектоскопа 16 определяют как
55
lW(t)- r/Uex.(t)dt. л
где т- постоянная времени интегратора; t - переменная времени интегратора:
Uex(t) - KV(t),
К - коэффициент пропорциональности датчика 7;
V(t) - коэффициент продольного перемещения каретки 2;
dt - приращение времени;
То есть, lW(t) -Mv(t)dt.
Напряжение UBbix(t) на выходе интегратора дефектоскопа 16 пропорционально пути, пройденному кареткой за время (t) измерения. Пронормировав UBbix(t) и сложив его с напряжением, соответствующим начальной координате уо, получают напряжение, соответствующее координате у каретки 2 в неко- торый момент времени t. Данная информация используется для точного определения местоположения дефекта в изделии 12.
Формула изобретения
Устройство для сканирования изделия, содержащее направляющие, установленную на них с возможностью продольного
перемещения каретку, соединенный с кареткой датчик контроля и привод поперечного перемещения датчика контроля, отличающееся тем, что, с целью повышения
стабильности траектории сканирования при ручном продольном перемещении каретки, оно снабжено последовательно соединенными датчиком продольной скорости перемещения каретки, пороговой схемой,
усилителем и электромагнитной муфтой, предназначенной для сцепления каретки с направляющими, привод поперечного перемещения датчика контроля выполнен в виде управляемого генератора с электроакустическим преобразователем, основание электроакустического преобразователя закреплено на каретке, колебательная механическая система электроакустического преобразователя жестко соединена с датчиком контроля, а управляющий вход генератора соединен с выходом датчика продольной скорости перемещения каретки,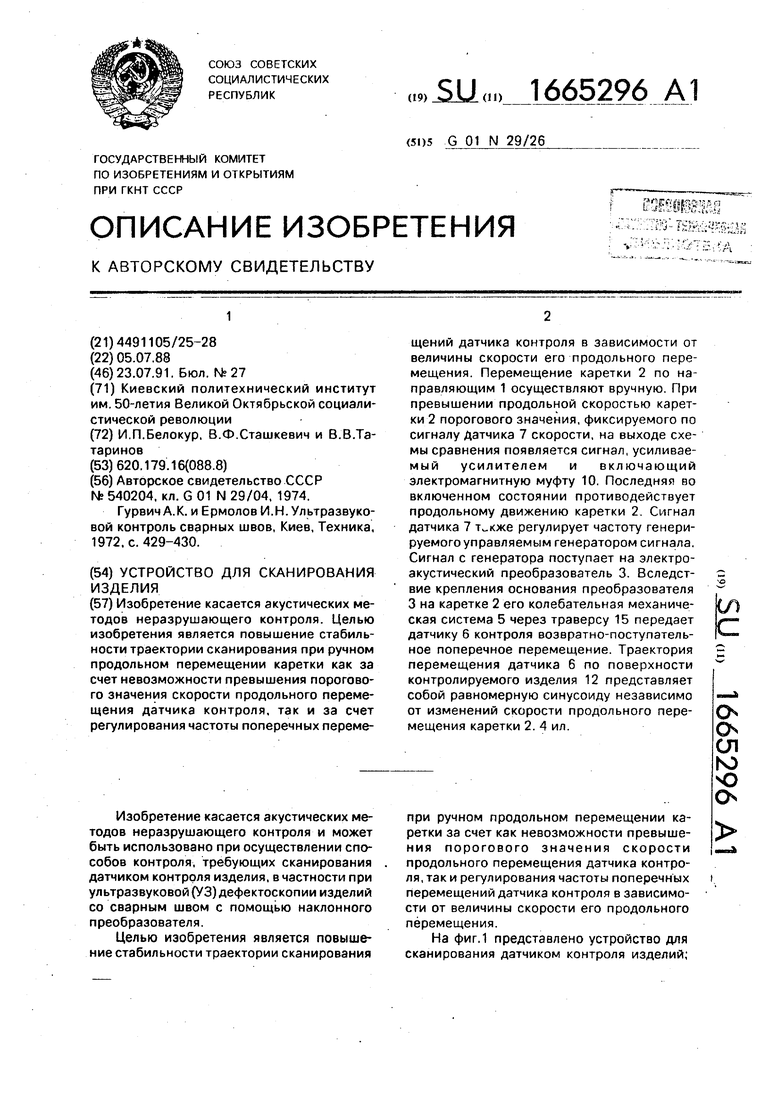
Изобретение касается акустических методов неразрушающего контроля. Целью изобретения является повышение стабильности траектории сканирования при ручном продольном перемещении каретки как за счет невозможности превышения порогового значения скорости продольного перемещения датчика контроля, так и за счет регулирования частоты поперечных перемещений датчика контроля в зависимости от величины скорости его продольного перемещения. Перемещение каретки 2 по направляющим 1 осуществляют вручную. При превышении продольной скоростью каретки 2 порогового значения, фиксируемого по сигналу датчика 7 скорости, на выходе схемы сравнения появляется сигнал, усиливаемый усилителем и включающий электромагнитную муфту 10. Последняя во включенном состоянии противодействует продольному движению каретки 2. Сигнал датчика 7 также регулирует частоту генерируемого управляемым генератором сигнала. Сигнал с генератора поступает на электроакустический преобразователь 3. Вследствие крепления основания преобразователя 3 на каретке 2 его колебательная механическая система 5 через траверсу 15 передает датчику 6 контроля возвратно-поступательное поперечное перемещение. Траектория перемещения датчика 6 по поверхности контролируемого изделия 12 представляет собой равномерную синусоиду независимо от изменений скорости продольного перемещения каретки 2. 4 ил.
2 ИчЯч/0
12
Фиг.1
Фиг. 2
а
Ъ
Ц
о
о
ФигЗ
Фие4
t
t
| Устройство для установки датчика | 1974 |
|
SU540204A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гурвич А | |||
| К | |||
| и Ермолов И | |||
| Н | |||
| Ультразвуко- вой контроль сварных швов, Киев, Техника, 1972 | |||
| с | |||
| Способ получения снабженных окрашенными узорами формованных изделий из естественных или искусственных смол | 1925 |
|
SU429A1 |
