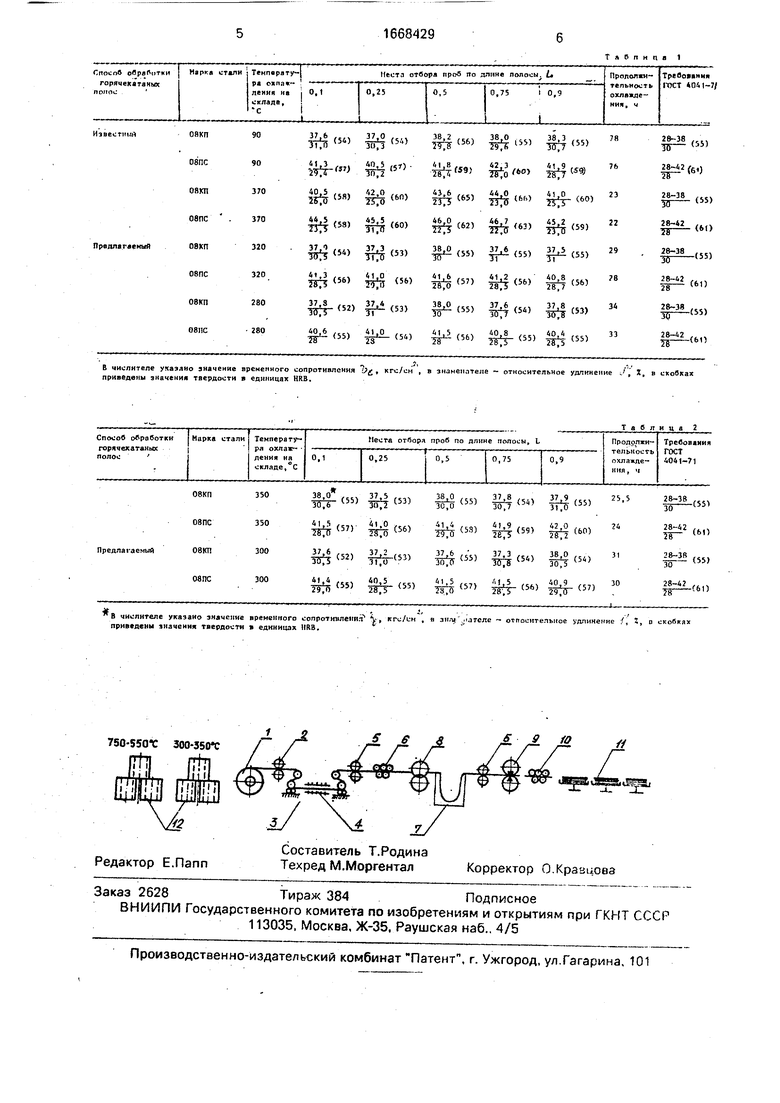
пителя центрируется роликами 5 и далее подвергается правке в правильной машине 6. После этого полоса последовательно проходит петлевое устройство 7, дисковые и кромкокрошительные ножницы 8. центрируется роликами 5 и задается в летучие ножницы 9. После порезки полосы на листы заданной длины они подвергаются окончательной правке в роликоправильной машине 10 и листоукладчиком 11 укладываются в товарные пачки.
