Изобретение относится к контактной сварке и может быть использовано в инструментальном производстве при изготовлении комбинированного режущего инструмента«
Цель изобретения - обеспечение ориентированной, необходимой для последующей термообработки укладки сваренных деталей в тару, упрощение конструкции v достижение универсальности автомата за счет обеспечения сварки деталей различных типоразмеров.
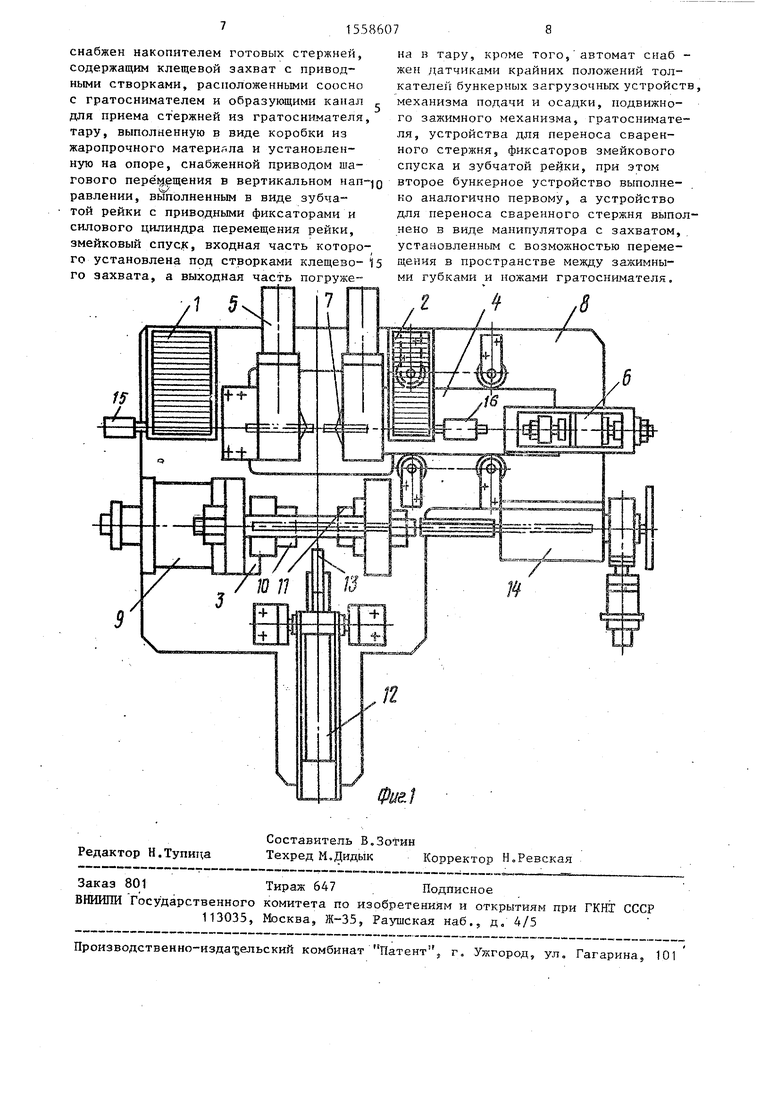
На фиг.1 схематически изображен автомат, вид сверху; на фиг„2 - накопитель готовых изделий, поперечный разрез.
Автомат для стыковой сварки давлением цилиндрических стержней (фиг.1) содержит бункерное загрузочное ус- тройство 1 для первой заготовки и бункерное загрузочное устройство 2 для второй заготовки, датчики 3 крайних положений подвижных механизмов (датчиками осиащены толкатели бункерных загрузочных устройств свариваемых заготовок, механизмы зажимов, гидроцилиндр осадки, подвижный зажим, рука манипулятора, гратосниматель, фиксаторы накопителя, змейковый спуск нако пителя, рейка накопителя), подвижное 4 и неподвижное 5 зажимные устройства механизм 6 подачи и осадки, зажимные губки 7 5 расположенные в неподвижном и подвижном зажимных устройствах,
станину 89 на которой установлен гратосниматель 9 с датчиками 3, ножами 10 и неподвижным зажимом 11, манипулятор 12 с захватом 13, а также нако5
0
35
до 45 ,.«
55
питель 14. Датчики крайних положений механизмов автомата обозначены позициями 15 и 16.
