Изобретение относится к переработке пластмасс способом литья под давлением, в частности к литьевым .формам для изготовления изделий из пластмасс с поднутрениями.
Цель изобретения - обеспечение -автоматического отрыва впускного литника от торца изделия с одновременным повьппением качества изделий.
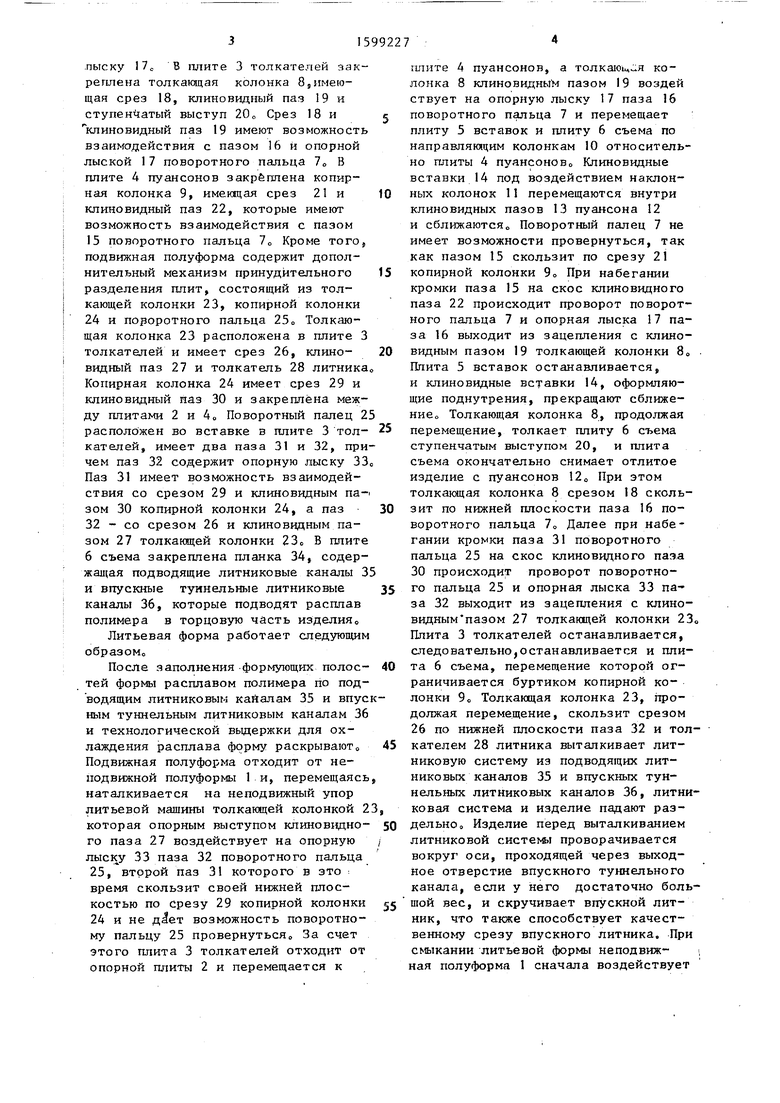
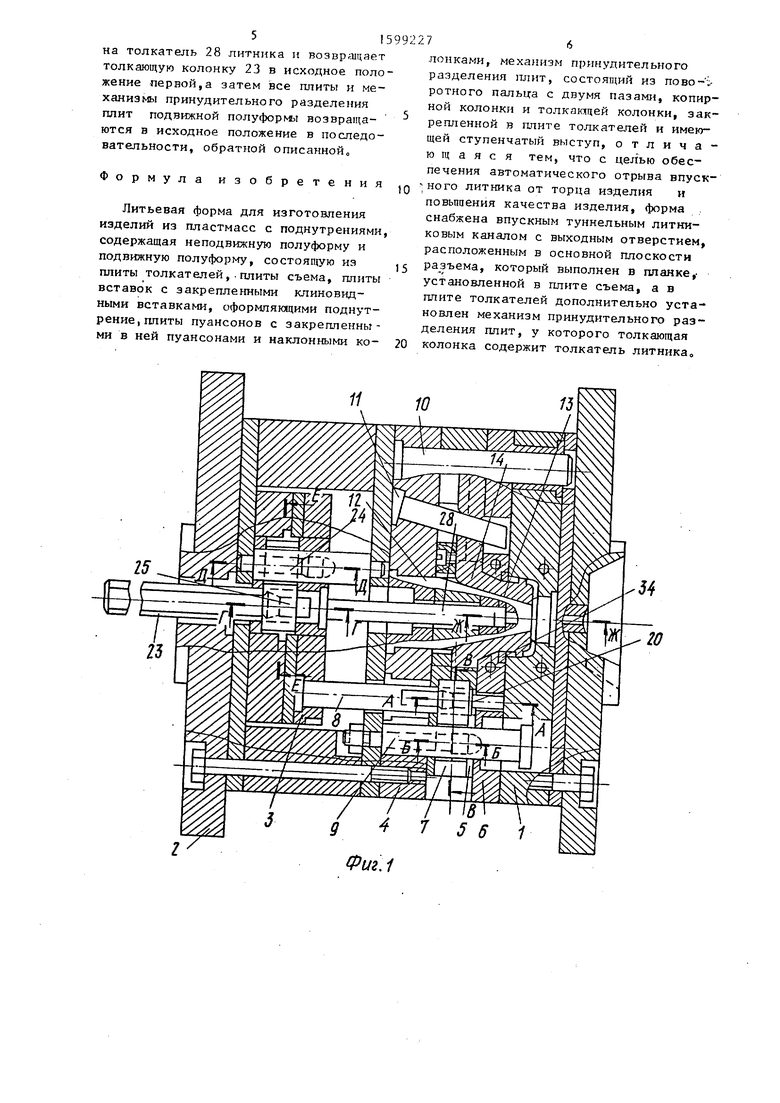
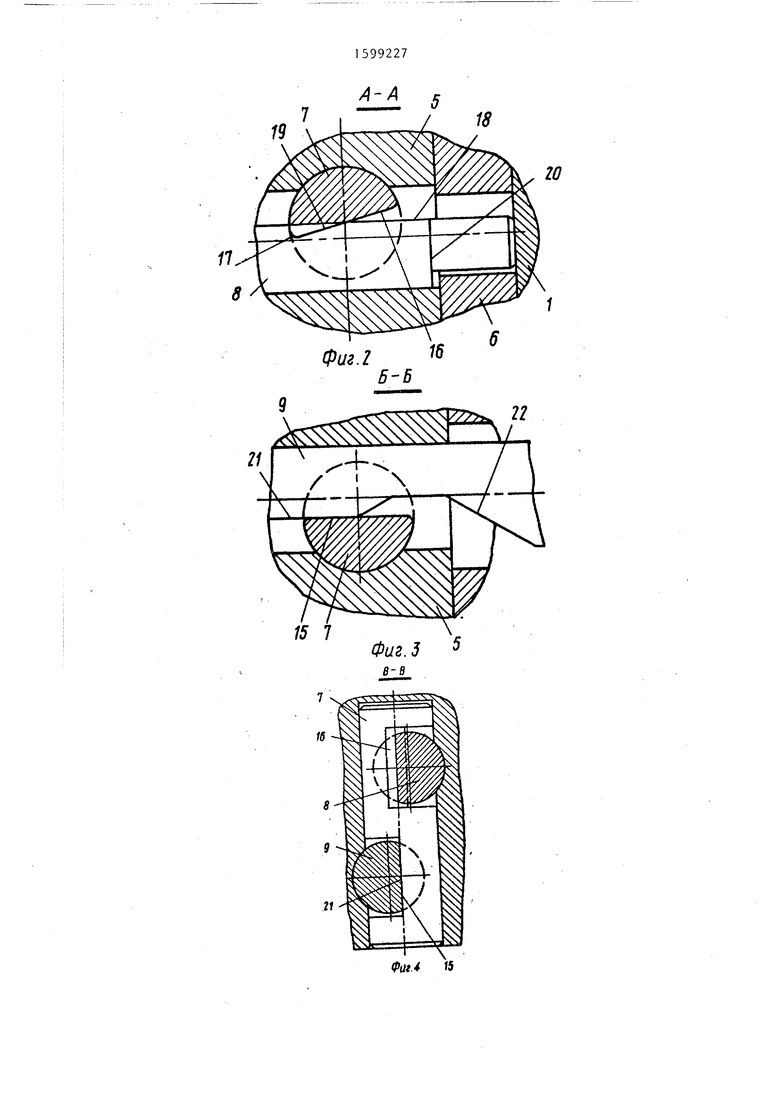
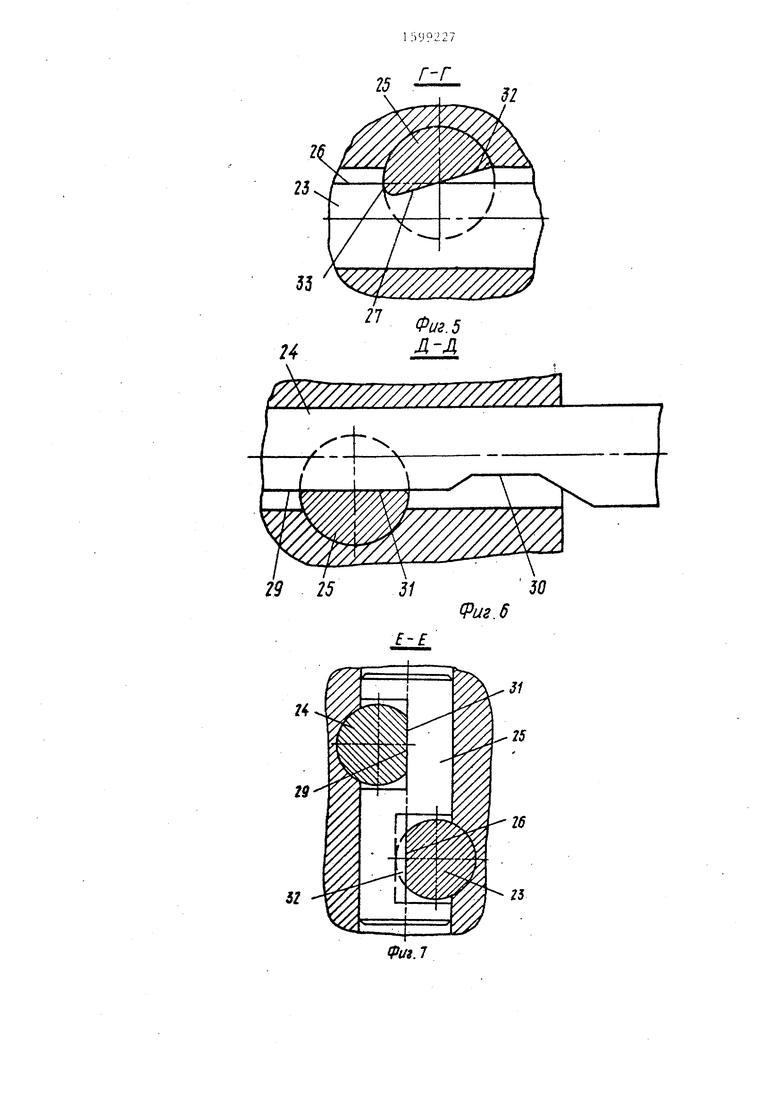
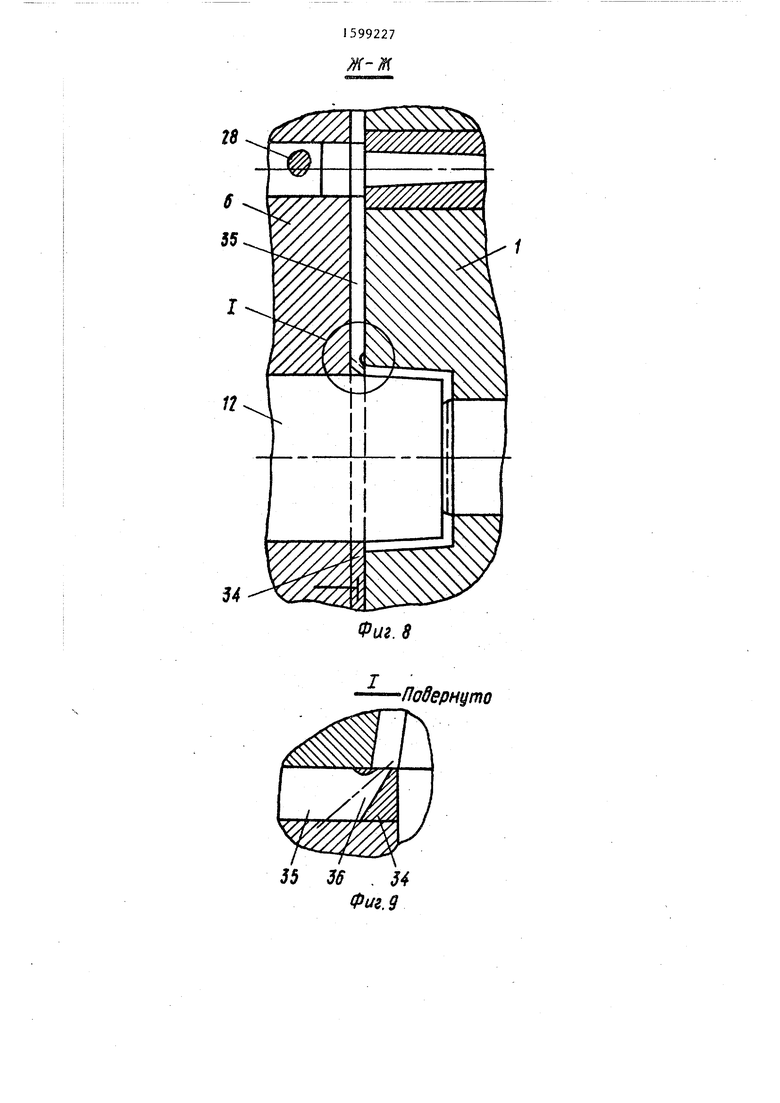
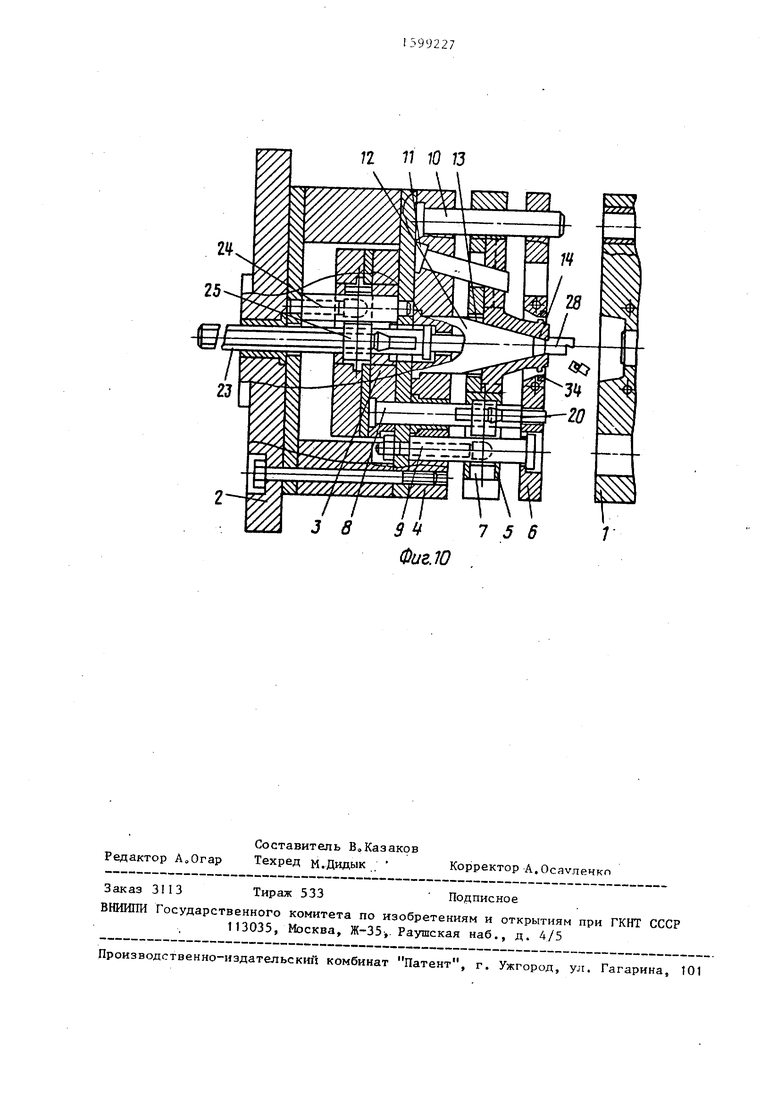
На фиго1 показана литьевая форма, в сомкнутом состоянии, разрез; на фиг.2 - 4 - разрезы А-А, Б-Б, В-В на фиг Л; на фиг 5 - 7 - разрезы Г-Г, Д-Д, Е-Е на фиг„1; на фиг„8 - разрез Ж-Ж на фиг,I (взаимное расположение подводящего и впускного туннельного литниковых каналов и формующих элементов); на фиг, 9 - узел I на фиг,8 (впускной туннельный литниковый канал ; на фиг,10 - литьевая форма в раскрытом состоянии.
Литьевая форма содержит неподвижную полуформу 1 и пoдвижkyн) полуf