Пример. Предлагаемый способ обработки горячекатаных полос был опробован в лабораторных условиях. С этой целью опыт 11ый стенд для разделки полос был оборудован двумя коллекторами с форсунками для подачи, хладагента на поверхность полосы. Распыление воды производилось сжатым воздухом с давлением (0,2-2,5)х10 Па снизу и сверху полосы. Исследования проводили с четырьмя рулонами одной плавки от каждой марки стали - 08ПС и 08КП. Причем в каждые три из четырех рулонов одной марки стали закладывалась термопара в отстающую по охлаждению точку, по которой и контролировалась температура остывающего металла, фиксировалось время охлаждения. После достижения температур, например 370, 350, 320, 300 и 280° С, рулон задавали на порезку. На стенде для разделки полосу предварительно охлаждали до температуры, например 60-65°С и с такой температурой задавали в роликопра- вильную машину. В процессе порезки, по длине полосы в пяти точках, отбирали пробы для определения механических свойств полосы. Два других рулона для сравнения охлаждались в условиях близких к условиям охлаждения на складе рулонов стана го- рпчой прокатки до достижения температуры открытых участков торцов рулонов 90°С, после чего разделывались на стенде без охлаждения. При этом для сравнения с опытными рулонами осуществлялся отбор проб приблизительно в тех же точках по длине полосы. Данные мехиспытаний проб горячекатаных полос сталей 08КП и 08ПС,
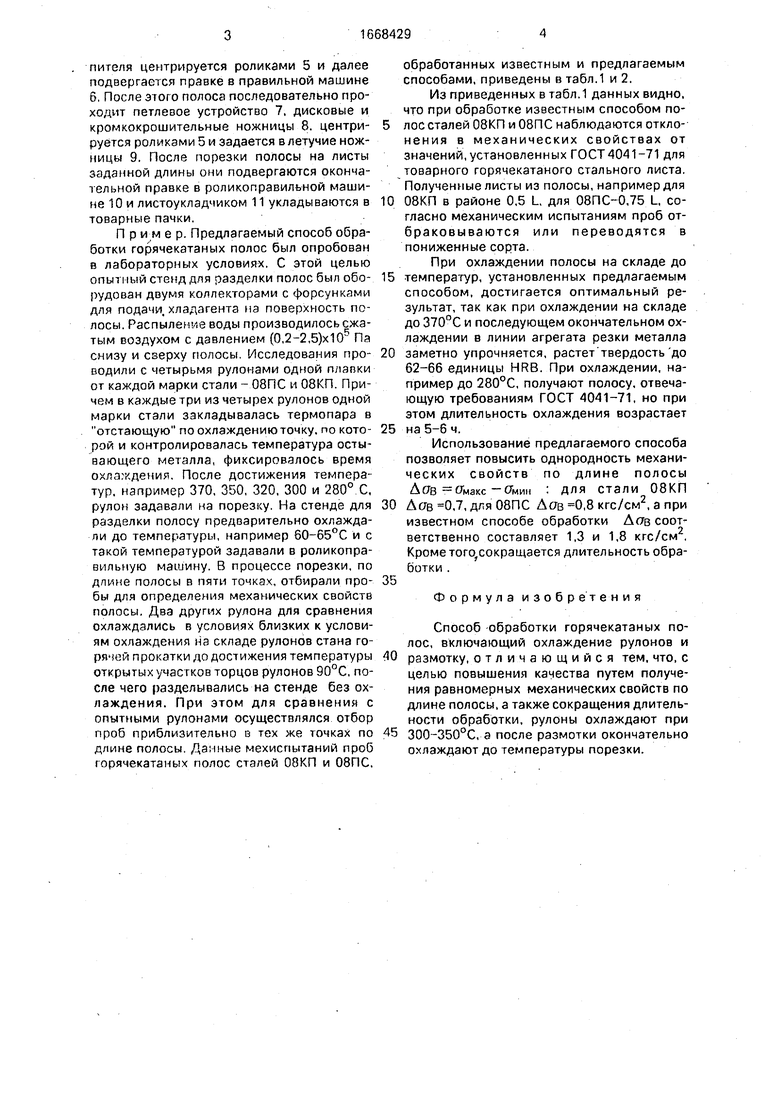
обработанных известным и предлагаемым способами, приведены в табл.1 и 2.
Из приведенных в табл.1 данных видно, что при обработке известным способом полос сталей 08КП и 08ПС наблюдаются откло- нения в механических свойствах от значений, установленных ГОСТ4041-71 для товарного горячекатаного стального листа. Полученные листы из полосы, например для
08КП в районе 0,5 L, для 08ПС-0,75 L, согласно механическим испытаниям проб отбраковываются или переводятся в пониженные сорта.
При охлаждении полосы на складе до
температур, установленных предлагаемым способом, достигается оптимальный результат, так как при охлаждении на складе до 370°С и последующем окончательном охлаждении в линии агрегата резки металла
заметно упрочняется, растет твердость до 62-66 единицы HRB. При охлаждении, например до 280°С, получают полосу, отвечающую требованиям ГОСТ 4041-71, но при этом длительность охлаждения возрастает
на 5-6 ч.
