Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления изделий из пластмасс методом литья под давлением.
Цель изобретения - уменьшение дополнительной механической обработки.
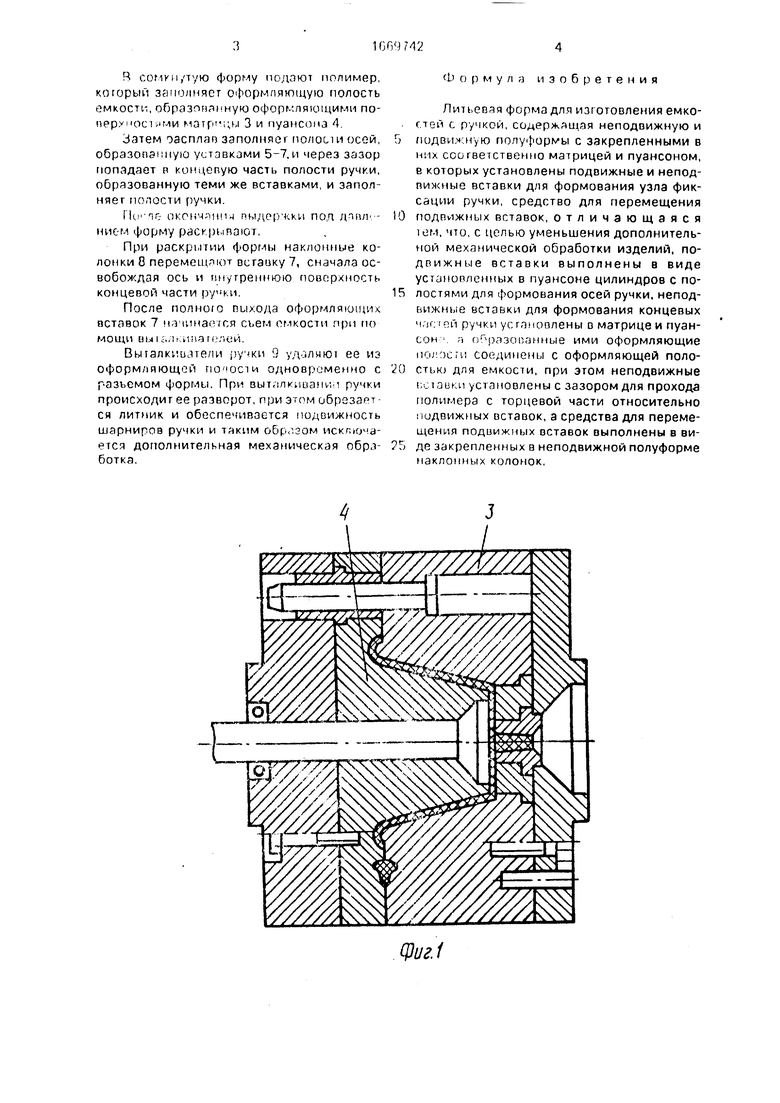
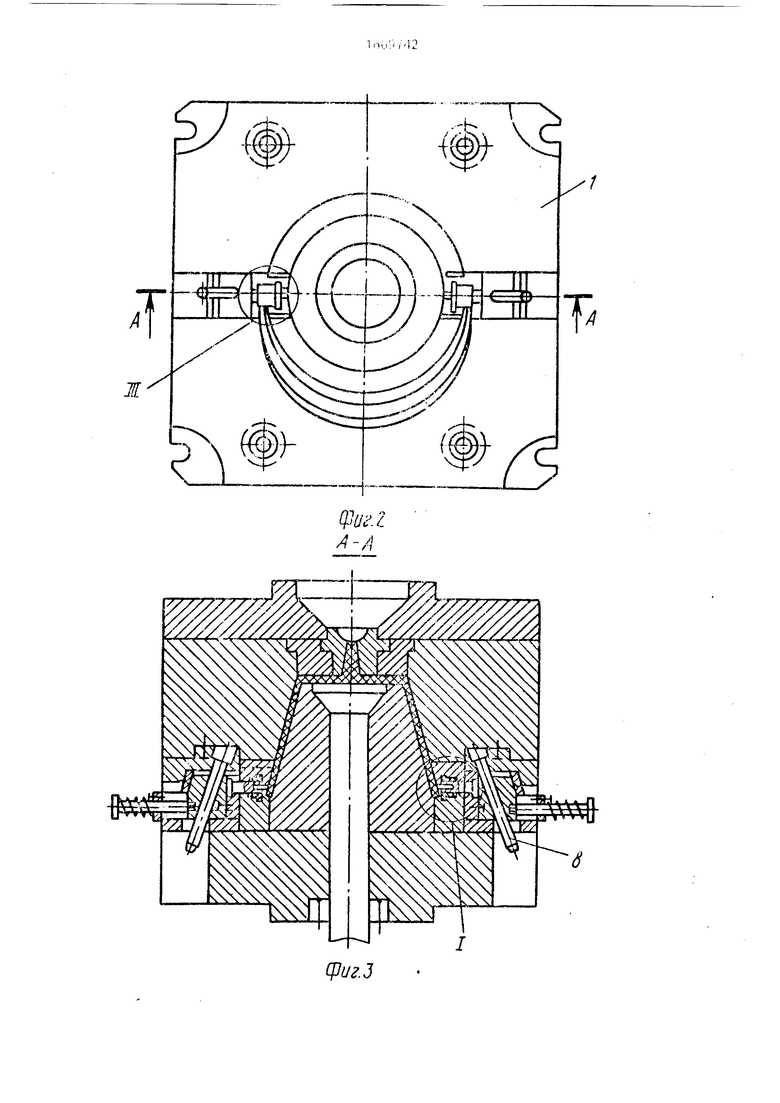