форму, которая состоит из опорной плиты 2, плиты 3 толкателей, плиты 4 пуансонов, плиты 5 вставок, плиты 6 съема, а также механизм принудительного разделения плит, включающий позор от ный палец 7, толкающую колонку 8 и копирную колонку 9, Плиты 2 и 4 закреплены между собой жестко, а плита 5 вставок и плита 6 съема имеют возможность перемещения по направляющим колонкам 10, закрепленным в плите 4 пуансонов, в которой также закреплены наклонные колонки 1I и пуансоны 12, имекщие клиновидные пазы 13„ В плите 5 вставок закреплены поворотный палец 7 и клиновидные вставки 14, оформляющие поднутрение и имеющие возможность перемещения ъ вертикальн ой плоскости. Поворотный палец 7 имеет пазы 15 и 16, нижние плоскости которых проходят под небольшим углом друг к другу через ось вращения. Паз 16 имеет опорную
(Л
ел
Ь
со
ND N9
пыску 17о В плите 3 толкателей закреплена толкакдцая колонка 8, имеющая срез 18, клиновидный паз 19 и ступенчатый выступ 20,, Срез 18 иg
клиновидный паз 19 имеют возможность взаимодействия с пазом 16 и опорной лыской 17 поворотного пальца 7о В плите 4 пуансонов закреплена копир- нал колонка 9, имегсщая срез 21 и 10 клиновидный паз 22, которые имеют возможность взаимодействия с пазом 15 поворотного пальца 7 Кроме того, подвижная полуформа содержит допол- нителъный механизм принудительного 15 разделения плит, состоящий из