Накопитель готовых изделий (фиг.2) содержит клещевой захват 17, состоящий из двух шарнирно соединенных створок 18, оси 19, закрепленной неподвижно в кронштейне 20, который расположен в корпусе 21 накопителя, губки 22, закрепленные на створках клещево - го захвата и образующие канал 23,змейковый спуск 24,выходная часть которого погружена в коробку 25 из жаропрочного материал а, которая находится на опоре 26, привод 2 7, зубчатую рейку 28, приводные фиксаторы 29и 30,рамку 31,привод 32, ось 33 и привод 34 периодического шагового вращения.
Передвижение подвижного зажимного устройства 4 (фиг.1) осуществляется под действием механизма 6 подачи и осадки. В пространстве, образованном разведенными ножами 10 и неподвижным зажимом 11 гратоснимателя, перемещается захват 13 манипулятора 12. Ось накопителя 14 совпадает с осью гратоснимателя 9. Расстояние от гратоснимателя 9 до клещевого захвата 17(фиг.2) накопителя согласовано с. длиной сва- реного стердаш и выбрано таким, чтобы один из стержней, сваренных ранее, перемещаясь вдоль оси гратоснимателя, периодическими толчками последующих стержней занял в накопителе требуемое положение. Губки 22, закрепленные на створках клещевого захвата, образуют канал 23, ось которого совпадает
15
20
25
с осью гратоснимателя 9. Этот канал располагается над входной частью змейкового спуска 24. Коробка 25 связана с приводом 27 зубчатой рейкой 28, положение которой фиксируется приводными фиксаторами 29 и 30, установленными с возможностью горизонтального перемещения в рамке 31 под действием привода 32. Поворот змейкового спуска 24 вокруг оси 33 на угол, зависящий от диаметра стержня, осуществляется приводом 34 периодического шагового вращения.
Автомат работает следующим образом.
Под действием приводов загрузочных устройств 1 и 2 заготовки подаются в раскрытые зажимные губки 7 зажимных механизмов 4 и 5 и фиксируются в них.
Механизм 6 подачи .и осадки перемещает подвижный зажим 4 справа нале-i во сначала под действием пружинь а затем - цилиндра осадки. При подаче сварочного напряжения контактирующие торцы свариваемых стержней нагреваются, а затем, после нагрева, осаживаются . Сварочный ток выключается при осадке в процессе перемещения подвижного зажима. Происходит сварка. После сварки зажимной механизм 4, перемещаясь слева направо, частично вытягивает сваренное изделие из сомкнутых зажимных губок неподвижного зажима 5,- на которых усилие зажатия снято. При этом освобождается участок длины сваренного изделия, за который его мот жет захватить захват 13 манипулятора. Захват манипулятора подводится к сваренному изделию и захватывает его Зажимные губки 7 обоих зажимов раскрываются, и захват манипулятора переносит изделие на позицию снятия грата. При этом ось изделия совпадает с
осью гратоснимателя 9,„
45
При перемещении левого ножа 10 гратоснимателя слева направо происходит начала подрезка грата, а затем проалкивание сварного изделия в том же аправлении за пределы гратоснимателя 50 направляющий канал между гратоснима- елем. Изделие, попавшее в этот канал ри предыдущей сварке, попадает в каал 23 створок клещевого захвата При аскрытии створок изделие попадает в Гс мейковый спуск 24, скатываясь .по его аналу, падает с небольшой высоты в оробку 25. Затем змейковый спуск поорачивается на некоторый угол, соот30
J
10
35
40
ветствующий диаметру стержня, с тем,
5
0
5
5
0
чтобы последующий стержень упол i дом с предыдущим. Это продолжается до тех пор,пока не буд
ложеп пголын
прп0
J слой стержней, затем фиксатор 29
водом 32 отводится вправо, освобождая
рейку, которая перемещается вниз па шаг, соответствующий диаметру стср; - 10 ня, и фиксируется фиксатором 30.
