Изобретение относится к обработке металлов давлением, а именно к листо- вым заготовкам для вытяжки цилиндрических деталей с пазами, и может быть использовано, например, для изготовления пломбировочных чашек и других изделий в приборостроении, машиностроении, радиопромышленности и других областях народного хозяйства
Целью изобретения является улучшение качества пазов при изготовлении детали с высотой, превышающей ее диаметр.
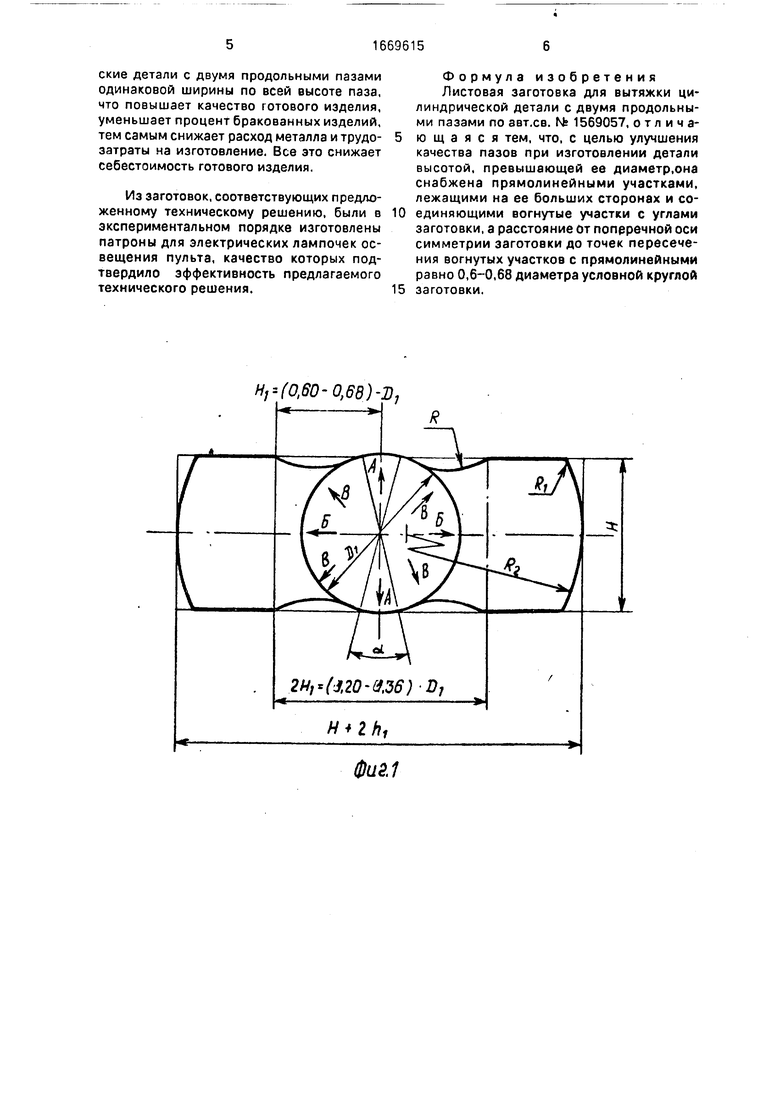
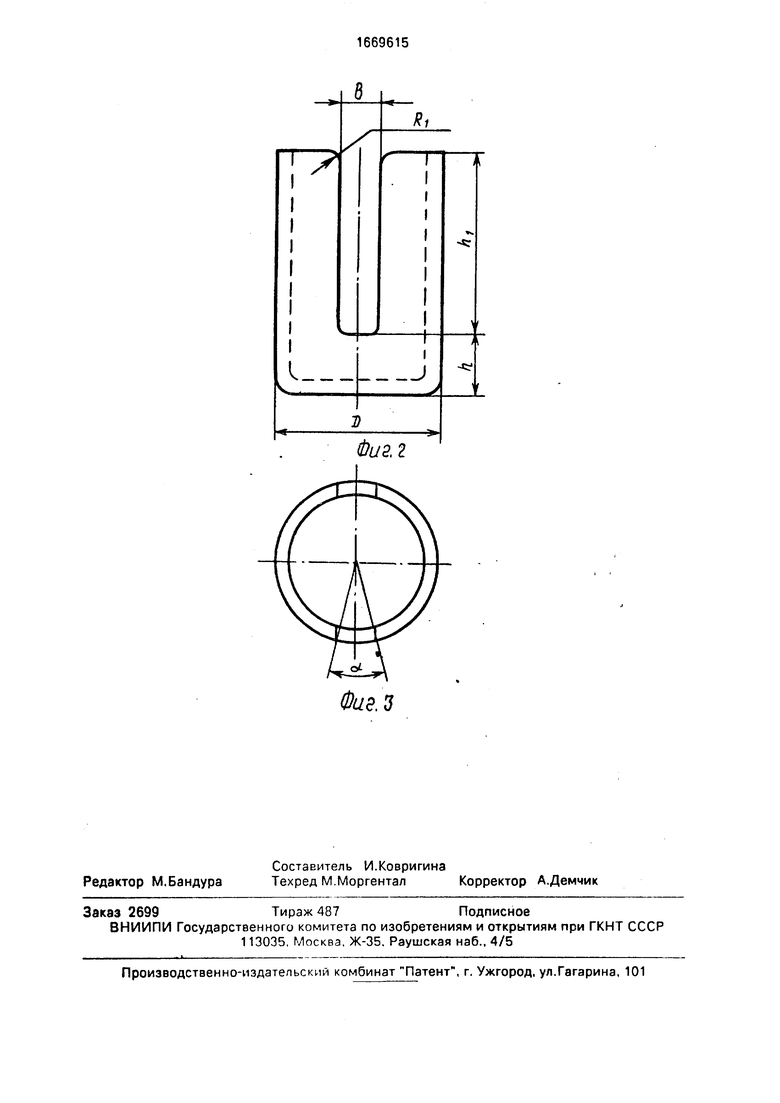
На фиг. 1 изображена листовая заготовка для вытяжки цилиндрической детали; на фиг 2,3- цилиндрическая деталь с
пазами, получаемая вытяжкой из заготовки.