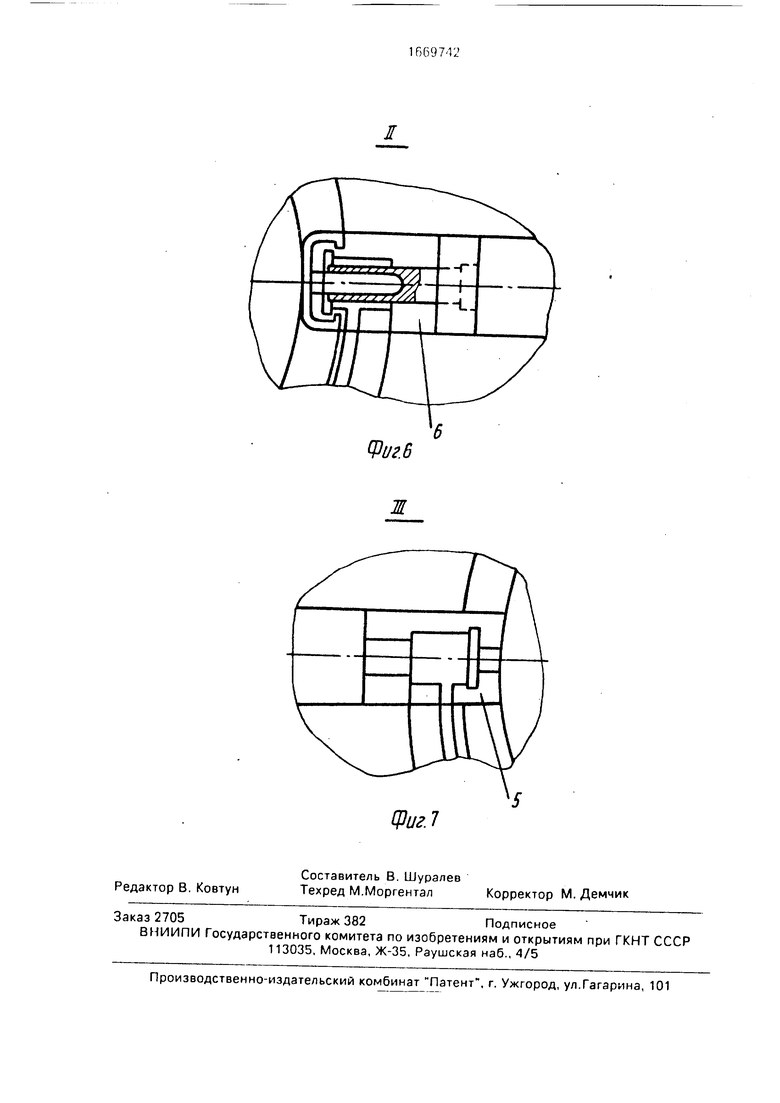
На фиг.1 изображена форма, вертикальный разрез: на фиг.2 - вид на неподвижную часть формы; на фиг.3- разрез А-А нафиг.2; на фиг.4 - вид на подвижную часть формы; на фиг.5 - узел I на фиг.З; на фиг.6 - узел II на фиг.4; на фиг.7 - узел III на фиг.2.
