Изобретение относится к пайке, в ности к способам определения смачиваемости материалов припоями, и может быть применено в электронной и приборостроительной отраслях при соборе припои и флюса для низкотемпературной пайки, а также в металлургической промышленности при производстве попых марок припоев и т. п.
Цель изобретения - повышение достоверности и обеспечение воспроизводимости площади растекания припоя.
Способ определения растекаемости припоя включает изготовление дозированном нзпески прокаткой и штамповкой. После штамповки наоеску расплавляют и о 1 хдают со скоростью 1-4 г,под/с под флюсом. На подготовленную подложку ук- ллдысают нэвеску припоя и размещают подложку на зеркале припоя. После появления жидкой фазы изготовленной навески оыдер- промежуток времени, com петствующий моменту достих ения полного растекания.
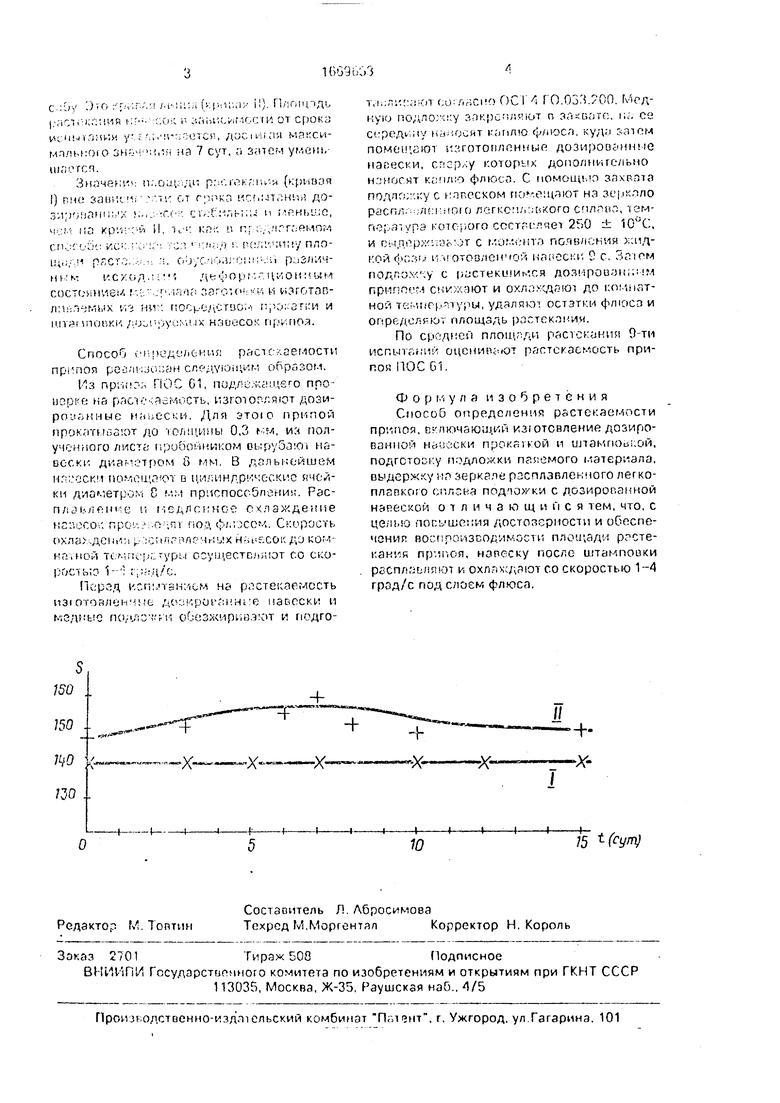
На чертеже представлен график зависимости площади растекания припоя ПОС 61, соответствующей моменту достижения полного растекания дозированной навески от срока испытания на растекаемость дозированных навесок, т. е. времени, прошедшего с момента изготовления навесок до их испытания. Пунктирной линией представлены результаты испытаний на растекаемость дозированных навесок, изготовленных по предлагаемому способу (кривая I). Это прямая линия. Следовательно, результат замеров площади растекания дозированных навесок характеризуются воспроизводимостью и достоверностью и не зависят от срока испытаний-.
Сплошной линией представлены результаты по растекаемости дозированных навесок, изготовленных по известному с ю
О
о
Ч) CN СЛ СО
-
. ,{ , 1, J,- i) ГЬ ОЩЧДЬ
f);. , j., i,ii,;,inr г п. от cpOKj
и Ч (ЛСГ, ДОС II iiUl ,мч 7 сут. а затем умепь и oj-i ,Ап р iPi-r t.vw (кривая
Т, С.Т C;Mk. K - .iJTc .Hl-,, ДО, оь t lYih;.. n i PHbi.c, л И - n п .,гг; Pinr-i
i ,ч гс ,. ,и;;/ пло. С J .). .1 р )3/|ИЧ
Д(
ч О и :
г.мг заго .( .Ч . гас..
i, и ьэготавг, И И
MMcSnilULKi . /-Jo1 ;A i .MX Пр ППЯ.