Листовая заготовка имеет форму четырехугольника со скругленными углами с радиусом скругления RI, равным радиусу сопряжения RI открытого торца готовой детали со стенками ее пазов.
Меньшая сторона Н заготовки равна диаметру условной круглой заготовки DI, необходимой для вытяжки полого полуфабриката диаметром D и высотой h, и может быть определена по формуле
Di VD2 +4DhT,
где DI - диаметр круглой заготовки, необходимой для вытяжки полого полуфабриката диаметром D и высотой h;
о о ю о
СП
ю
D - диаметр полого полуфабриката; h - высота полого полуфабриката.
Меньшая сторона Н Заготовки имеет форму дуги окружности радиуса R2, равного
DI сумме половины диаметра условной
круглой заготовки, необходимой для вытяжки полого полуфабриката диаметром, равным диаметру гйтовой детали О и удвоенной высоты паза готовой детали 2hi, с центром, лежащим на продольной оси
симметрии заготовки, т.е. R2 -«-+2hi.
Большая сторона заготовки превышает меньшую на удвоенную высоту паза стакана, т.е. равна Н+ 2hi. Большая сторона заготовки имеет вогнутые участки, симметрично расположенные относительно оси симметрии заготовки, выполненные по радиусу R, величина которого пропорциональна ширине паза готовой детали, и сопряженные между собой дуг л окружноDIсти с радиусом , равным радиусу круглой
заготовки.
Угол а между радиусами, проходящими через точки сопряжения центрального (выпуклого) и вогнутых участков большей стороны, равен углу между радиусами, проходящими через точки пересечения окружности нейтрального слоя готовой детали со стенками ее паза.
Вогнутые участки R большей стороны заготовки на расстоянии от поперечной оси симметрии, равном (0,60-0,68) DI, переходят в прямолинейные, параллельные продольной оси симметрии заготовки участки, образующие с меньшей стороной заготовки скругленные углы RL
Вытяжку детали из заготовки осуществляют следующим образом.
При свертке заготовки вытяжка производится фактически на высоту h, меньшую, чем общая высота h+hi готовой детали, а участок hi проходит только гибочный цикл, причем меньшие стороны заготовки образуют открытый торец готовой детали, вогнутые и прямолинейные участки большей стороны - стенки пазов, а дуги окружности большей стороны - дно паза.
Радиусы скруглений заготовки в процессе вытяжки практически не изменяются и образуют скругленные кромки пазов.
При вытяжке на высоту h. под влиянием радиальных растягивающих и тангенциальных сжимающих напряжений, часть объема металла условной заготовки Di смещается
в периферийно-радиальном направлении. На участке дуг окружностей Di большей стороны, образующей дно паза, перемещающийся по стрелке А объем металла идет на
увеличение высоты h детали.
Вытесняемый в направлении Б металл увеличивает толщину листовой за- .готовки вблизи диаметра DI до размера величины одностороннего зазора между
пуансоном и матрицей.
Объем металла, вытесненный в направлении В, идет на заполнение вогнутости участка R контура заготовки и преобразование радиуса R в прямолинейный участок, образующий стенку паза детали. Смещение и перераспределение объема металла, вытесняемого под действием радиальных растягивающих и тангенциальных сжимающих напряжений при вытяжке на высоту Ни выше, происходит на участке 2Н(1.20- 1,36)- Di.
