Изобретение относится к обработке металлов давлением, а именно к листовым заготовкам для вытяжки цилиндрической детали с двумя продольными пазами в стенке, и может быть использовано, например, для изготовления пломбировочных чашек и других изделий в приборостроении, радиопромышленности и других областях народного хозяйства.
Целью изобретения является улучшение качества пазов при изготовлении детали, длина окружности нейтрального слоя торца которой, ограниченная стенками ее пазов, меньше диаметра условной круглой заготовки.
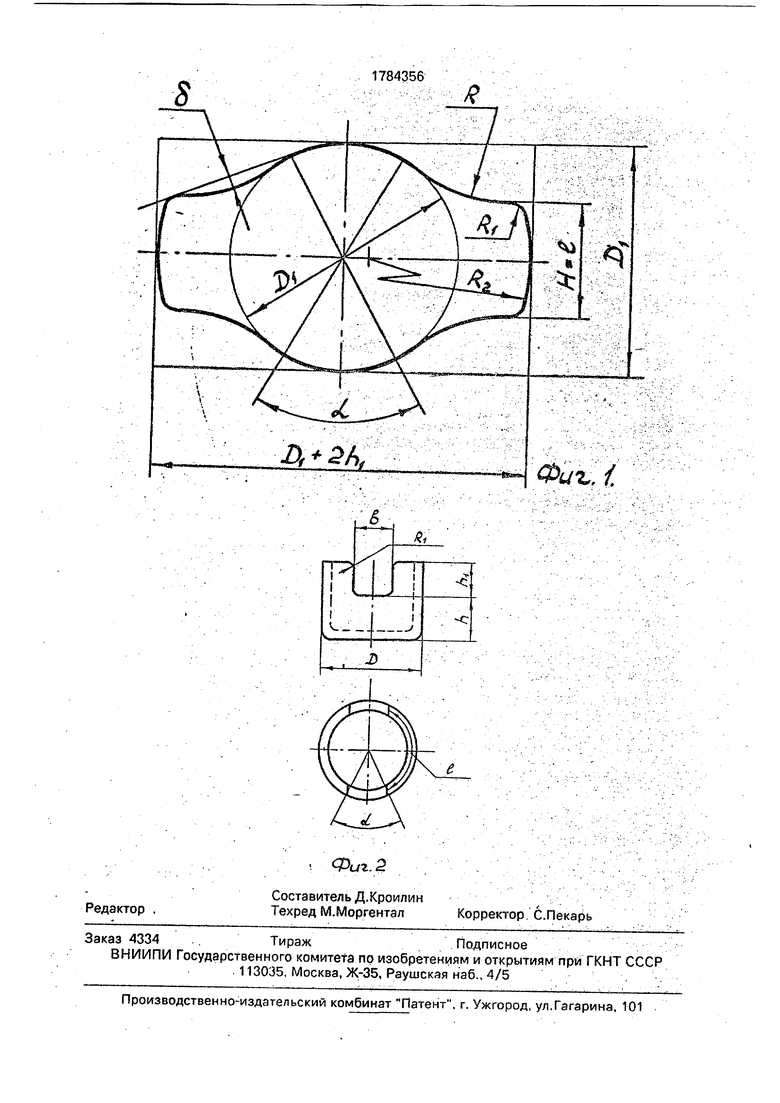
На фиг. 1 изображена заготовка; на фиг. 2 - готовая деталь, вид сбоку и план.
Листовая заготовка имеет форму вписанной в прямоугольник фигуры с большей
и меньшей сторонами, симметричными относительно осей симметрии заготовки и скругленными по дуге окружности углами, равными радиусу сопряжения открытого торца детали со стенками ее пазов.
Меньшая сторона заготовки имеет форму дуги окружности радиуса, равного сумме половины диаметра условной круглой заготовки, необходимой для вытяжки полого полуфабриката диаметром, равным диаметру готовой детали, и высотой, равной расстоянию от дна паза готовой детали, с центром, лежащим на продольной оси симметрии заготовки.
Меньшая сторона прямоугольника, в ко- вписана заготовка, равна диаметру условной круглой заготовки, а меньшая сторона заготовки равна длине дуги окружно 400 Јъ СО
сл о
сти нейтрального слоя торца готовой детали, ограниченной стенками ее пазов.
Большая сторона прямоугольника имеет величину, равную сумме диаметра условной круглой заготовки и удвоенной высоты паза готовой детали, причем большая сторона заготовки йШёт вогнутые участки, симметрично расположенные относительно центральнбг1 Гуч астка, выпблненные по дуге окружности со стрелкой сегмента относительно линий проходящих через точки сопряжения центрального и вогнутых участков большей стороны и касательных к скругленным углам заготовки, не превышающей 0,3 мм.
Угол между радиусами, проходящими через точки сопряжения центрального (выпуклого) и вогнутых участков большей стороны, равен углу между радиусами, проходящими через пересечения окружности нейтрального слоя готовой детали со стенками одного из ее пазов.