Литьевая форма содержит неподвижную 1 и подвижную 2 полуформы с закрепленными в них соответственно матрицей 3 и пуансоном 4. В матрице 3 жестко закреплены неподвижные вставки 5, а в пуансоне 4 - неподвижные вставки 6 и подвижные вставки 7.
Подвижные вставки 7 выполнены в виде установленных в пуансоне цилиндров с полостями для оформления осей ручки. Оформляющие полости, образованные неподвижными вставками 5 и 6, соединены с оформляющей полостью для емкости. Неподвижные вставки 5 и б установлены с зазором для прохода полимера с торцовой части относительно подвижных вставок 7. Средство для перемещения подвижных вставок выполнено в виде закрепленных в неподвижной полуформе 1 наклонных колонок 8. Выталкиватели 9 предназначены для выталкивания ручки. Неподвижные вставки предназначены для формования концевых частей ручки.
Литьевая форма работает следующим образом.
О ON Ю -Ч
Ю
R сопки/тую форму подают полимер, который заполняет оформляющую полость емкости, образованную оформляющими по- перуносыми 3 и пуансона А.
Затем оасплао заполняет полости осой, образованную уставками 5-7.и через зазор попадает в концевую часть полости ручки, образованную теми же вставками, и заполняет полости ручки.
Псм ЧС- ОКОНЧЕНЫ ПЫДОрЧ КИ ПОТ ДЛИЛ -
ином форму раскрывают,
При раскрытии формы наклонные колонки 8 перемешлют встаику 7, сначала освобождая ось и ину треннюю поверхность концевой части руки.
После полного выхода оформляющих вставок 7 н-5чинаогея съем емкости при по мощи uuu.,ir иваге. рей.
Выгалкиьлели ручки 9 удолнют ее из оформляющей погости одновременно с разъемом формы. При вытллкииани 1 ручки происходит ее разворот, при этом обрезает - ся литник и обеспечивается подвижность шарниров ручки и таким обрлэом искп1оиа- ется дополнительная механическая обр,з- ботка.
Формула изобретения
Литьевая форма для изготовления емко- пей с ручкой, содержащая неподвижную и подвиг ную полус} ормы с закрепленными в них соответственно матрицей и пуансоном, в которых установлены подвижные и неподвижные вставки для формования узла фиксации ручки, средство для перемещения подвижных вставок, отличающаяся тем, что, с целью