(54) ШТАМП ДЛЯ ВЫТЯЖКИ БЕЗ ПРИЖИМА КОРОБЧАТЫХ
ДЕТАЛЕЙ ИЗ ПРЯМОУГОЛЬНЫХ ЗАГОТОВОК
СО СКРУГЛЕННЫМИ УГЛАМИ
1
Изобретение касается обработки металлов давлением и относится к штамповой оснастке.
Известен штамп для вытяжки коробчатых деталей, содержащий матрицу со скругленной вытяжной кромкой, пуансон, прижим и выталкиватель 1.
Недостатком этого штампа является небольшая высота штампуемых деталей, обусловленная тем, что при вытяжке борт детали, перегибаясь через вытяжную кромку теряет устойчивость.
Наиболее близким по технической сущности и достигаемому результату к изобретению является щтамп для вытяжки без прижима коробчатых деталей из прямоугольных заготовок со скругленными углами, содержащий соосйо установленные пуансон и матрицу со скругленной вытяжной кромкой, внутри которой размещен выталкиватель 2.
Недостатком этого штампа является незначительная высота штампуемых деталей, обусловленная тем, что при вытяжке борт детали перегибается через вытяжную кромку и в нем возникают напряжения, создающие остаточные деформации стенок детали, вследствие чего появляется возможность искривления стенок.
Целью изобретения является увеличение высоты штампуемых деталей.
5Указанная цель достигается тем, что в
штампе для вытяжки без прижима коробчатых деталей из прямоугольных заготовок со скругленными кромками, содержащем соосно установленные пуансон и матрицу
0 со скругленной вытяжной кромкой, внутри которой размещен выталкиватель, профиль вытяжной кромки матрицы образован сопряженными дугами двух окружностей, радиус меньшей дуги расположен со стороны зеркала матрицы и равен половине рас5 стояния между контуром угловой части матрицы в плане и противолежащей ей частью заготовки, высота вытяжной кромки матрицы равна удвоенному этому расстоянию, радиус большей дуги угловых
2Q равен утроенному этому расстоянию, а радиус большей дуги прямых участков матрицы определен соотношением
D
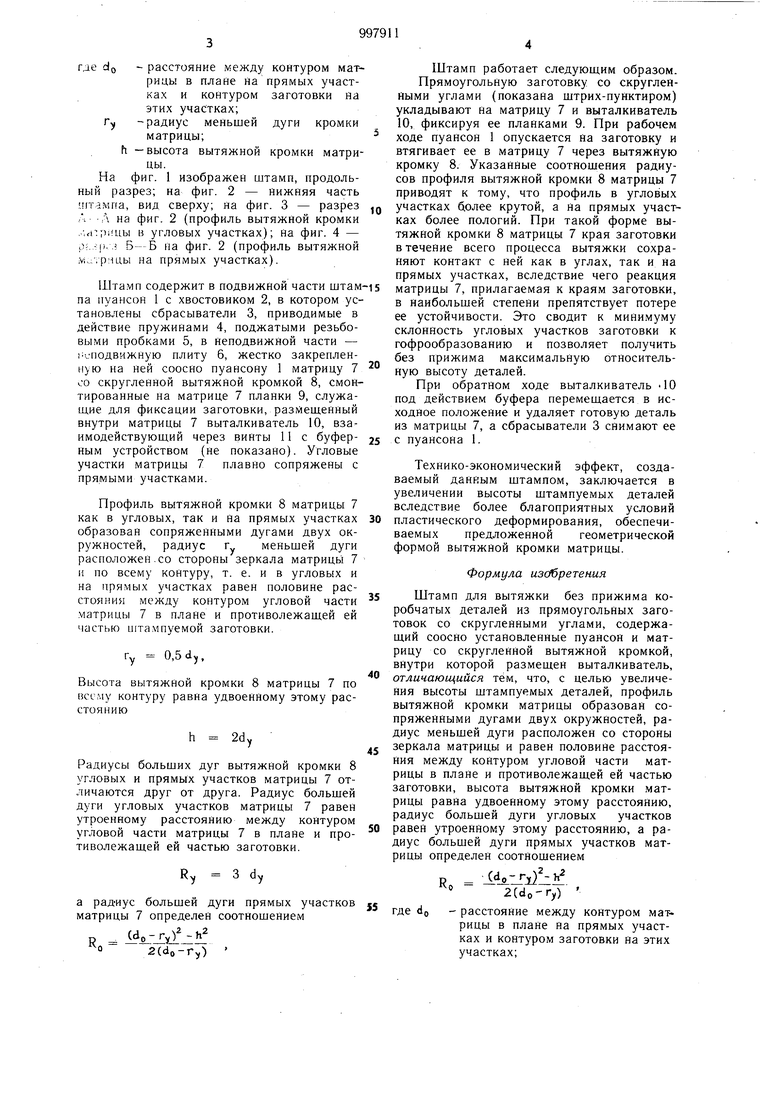
°2(do-ry) где do - расстояние между контуром матрицы в плане на прямых участках и контуром заготовки на этих участках; г -радиус меньшей дуги кромки матрицы; h -высота вытяжной кромки матрицы. На фиг. 1 изображен штамп, продольный разрез; на фиг. 2 - нижняя часть пггампа, вид, сверху; на фиг. 3 - разрез Л -Л на фиг. 2 (профиль вытяжной кромки /.rtipiUbi в угловых участках); на фиг. 4 - о;,.-|).,) Б-Б на фиг. 2 (профиль вытяжной ;vi,;ip;iubi на прямых участках). Штамп содержит в подвижной части штам па пуансон 1 с хвостовиком 2, в котором установлены сбрасыватели 3, приводимые в действие пружинами 4, поджатыми резьбовыми пробками 5, в Неподвижной части - 11;подвижную плиту 6, жестко закрепленную на ней соосно пуансону 1 матрицу 7 00 скругленной вытяжной кромкой 8, смонтированные на матрице 7 планки 9, служащие для фиксации заготовки, разйещенный внутри матрицы 7 выталкиватель 10, взаимодействующий через винты 11 с буферным устройством (не показано). Угловые участки матрицы 7 плавно сопряжены с прямыми участками. Профиль вытяжной кромки 8 матрицы 7 как в угловых, так и на прямых участках образован сопряженными дугами двух окружностей, радиус г меньшей дуги расположен .со стороны зеркала матрицы 7 и по всему контуру, т. е. и в угловых и на прямых участках равен половине расстояния между контуром угловой части матрицы 7 в плане и противолежащей ей частью штампуемой заготовки. ГУ 0,5 d,. Высота вытяжной кромки 8 матрицы 7 по EiccMy контуру равна удвоенному этому расстояниюh 2dv Радиусы больших дуг вытяжной кромки 8 угловых и прямых участков матрицы 7 отличаются друг от друга. Радиус большей дуги угловых участков матрицы 7 равен утроенному расстоянию между контуром угловой части матрицы 7 в плане и противолежащей ей частью заготовки.