Способ vi MOJVJ/IC имя рйстс - гепости припоя ,л..,,ан сл дуь и1-1 - образом.
11з np .icr ПОС 01, под про- u pi ft на рясч ЯсИиСть, изгоюгляют дози- ро .-онные ма..ссм- Для этсно припой про очтнйз от до юли .ины 0,3 м, n;i пол- y-iCHrioro листа (.риЬомником oi;pyo3 Oi навески диа.ч-лром 8 мм В дольис-йшуМ кг оск 1 почсщр О в цм .ин/ ркчсчжие ячейки диаметри ч С M.I прчспоссЬлгнин. Рэс- n/,jiMiein с и медленнее г лаждеяие пгп.то . прс о ,i моц ф/.исс., Скорость охла дсии1 г- ., л чнь х н-.t-f.coK ,j ко;А
РГ ЛК й 7i f ,kJJ, Vp.l ССУ )1,еСТС,, CO CUOpocibio 1- ;,;--н/о.
Псрад 1 сп ,пён/юм на рслсте сяемссть
ПЭ1 OTOFI/Hjh -S C ,.Д5 i .pOl :l Ht С НЭБОСКИ 11
м диь о по/i/iOTrii оОезхчр.и-зэ от и гшдго1,1, г, ,; .-п со fi .ci OCi f О 031 /00 Медную подто гу з жрспгл ют п , |,„ се ct-peAt н j iov-йт гаплю ф/носл, :-,глгчи помеи .оЮ и:- готоп/ пн 1ЫР дозироогнняе навески, .у которых дополнительно H jносит KfUKO флюса С номощмо зачвта
ПОЛ Т с KHRCCKOM ПО ОЩПЮТ НЭ ЗерКП/Ю
распл /с i -tnicj Л -гкс /1 лыого сплгчк., темпе; aivpc ютового согтп-гчет 250 ± 10UC.
И ГЧ.ПОр,/. Pc jT С Ujf.HHIO ПОПВ/К-ЬИЯ Л1Д- 0й I i OTOBjtGH 10 1 HeTt GCS.H Г С, ЗйЮМ
подпоч.у с fjjCTeKUiHN .ca дозпроиаи.. :м припрем и охл сдяют до комнпт- ной тс irf , удаляю1 остатки флюсз и ог рс/юлрют площадь растекании.
По сродней площгди растекания 9-ти испыи.г. и оцснипсют растскасмость припоя HOC G1
Формула изобретения Способ определения растекаемости припоя, включающий изготовление дозированной Нй к-ски прокйной и иламг1Оь..ой, подгс1ос1у п. паяемого материала, выдсрхгсу но рзсплзвленчого легкоплавкого спланя подножки с дозирог.анной нарескои отличающийся тем, что, с це.1ыо пось шрпия достозсрности и обоспе- ЧСНИР вогпрс изсолммости площади ргсте- кан /й припся, навеску после- штампоаки ргсп/ .ьняют и охл |,;да1от со скоростью 1-4 град/с под слоем флюса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Припой на основе цинка для пайки алюминия | 2016 |
|
RU2626835C2 |
| Припой для пайки чугуна | 1987 |
|
SU1461609A1 |
| Состав для обработки деталей после пайки | 1989 |
|
SU1706815A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2280548C1 |
| ФЛЮС ДЛЯ ПАЙКИ ОСОБОЛЕГКОПЛАВКИМИ ПРИПОЯМИ | 2012 |
|
RU2488472C1 |
| Флюс для лужения и пайки | 1981 |
|
SU996145A1 |
| Флюс для лужения и пайки легкоплавкими припоями | 1986 |
|
SU1318374A1 |
| Припой для пайки металлов | 1989 |
|
SU1611663A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 1993 |
|
RU2089367C1 |
| Флюс для лужения и пайки | 1982 |
|
SU1147542A1 |
Изобретение относится к пайке, в частности к способам определения смачиваемости материалов припоями, и может быть применено в приборостроительной и металлургической отраслях. Цель изобретения - повышение воспроизводимости площади растекания припоя. Способ определения растекаемости припоя включает изготовление дозированной навески прокаткой и штамповкой, после чего ее расплавляют и охлаждают со скоростью 1 - 4 град/с под слоем флюса. Полученную навеску укладывают на подложку и размещают на зеркале расплавленного припоя. С момента появления жидкой фазы изготовленной навески выдерживают промежуток времени, соответствующий достижению полного растекания. Значения площади растекания вне зависимости от срока испытания дозированных навесок стабильны. 1 ил.
-Х-JU
-х--I--(I .-(Jю
75 у/Ч