Вытяжку детали из заготовки осуществляют следующим образом,
При свертке заготовки вытяжка производится фактически на высоту п, меньшую, чем общая высота h + hi готовой детали, а участок hi проходит только гибочный цикл, причем меньшие стороны заготовки образуют открытый торец готовой дбтали, вогнутые участки большей стороны - стенки пазов, а дуги окружностей большей стороны - дно паза. Радиусы скруглений в процессе вытяжки практически не изменяются и образуют скругленные кромки пазов.
Указанные параметры заготовки обеспе- чивают получение цилиндрической детали с двумя продольными пазами одинаковой ширины по всей высоте паза, поскольку пазы не имеют уменьшенной ширины в зоне, примыкающей к открытому торцу.
Таким образом, данна я заготовка гто сравнению с известной позволяет улучагить качество пазов при изготовлении детали, что исключает дополнительную механическую обработку пазов и тем самым снижает трудоемкость изготовления готового изделия. Уменьшение трудозатрат на изготовление снижает себестоимость получаемых цилиндрических деталей.
Формула изобретения
Листовая заготовка для вытяжки цилиндрической детали с двумя продольными пазами со стороны открытого торца, сопряженного со стенками пазов по дуге окружности, выполненная в форме вписанной в прямоугольник с большей и меньшей сторонами, симметричными относительно
осей симметрии заготовки и скругленными по дуге окружности углами, равными радиусу сопряжения отрытого торца готовой детали со стенками ее пазов, при этом меньшая сторона листовой заготовки имеет выпуклую форму в виде дуги окружности с радиусом, равным сумме удвоенной высоты паза готовой детали и радиуса условной круглой заготовки, необходимой для вытяжки полого полуфабриката радиусом, равным радиусу готовой детали, и высотой, равной расстоянию от дна до паза готовой детали, большая сторона, равная сумме диаметра условной круглой заготовки и удвоенной высоты паза готовой детали, центральный участок большей стороны имеет форму дуги окружности с радиусом условной круглой заготовки, сопряженной с ее вогнутыми участками, выполненными по дуге окружности, и симметрично расположенными относительно центрального участка, а угол между радиусами, проходящими через точки сопряжения центрального и вогнутого участков большей стороны, равен углу между радиусами, проходящими через точки пересечения окружности нейтрального слоя готовой детали со стенками ее паза, отличающаяся тем, что с целью улучшения качества пазов детали, длина окружности нейтрального слоя торца которой, ограниченная стенками ее пазов, меньше диаметра условной круглой заготовки, меньшая сторона заготовки равна длине дуги окружности нейтрального слоя торца готовой детали, ограниченной стенками ее пазов, а
вогнутые участки имеют стрелу сегмента относительно линий, проходящих через точки сопряжения центрального и вогнутых участков большей стороны и касательных к скругленным углам заготовки, не превышающую
0,3мм.
Д 2hf
.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Листовая заготовка для вытяжки цилиндрической детали с двумя продольными пазами | 1989 |
|
SU1784355A1 |
| Листовая заготовка для вытяжки цилиндрической детали с двумя продольными пазами | 1988 |
|
SU1569057A1 |
| Листовая заготовка для вытяжки цилиндрической детали с двумя продольными пазами | 1989 |
|
SU1669615A2 |
| Листовая заготовка для вытяжки цилиндрических изделий | 1983 |
|
SU1100028A1 |
| Листовая заготовка для вытяжки цилиндрического стакана | 1978 |
|
SU774687A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2086331C1 |
| Штамп для вытяжки без прижима коробчатых деталей из прямоугольных заготовок со скругленными углами | 1980 |
|
SU997911A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2006303C1 |
| ФОРМА ДЛЯ СОЗДАНИЯ ДОРОЖНОГО ПОКРЫТИЯ ИЗ ТРОТУАРНОЙ ПЛИТКИ | 2023 |
|
RU2808339C1 |
Использование: относится к обработке металлов давлением и может быть использовано в машиностроении для вытяжки цилиндрических деталей с двумя продольными пазами в стенке. Позволяет улучшить качество пазов при изготовлении детали, длина дуги окружности нейтрального слоя-торца которой, ограниченная стенками пазов, меньше диаметра условной круглой заготовки. Меньшая сторона прямоугольника, в которой вписана листовая заготовка, равна длине дуги окружности нейтрального слоя торца готовой детали, ограниченной стенками ее пазов. Большая сторона прямоугольника имеет величину, равную сумме диаметра условной круглой заготовки и удвоенной высоты паза готовой детали. Вогнутые участки большой стороны имеют стрелку сегмента относительно линий, проходящих через точки сопряжения чдентрального и вогнутых участков большей стороны и касательных к скругленным углам заготовки, не превышающую 0.3 мм. В процессе вытяжки меньшие стороны заготовки формируют открытый торец готовой детали, а вогнутые участки - стенки пазов, 2 ил.
| Листовая заготовка для вытяжки цилиндрической детали с двумя продольными пазами | 1988 |
|
SU1569057A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