тол- кающей колонки 23, копирной колонки 24 и пороротного пальца 25о Толкаю- щая колонка 23 расположена в гшите 3 толкателей и имеет срез 26, клино- 20 видный паз 27 и толкатель 28 литника Копирная колонка 24 имеет срез 29 и клиновидный паз 30 и закреплена между плитами 2 и 4о Поворотный палец 25 расположен во вставке в плите 3 тол- 25 кателей, имеет два паза 31 и 32, причем паз 32 содержит опорную лыску 33 Паз 31 имеет возможность взаимодействия со срезом 29 и клиновидным na-i зом 30 копирной колонки 24, а паз30
32 - со срезом 26 и клиновидным пазом 27 толкакщей колонки 23о В гшите 6 съема закреплена планка 34, содер- жал(ая подводящие литниковые каналы 35 и впускные туннельные литниковые35
каналы 36, которые подводят расплав полимера в торцовую часть изделиЯо
Литьевая форма работает следующим образоМо
После заполнения формующих полос- 40 тей формы расплавом полимера по подводящим литниковым кайалам 35 и впускным туннельным литниковым каналам 36 и технологической вьщержки для охлаждения расплава форму раскрывают 45 Подвижная полуформа отходит от неподвижной полуформы 1 и, перемещаясь, наталкивается на неподвижный упор литьевой машины толкающей колонкой 23, которая опорным