До остальных, более удаленных от центра участков листовой заготовки, прилетающих к малой стороне ее, вытесняемый металл (ввиду ограниченности его объема) из доходит и, следовательно, смещения и перераспределения вытесняемого металла на остальных участках общей длины H+2hi заготовки не наблюдается, поэтому прямолинейные участки контура заготовки, начинающиеся на расстоянии (0,60-0,68) DI от поперечной оси и протянувшиеся до углов заготовки, остаются без изменения.
У описанной заготовки контур большой стороны, прилегающий к малой стороне, имеет прямолинейную форму, поэтому деталь, вытянутая из предлагаемой заготовки, имеет по всей высоте паз одинаковой, без отклонений, ширины,
Поиск формы и размеров заготовки, соответствующей цели изобретения и необходимой для вытяжки детали заданных размеров, осуществлялся путем экспериментального определения формы и размеров заготовки для большого количества деталей с различными геометрическими
размерами, с последующим анализом изменяющихся размеров детали на форму и размеры соответствующей заготовки.
Цилиндрические детали, полученные из предлагаемой заготовки, имели диаметр мм, высоту (h+ гм)6-14 мм, марку материала сталь 10 КП-ОМ толщиной 0,25-0,45 мм и латунь Л 62 толщиной 0,3- 0,4 мм.
Использование предлагаемой заготовки позволяет получать цилиндрические детали с двумя продольными пазами одинаковой ширины по всей высоте паза, что повышает качество готового изделия, уменьшает процент бракованных изделий, тем самым снижает расход металла и трудозатраты на изготовление. Все это снижает себестоимость готового изделия.
Из заготовок, соответствующих предложенному техническому решению, были в экспериментальном порядке изготовлены патроны для электрических лампочек освещения пульта, качество которых подтвердило эффективность предлагаемого технического решения.
0
5
Формула изобретения Листовая заготовка для вытяжки цилиндрической детали с двумя продольными пазами по авт.св. № 1569057, отличающаяся тем, что, с целью улучшения качества пазов при изготовлении детали высотой, превышающей ее диаметр,она снабжена прямолинейными участками, лежащими на ее больших сторонах и соединяющими вогнутые участки с углами заготовки, а расстояние от поперечной оси симметрии заготовки до точек пересечения вогнутых участков с прямолинейными равно 0,6-0,68 диаметра условной круглой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Листовая заготовка для вытяжки цилиндрической детали с двумя продольными пазами | 1989 |
|
SU1784355A1 |
| Листовая заготовка для вытяжки цилиндрической детали с двумя продольными пазами | 1988 |
|
SU1569057A1 |
| Листовая заготовка для вытяжки цилиндрической детали с двумя продольными пазами | 1989 |
|
SU1784356A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2086331C1 |
| Штамп для вытяжки без прижима коробчатых деталей из прямоугольных заготовок со скругленными углами | 1980 |
|
SU997911A1 |
| Способ изготовления тонкостенных сферических оболочек | 2022 |
|
RU2791478C1 |
| СПОСОБ ОТРЕЗКИ ЗАГОТОВОК ОТ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА ДЛЯ ШТАМПОВКИ КРУПНЫХ ПАНЕЛЕЙ (ВАРИАНТЫ) | 2014 |
|
RU2594055C2 |
| СПОСОБ ОТРЕЗКИ ЗАГОТОВОК ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПАНЕЛЕЙ ОТ РУЛОНА ТОНКОЛИСТОВОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ (ВАРИАНТЫ) | 2013 |
|
RU2567967C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023521C1 |
| Листовая заготовка для вытяжки цилиндрического стакана | 1978 |
|
SU774687A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в приборостроении, машиностроении, радиопромышленности и других областях народного хозяйства. Цель изобретения - улучшение качества пазов при изготовлении детали с высотой, превышающей ее диаметр. Угол между радиусами проходящими через точки сопряжения центрального и вогнутых участков большей стороны, равен углу между радиусами, проходящими через точки пересечения окружности нейтрального слоя готовой детали со стенками ее паза. Радиус скругления углов заготовки равен углу сопряжения открытого торца готовой детали со стенками ее пазов. Большая сторона заготовки имеет параллельные продольной оси симметрии прямолинейные участки, ограниченные с одной стороны углами заготовки, а на расстоянии 0,60 - 0,68 диаметра условной круглой заготовки от поперечной оси симметрии вогнутыми участками. Устройство позволяет получить цилиндрические детали с продольными пазами одинаковой ширины по всей высоте паза, что повышает качество готового изделия, уменьшает процент бракованных изделий, тем самым снижает расход металла и трудозатраты на изготовление. 2 ил.
Hj -(0,60- 0,68)-V,
фиг.1
Фие.З
Фиг, 2
| Листовая заготовка для вытяжки цилиндрической детали с двумя продольными пазами | 1988 |
|
SU1569057A1 |
