со
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БУЛАТНОЙ СТАЛИ | 1996 |
|
RU2103380C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУЛАТНОЙ СТАЛИ | 1992 |
|
RU2051184C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГИРОВАННЫХ СТАЛЕЙ | 1985 |
|
SU1492715A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2007 |
|
RU2351476C2 |
| Способ изготовления слитков булатной стали | 1955 |
|
SU116334A1 |
| Способ получения булатной стали (его варианты) | 1991 |
|
SU1823882A3 |
| Шихта для получения чугуна с шаровидным графитом | 1982 |
|
SU1054419A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВОГО СПЛАВА, АРМИРОВАННОГО КАРБИДОМ БОРА | 2020 |
|
RU2750658C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ И СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ ПРОВОЛОКИ ИЗ СПЛАВА СИСТЕМЫ НИКЕЛЬ-ТИТАН С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2013 |
|
RU2536614C2 |
| Сталь | 1985 |
|
SU1361195A1 |
Изобретение относится к области металлургии и может быть использовано при производстве булатной стали. Цель - повышение качества стали за счет предотвращения образования трещин и получения булатного узора. В тигель индукционной печи загружают лом углеродистых сталей. После расплавления металл науглероживают графитом до содержания углерода 1,6% и нагревают до 1530°С. Сталь разливают в цилиндрические слитки диаметром 160 мм и высотой 160 мм, которые охлаждают до 900 - 1000°С со скоростью 15 - 80 град/мин, а по достижении этой температуры - со скоростью 200 - 300 град/миин. После охлаждения слитки куют при 630 - 850°С. Способ позволяет получить качественные слитки с булатным узором и без трещин. 1 табл.
Изобретение относится к области металлургии и может быть использовано при производстве булатной стали.
Цель изобретения - повышение качества стали за счет предотвращения образования трещин и получения булатного узора.
П р и м е р. В тигель индукционной печи загружают 12 кг лома углеродистых сталей. После расплавления металл науглероживают графитом до содержания углерода 1,6% и нагревают до 1530°С.
Полученную сталь разливают в цилиндрические слитки диаметром 160 мм и высотой 160 мм. Изменение температуры показывает, что такие слитки можно охлаждать так, что в центральных зонах обеспечивается скорость охлаждения 15-20 град/мин, а на поверхности 50-80 град/мин. После достижения на поверхности слитка температуры 1000-900°С он охлаждается со скоростью 200-300 град/мин (на поверхности).
После охлаждения слитки нагревают до 630-850°С и куют в разных направлениях. Поковки имеют булатный узор, равномерно распределенный на поверхности.
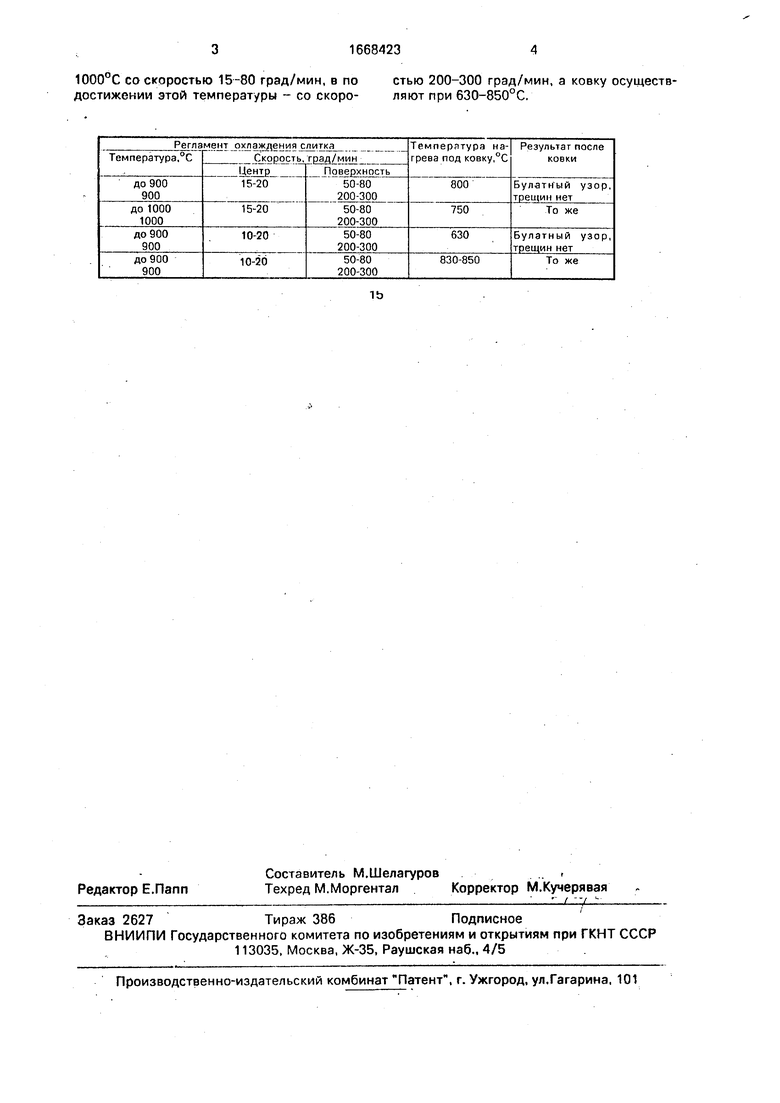
В таблице приведены данные по результатам реализации способа.
В случае известного способа булатный узел выражен слабо и, кроме того, в слитках наблюдаются трещины.
Формула изобретения Способ изготовления булатной стали, включающий выплавку в тигле, разливку в слитки и ковку, отличающийся тем, что, с целью повышения качества стали за счет предотвращения образования трещин и получения булатного узора, охлаждение слитков ведут ступенчато сначала до 900О
О 00
ь ю со
1000°С со скоростью 15-80 град/мин, в по достижении этой температ/ры - со скоростью 200-300 град/мин, а ковку осуществляют при 630-850°С.
| Гуревич Ю.Г | |||
| Загадка булатного узора - М.: Знание, 1985, с | |||
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