Использование предлагаемого способа позволяет повысить однородность механических свойств по длине полосы Дав аМакс-амин : для стали 08КП
Лав 0,7, для 08ПС Дав 0,8 кгс/см2, а при известном способе обработки Дов соответственно составляет 1,3 и 1,8 кгс/см2. Кроме того сокра щается длительность обработки .
Формула изобретения
Способ обработки горячекатаных полос, включающий охлаждение рулонов и
размотку, отличающийся тем, что, с целью повышения качества путем получения равномерных механических свойств по длине полосы, а также сокращения длительности обработки, рулоны охлаждают при
300-350°С, а после размотки окончательно охлаждают до температуры порезки.
ТаРпнпа 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2007 |
|
RU2371264C2 |
| Способ обработки полосы из низкоуглеродистой стали | 1981 |
|
SU995925A1 |
| Способ производства стальной полосы с металлическим покрытием | 1980 |
|
SU925448A1 |
| Способ обработки горячекатаной полосы из углеродистых сталей в непрерывно-травильном агрегате | 1981 |
|
SU1018985A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ УГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2309990C2 |
| СПОСОБ РЕГУЛИРУЕМОГО ЗАМЕДЛЕННОГО ОХЛАЖДЕНИЯ ВИТКОВ ПО СЕЧЕНИЮ РУЛОНА | 2007 |
|
RU2355494C2 |
| Способ производства высокопрочной оцинкованной стальной полосы | 1987 |
|
SU1482961A1 |
| Способ производства тонкой высокопрочной стальной полосы,с покрытием из железоцинкового сплава | 1985 |
|
SU1303623A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 1992 |
|
RU2006505C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2106212C1 |
Изобретение относится к черной металлургии, в частности к производству горячекатанных листов. Цель изобретения - повышение качества за счет получения равномерных механических свойств по длине полосы, а также сокращения длительности обработки. Рулон горячекатанной полосы из стали 08 КП охлаждают на складе до 320°С, далее разматывают и охлаждают до температуры порезки на агрегате резки. 1 ил., 2 табл.
В числителе учаэяно значение временного сопротивления t кгс/см , приведены значения твердости в единицах HR&.
Предлагаемый
08КП 08ПС 08КП 08 ПС
350 350 300 300
37,5 ,.,,38.0 .,-,. 37,8 ,,,. 37,9 .... 25,
(53) (55) lot 54) зко (55
(55)3$ (53)38 °
2 (57) (56) (53)2Е7Т (59)(6°
35t5 (52)3Tto-(53)30 (55)ТТЛ (54)TofT(w
297) 5)28ТГ (55)Т87 ( (56) (57) .
В числителе указано значение временного сопротивления V, кги/им , приведены значения твердости в единицах URB.
750-550 С 300-350П:
Л
в знаменателе - относительное удлинение J , X, в скобках
Таблица 1
37,5 ,.,,38.0 .,-,. 37,8 ,,,. 37,9 .... 25
(53) (55) lot 54) зко (55
3$ (53)38 °
At.О ,,,..41,4 . .41,9 ., .42,0, ..24
37о (56) (53)2Е7Т (59)(6°
37,2 ,,,.37,6 , ,37,3 .,.,38,0. .31
3Tto-(53)30 (55)ТТЛ (54)TofT(w
40,5 ,„.41,5 . „./.),5 .. .40,9,, , 30
28ТГ (55)Т87 ( (56) (57) .
в зил . лтсяе - относительное удлинение , 2, о скобках
//
| Способ производства полос из малоуглеродистых сталей | 1982 |
|
SU1154349A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ охлаждения горячесматываемых рулонов из малоуглеродистой стали | 1986 |
|
SU1404539A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технологическая инструкция | |||
| Per | |||
| Переставная шейка для вала | 1921 |
|
SU309A1 |
| Изобретение относится к черной металлургии, в частности к производству горячекатаных листов | |||
| Цель изобретения - повышение качества путем получения равномерных механических свойств по длине полосы, а также сокращение длительности обработки | |||
| На чертеже изображен способ обработки горячекатаной полосы | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
