{S) ЛИТЬЕВАЯ ФотА для ИЗДЕЛИЙ
из ТЕРМОПЛАСТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| АЯ БИБЛИОТЕьдА. Т. Ушаков | 1970 |
|
SU263123A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Форма для изготовления изделий из термопластов | 1981 |
|
SU958113A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU994272A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1399150A1 |
| Литьевая форма для изготовления изделий со сквозным отверстием из термопластов | 1984 |
|
SU1199644A1 |

1
Изобретение относится к переработке термопластов и может быть использовано для изготовления из них изделий с боковыми поднутрениями.
Известна литьевая форма для полимерных изделий с поднутрениями, содержащая подвижную и неподвижную полуформы и шарнирно закрепленный в подвижной полуформе рычаг, связанный с оформляющим поднутрение знаком П.,to
Наиболее близка к изобретению литьевая форма для изделий из термопластов , содержащая неподвижную литниковую плиту с запорными элементами, систему подвижных плит, на одной из is которых шарнирно закреплен с возможностью взаимодействия с запорными элементами подпружиненный рычаг с боковым оформляющим знакомf 2.
Однако в известных формах невозмож- о но изготовление изделий с боковыми стенками незамкнутыми по периметру, поскольку для формования участков изделия без боковых стенок необходимо
сопряжение пуансона с матрицей с минимальным зазором, предотвращающим облой, при этом неизбежен износ пуансона и вследствие этого увеличение зазора.
Цель изобретения - расширение технологических возкюжностей литьевой формы,
Поставленная цель достигается тем, что в литьевой форме для изделий из термопластов, содержэдей неподвижную литниковую плиту с запорными элементами , пуансон, выталкиватели и систему подвижных плит, на одной из которых шарнирно закреплен с возможностью взаимодействия с запорными элементами подпружиненный рычаг с боковым оформляющим знаком, пуансон связан с неподвижной литниковой плитой посредством направляющих колонок, а рычаг, выполнен с оформляющим участком и , впускным литниковым каналом.
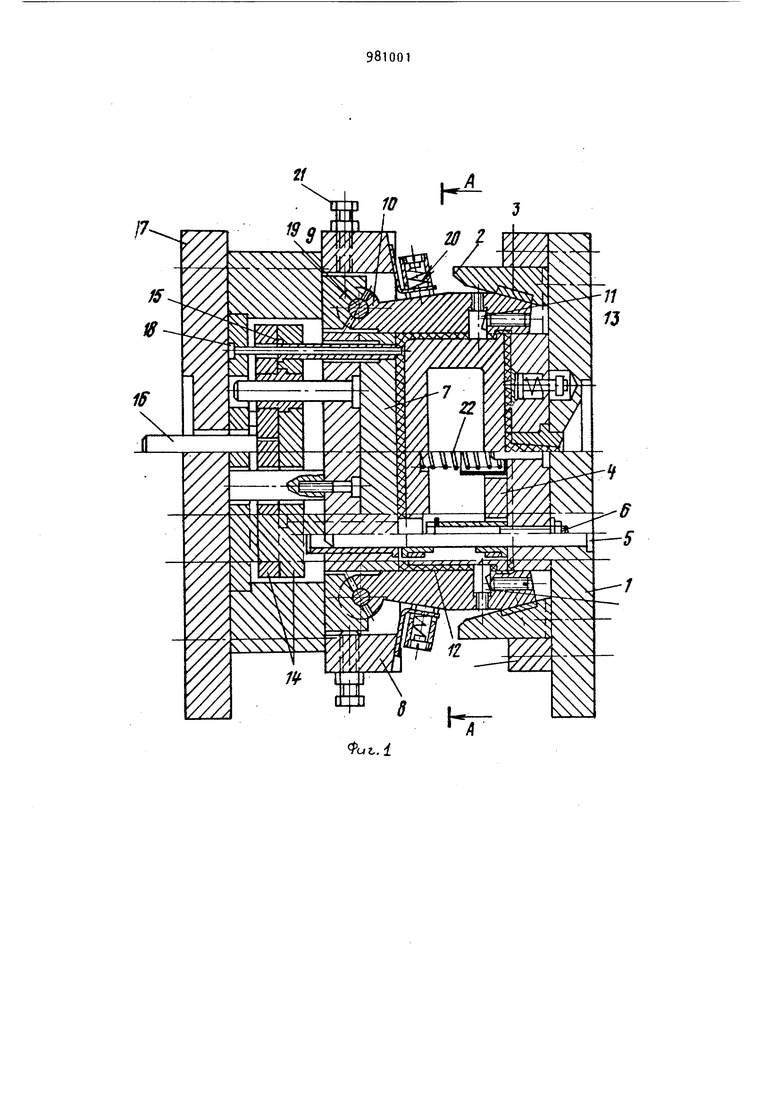
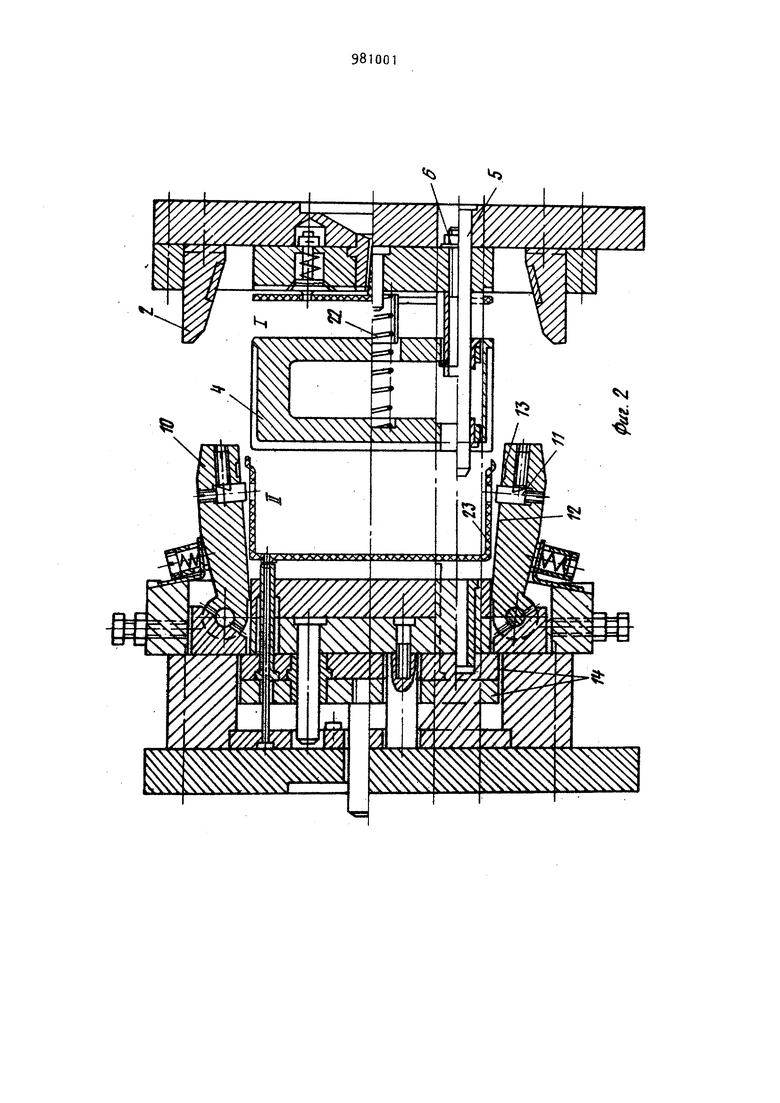