Змейковый спуск 24, повернутый ухе в крайнее левое положение, поворачивается после падения каждого стержня на шаг слева направо. После поворота спуска 24 в крайнее правое полотчонне, рейка 28 с опорой 26s т,-орое :шн 25 п находящимися в ней стержнями опуст -г-г ся вниз на шаг и фиксируется фнкса-- тором 29. Это продолжается до тютшс -о заполнения коробки 25 Носче этого автомат отключается, оператор, обслуживающий его, вручнуо снимает коробку 25 со стержнями с опоры 26 и устанавливает на ее место диугую,
Использование в автомате узла ориентированной укладки сваренных стержней в тару обеспечивает их сохранность, позволяет избежать применения ручпо- . го труда при укладке, применение датчиков положений обеспечивает быстроту и возможность переналадки автомата под сварку деталей с различными типоразмерами, а сравнительно небольшое количество используемых в автомате подвижных элементов существенно упрощает его конструкцию,
Формула изобретения
Автомат для стыковой сварки давлением цилиндрических стержней, содержащий станину, механизм подачи и осадки, подвижный и неподвижный зажимные механизмы с зажимными губкаул, бункерные загрузочные устройства, топкатель одного из которых выполнен соосно с губками зажимного устройства, гра го- сниматель1, ось которого параллелмга оси зажимных губок,программное устройство, устройство для переноса сваренного стержня из зажимных механизмов в гратосниматель, отличает и и - с я тем, что, с целью об,( i ориентированной, необходимой для пи- следующей термообработки укладки ренных деталей в тару, достилсччя нереальности автомата за с«ет обеспечения сварки деталей разгшчнмх тпчо- размеров, упрощения конструкции, он
5
0
снабжен накопителем готовых стержней, содержащим клещевой захват с приводными створками, расположенными соосно с гратоснимателем и образующими канал ,- для приема стержней из гратоснимателя, тару, выполненную в виде коробки из жаропрочного материала и установленную на опоре, снабженной приводом шагового перемещения в вертикальном НЗП-JQ равлении, выполненным в виде зубчатой рейки с приводными фиксаторами и силового цилиндра перемещения рейки, змейковый спуск, входная часть которого установлена под створками клещево- 15 го захвата, а выходная часть погружеЛ
