Изобретение относится к листовой штамповке и может быть наиболее эффективно использовано в процессе штамповки полых изделий коробчатой формы.
Целью изобретения является повышение качества изделий и снижение усилия деформирования при изготовлении изделий коробчатой формы.
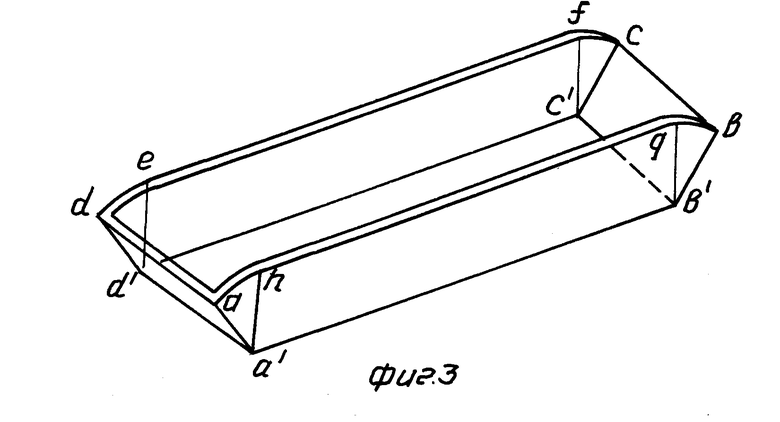
На фиг. 1-4 показаны этапы изготовления коробчатого изделия.
Исходной заготовке, имеющей согласно фиг. 1 в плане прямоугольную форму со скругленными угловыми участками радиусом R = Нк, путем изгиба одной пары противолежащих сторон заготовки по линиям гиба ab и cd придают форму желоба с П-образным сечением (см. фиг. 2). Полученный желоб шириной Вк и высотой Нк помещают в замкнутую полость штампа, в которой стенки abgha и dcfed вместе с дном abcda контактируют соответственно как со стенками и дном вставленного в этот желоб бруса из эластичной среды или из пластичного металла, например, свинца, а также и с рабочими боковыми поверхностями матрицы и поверхностями aa'd'da и bcc'b'b поворотных частей матрицы для вытяжки, причем торцовые поверхности ahgb и defc этих стенок и торцовые поверхности ad и bc дна желоба контактируют с соответствующей поверхностью крышки штампа для вытяжки (брус из пластичного металла и штамп для вытяжки на фиг. 2 условно не показаны).
Воздействие усилием на вторую пару сторон заготовки со стороны поворотных частей матрицы на донные участки желоба aa'd'da и bcc'b'b и при обеспечении прижатия желоба с брусом из пластичного металла по их торцовым поверхностям крышкой штампа для вытяжки приводит к формообразованию полого изделия прямоугольной формы в плане сначала в промежуточный момент вытяжки в виде корыта (см. фиг. 3), а затем в конечный момент вытяжки в изделие (см. фиг. 4), которое не требует подрезки по высоте.
Вытяжка детали по матрице сопровождается истечением получающегося излишка бруса из пластичного металла или эластичной среды в соответствующую дополнительную полость штампа (например, в полость крышки штампа).
Создающееся при вытяжке торцовое давление в деформируемой заготовке способствует формообразованию коробчатых деталей при объемной схеме сжатия материала изделия, обеспечивающей увеличение глубины коробчатых деталей, уменьшение угловых радиусов изделий коробчатой формы и подавление фестонообразования при вытяжке анизотропного материала.



Использование: предназначено для изготовления полых, весьма глубоких листовых изделий преимущественно коробчатого типа. Сущность изобретения: сначала получают путем гибки желоб П-образного сечения с линиями гиба, параллельными одной из сторон заготовки. Размещают желоб в замкнутом объеме и вытягивают его угловые участки и изгибают периферийные. Угловые участки прямоугольной заготовки скругляют радиусом, равным высоте детали и с центром его, размещенным на линии гиба. В полученный желоб вставляют брус из пластичного металла, например из свинца или эластичного материала. Вытяжку угловых участков и гибку периферийных участков желоба осуществляют путем поворота вокруг осей, проходящих через центры скругления угловых участков заготовки, при этом обеспечивают истечение получающегося излишка пластичного металла в дополнительную полость и реактивный торцевой подпор периметра желоба. 2 з.п. ф-лы, 4 ил.
| Авторское свидетельство СССР N 1605369, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