выступом клинов1щно- 50 го паза 27 воздействует на опорную / лыску 33 паза 32 поворотного папьца 25, второй паз 31 которого в это время скользит своей нижней плоскостью по срезу 29 копирной колонки 55 24 и не д1ет возможность поворотному пальцу 25 провернуться За счет этого плита 3 толкателей отходит от опорной плиты 2 и перемещается к
гшите 4 пуансонов, а толкаюк -л колонка 8 клиновидным пазом 19 воздей ствует на опорную лыску 17 паза 16 поворотного пальца 7 и перемещает плиту 5 вставок и плиту 6 съема по направляющим колонкам 10 относительно плиты 4 пуансонов Клиновидные вставки 14 под воздействием наклонных колонок 11 перемещаются внутри клиновидных пазов 13 пуансона 12 и сближаются Поворотный палец 7 не имеет возможности провернуться, так как пазом 15 скользит по срезу 21 копирной колонки 9 При набегании кромки паза 15 на скос клиновидного паза 22 происходит проворот поворотного пальца 7 и опорная лыска 17 паза 16 выходит из зацепления с клиновидным пазом 19 толкающей колонки 8 . Ппита 5 вставок останавливается, и клиновидные вставки 14, оформляющие поднутрения, прекращают сближение Толкающая колонка 8, продолжая перемещение, толкает плиту 6 съема ступенчатым