НА в тару, кроме того, автомат снаб - жен датчиками крайних положений толкателей бункерных загрузочных устройств механизма подачи и осадки, подвижного зажимного механизма, гратоснимателя, устройства для переноса сваренного стержня, фиксаторов змейкового спуска и зубчатой рейки, при этом второе бункерное устройство выполнено аналогично первому, а устройство для переноса сваренного стержня выполнено в виде манипулятора с захватом, установленным с возможностью перемещения в пространстве между зажимными губками и ножами гратоснимателя,
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контактной стыковой сварки цилиндрических стержней | 1988 |
|
SU1637975A1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Стенд для сборки и обжатия уплотнительных муфт с воздуховодными трубками | 1982 |
|
SU1050846A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Клещевой захват | 1989 |
|
SU1761460A1 |
| АВТОМАТ ДЛЯ СБОРКИ БОЛТОВ С ШАЙБАМИ | 1971 |
|
SU426786A1 |
| Машина для сварки трением | 1986 |
|
SU1400826A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
Изобретение относится к контактной сварке и может быть использовано в инструментальном производстве при изготовлении комбинированного режущего инструмента. Цель изобретения - обеспечение ориентированной, необходимой для последующей термообработки укладки сваренных деталей в тару, достижение универсальности автомата за счет обеспечения сварки деталей различных типоразмеров, упрощение конструкции. Автомат содержит следующие корпус 21, механизм подачи и осадки, подвижный и неподвижный зажимные механизмы, бункерные загрузочные устройства, гратосниматель и программное устройство. Кроме того, автомат снабжен манипулятором для транспортировки сваренного стержня в гратосниматель, накопителем готовых стержней с тарой 25, установленной на приводной опоре 28. На корпусе автомата 21 закреплен кронштейн, на котором установлен шарнирно змейковый спуск (ЗС) 24. Выходная часть ЗС 24 размещена в таре 25. Автомат снабжен клещевым захватом 17. Створки 18 захвата образуют канал 23. Все узлы автомата, снабженные приводами, выполнены с датчиками перемещения. При раскрытии створок захвата изделие попадает в ЗС 24 и из него - в тару 25. ЗС 24 поворачивается на угол, соответствующий диаметру стержня. Использование в автомате узла укладки стержней в тару обеспечивает их сохранность. Применение датчиков повышает производительность автомата и позволяет переналаживать его под детали с различными типоразмерами. 2 ил.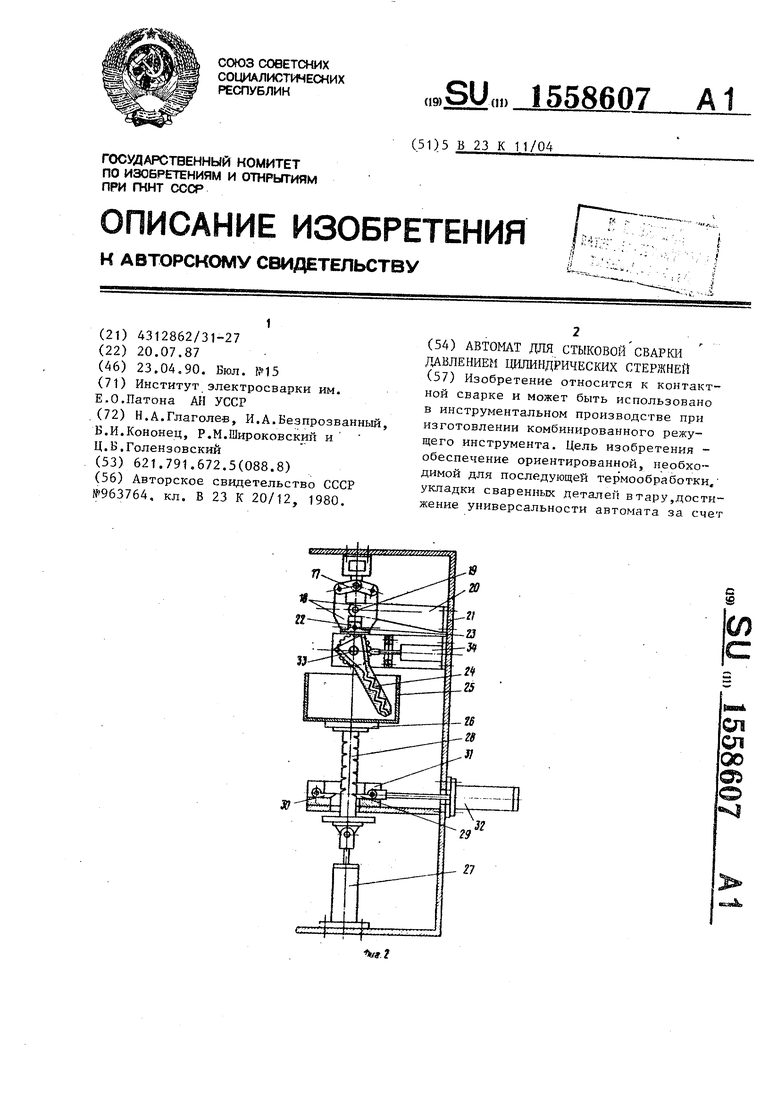
| Машина для сварки трением | 1980 |
|
SU963764A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