3 dx
R,
а рад-иус большей дуги прямых участков jj матрицы 7 определен соотношением
R -Л 2(do-r,,)
L k ri}:i
RC
2Cdo-ry)
- расстояние между контуром матрицы в плане на прямых участках и контуром заготовки на этих участках; Штамп работает следующим образом. Прямоугольную заготовку со скругленными углами (показана щтрих-пунктиром) укладывают на матрицу 7 и выталкиватель 10, фиксируя ее планками 9. При рабочем ходе пуансон 1 опускается на заготовку и втягивает ее в матрицу 7 через вытяжную кромку 8. Указанные соотнощения радиусов профиля вытяжной кромки 8 матрицы 7 приводят к тому, что профиль в угловых участках более крутой, а на прямых участках более пологий. При такой форме вытяжной кромки 8 матрицы 7 края заготовки в течение всего процесса вытяжки сохраняют контакт с ней как в углах, так и на прямых участках, вследствие чего реакция матрицы 7, прилагаемая к краям заготовки, в наибольшей степени препятствует потере ее устойчивости. Это сводит к минимуму склонность угловых участков заготовки к гофрообразованию и позволяет получить без прижима максимальную относительную высоту деталей. При обратном ходе выталкиватель -10 под действием буфера перемешается в исходное положение и удаляет готовую деталь из матрицы 7, а сбрасыватели 3 снимают ее с пуансона 1. Технико-экономический эффект, создаваемый данным щтампом, заключается в увеличении высоты щтампуемых деталей вследствие более благоприятных условий пластического деформирования, обеспечиваемых предложенной геометрической формой вытяжной кромки матрицы. Формула изс ретения Штамп для вытяжки без прижима коробчатых деталей из прямоугольных заготовок со скругленными углами, содержащий соосно установленные пуансон и матрицу со скругленной вытяжной кромкой, внутри которой размещен выталкиватель, отличающийся тем, что, с целью увеличения высоты штампуемых деталей, профиль вытяжной кромки матрицы образован сопряженными дугами двух окружностей, радиус меньшей дуги расположен со стороны зеркала матр-ицы и равен половине расстояния между контуром угловой части матрицы в плане и противолежащей ей частью заготовки, высота вытяжной кромки матрицы равна удвоенному этому расстоянию, радиус большей дуги угловых участков равен утроенному этому расстоянию, а радиус большей дуги прямых участков матрицы определен соотношением
ГУ - радиус меньшей дуги кромки матрицы;
h - высота вытяжной кромки матрицы. Источники информации,
принятые во внимание при экспертизе
1.Дорин В. И. Точная штамповка деталей оптико-механических приборов. М., Оборонгмз, 1958, с. 118, фиг. 6.28.
2.Элер, Кайзер. Вырезные, гибочные и вытяжные штампы. М.-Л., Машгиз, 1961,
с. 286-288, фиг. 242 (прототип).
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| Листовая заготовка для вытяжки | 1985 |
|
SU1349830A2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ | 1968 |
|
SU220208A1 |
| Штамп для вытяжки | 1988 |
|
SU1547920A2 |
| Штамп для вытяжки | 1986 |
|
SU1456265A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп для вытяжки и обрезки края | 1980 |
|
SU884796A1 |
| Штамп для изготовления конических деталей с отогнутым фланцем | 1980 |
|
SU958013A1 |

фуг.