уменьшения дополнительной механической обработки изделий, подвижные вставки выполнены в виде установленных в пуансоне цилиндров с полостями для формования осей ручки, непод- ьижные вставки для формования концевых чаг. 1Рй ручки установлены в матрице и пуансон а образованные ими оформляющие погосгн соединены с оформляющей полостью для емкости, при этом неподвижные правки установлены с зазором для прохода полимера с торцевой части относительно подвижных вставок, а средства для перемещения подвижных вставок выполнены в виде закрепленных в неподвижной полуформе наклонных колонок,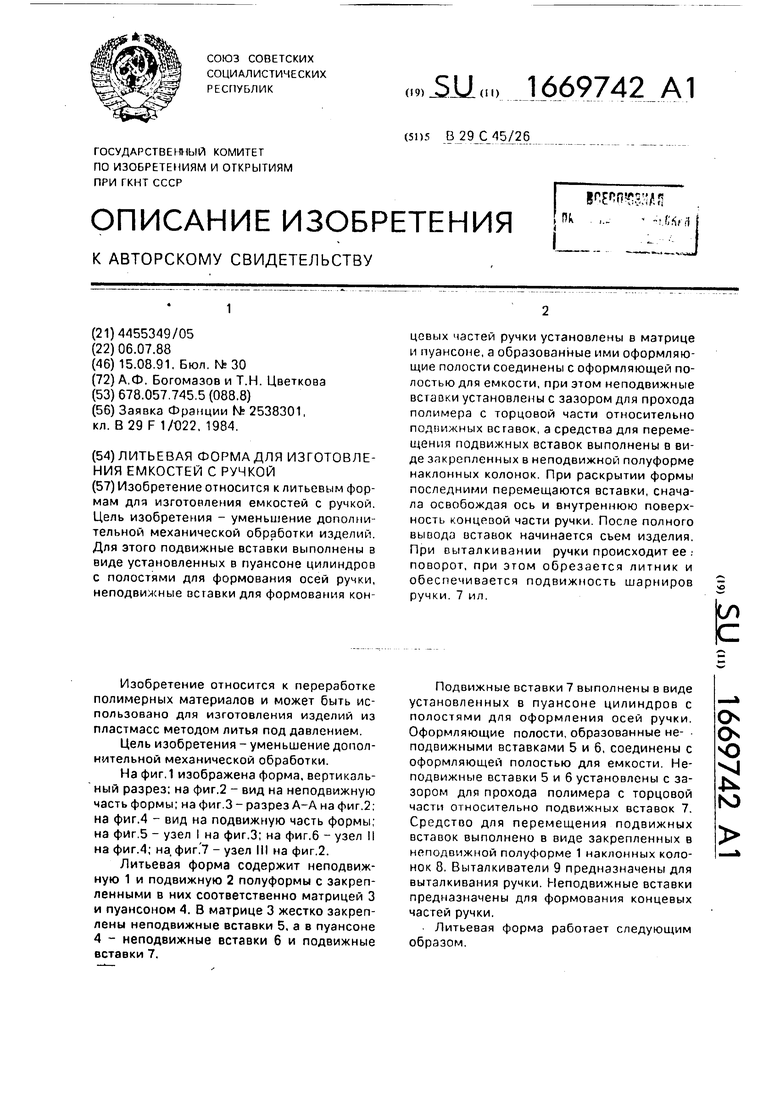
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из пластмасс с поднутрениями | 1988 |
|
SU1599227A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU994272A1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма | 1977 |
|
SU774082A1 |
| ЛИТЬЕВАЯ ФОРМА | 1988 |
|
RU2017619C1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
Изобретение относится к литьевым формам для изготовления емкостей с ручкой. Цель изобретения - уменьшение дополнительной механической обработки изделий. Для этого подвижные вставки 7 выполнены в виде установленных в пуансоне цилиндров с полостями для формования осей ручки, неподвижные вставки для формования концевых частей ручки установлены в матрице и пуансоне, а образованные ими оформляющие полости соединены с оформляющей полостью для емкости, при этом неподвижные вставки установлены с зазором для прохода полимера с торцевой части относительно подвижных вставок, а средства для перемещения подвижных вставок выполнены в виде закрепленных в неподвижной полуформе наклонных колонок. При раскрытии формы последними перемещаются вставки, сначала освобождая ось и внутреннюю поверхность концевой части ручки. После полного вывода вставок начинается съем изделия. При выталкивании ручки происходит ее поворот, при этом обрезается литник и обеспечивается подвижность шарниров ручки. 7 ил.
9иг.1
(Риг. I
А-А
фиг.З
5
г
фмМ
фиг. 5
| ПОЛУМОСТОВОЙ ГАЛЬВАНИЧЕСКИ ИЗОЛИРОВАННЫЙ ИМПУЛЬСНЫЙ УСИЛИТЕЛЬ МОЩНОСТИ | 2013 |
|
RU2538301C1 |
| Солесос | 1922 |
|
SU29A1 |