выступом 20, и плита съема окончательно снимает отлитое изделие с пуансонов 12 При этом толкакяцая колонка 8 срезом 18 скользит по нижней плоскости паза 16 поворотного пальца 7 Далее при набегании кромки паза 31 поворотного пальца 25 на скос клиновидного паза 30 происходит проворот поворотного пальца 25 и опорная лыска 33 паза 32 выходит из зацепления с клино- видным пазом 27 толкакщей колонки 23 Плита 3 толкателей останавливается, следовательно,останавливается и плита 6 съема, перемеп1ение которой ограничивается буртиком копирной колонки 9 Толкающая колонка 23, продолжая перемещение, скользит срезом 26 по нижней плоскости паза 32 и толкателем 28 литника выталкивает литниковую систему из подводящих литниковых каналов 35 и впускных туннельных литниковых каналов 36, литниковая система и изделие падают раздельно. Изделие перед выталкиванием литниковой систем проворачивается вокруг оси, проходящей через выходное отверстие впускного туннельного канала, если у него достаточно боль- шой вес, и скручивает впускной литник, что также способствует качественному срезу впускного литника. При смыкании литьевой формы неподвижая полуформа 1 сначала воздействует
Фш,1
19
фаг. 2
6-6
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1986 |
|
SU1353635A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1399150A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1113261A1 |
| Литьевая форма для изготовления изделий со сквозным отверстием из термопластов | 1984 |
|
SU1199644A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1353632A2 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
Изобретение относится к переработке пластмасс способом литья под давлением, в частности, к литьевым формам для изготовления изделий из пластмасс с поднутрениями. Цель - обеспечение автоматического отрыва впускного литника от торца изделия с одновременным повышением качества изделий. Для этого форма снабжена впускным туннельным литниковым каналом с выходным отверстием, расположенным в основной плоскости разъема, который выполнен в планке. Планка установлена в плите съема. В плите толкателей дополнительно установлен механизм принудительного разделения плит, у которого толкающая колонка содержит толкатель литника. 10 ил.
.
21
22
Фиг.4 f5
52
г-г
zs
ж-ш
4
35 6 . S4 Фиг. S
Фиг. 8
Падерндто
| Авторское свидетельство СССР № 1429500, кл | |||
| Солесос | 1922 |
|
SU29A1 |