На фиг. 1 показана форма, разрез; на фиг. 2 - то же, в момент съема И8398100делия; ма 1)иг. 3 разрез А-А на фиг. 1. Литьевая форма содержит неподвижную литниковую плиту 1 с запорными элементами в виде клиньев 2 с износоустой- 5 чив14ми накладками 3, пуансон k, связанный с литниковой плитой 1 посредством направляю{цих колонок 5 и ограничителями б продольного перемещения, систему подвижных плит, включающая to плиту-матрицу 7, жестко связанную с опорной плитой 8, на которой шарнирно с возможностью взаимодействия с клиньями 2 закреплены на осях 9 установленных с радиальным зазором, под- 15 пружинённые рычаги 10, выполненные с боковыми оформляющими знаками 11 и yчacткa 1 12 и впускными литниковыми каналами 13, плиты выталкивания Не тpyбчaты 1 выталкивателями 15 и хвое- м товиком 16, основание 17 с оформляющими знаками 18. Подпятники 19 рычагов 10,подпружиненных силовыми элемеи,тами 20, сопряжены с нажимными винтами 21, относительно литниковой пли- 25 ты пуансон k подпружинен силовыми элементами 22. Формующая полость для изделия 23 образована плитой-матрицей 7, оформляющими участками 12 рычагов 10 и пуансоном .,,30 Литьевая форма работает следующим образом. После впрыска расплава термопласта и технологической выдержки производится раскрытие формы с образованием разъ- js ема между пуансоном и литниковой плитой 1, при этом впускные литники отделяются от разводящих кромками рычагов 10, а разводящие литники удаляются выталкивателями Далее рычаги 10 4в под воздействием силовых элементов 20 14 отводятся от пуансона 4, который останавливается ограничителями 6, и образуется разъем между пуансоном k и плитой-матрицей 7, аизделие 23 удаляется из формы трубчатыми выталкиват пями 15 за счет взаимодействия хвостовика 16 с упором термопластавтомата. Вслед за этим производится смыкание формы, и цикл повторяется, Использование изобретения позволяет расширить технологические возможности оборудования„ Формула изобретения Литьевая форма для изделий из термопластов, содержащая неподвижную литниковую плиту с запорными элементами, пуансон, выталкиватели и систему подвижных плит, на одной из которых шарнирно закреплен с возможностью взаимодействия с запорными элементами подпружиненный рычаг с боковым оформляющим знаком, отличающ а я с я тем, что, с целью расширения технологических возможностей формы, пуансон связан с неподвижной литниковой плитой посредством направляюЩих колонок, а рычаг выполнен с оформляюцим участком и впускным литниковым каналом. Источники информации, принятые во внимание при экспертизе Н.Н. Конструирование пресс-форм для изделий из пластических масс, М.-Л., Машиностроение, 1966, с. 96, рис. 556. 2. Авторское свидетельство СССР N° , кл„ В 29 С 5/00, 1977 (прототип).
fut.i
(Риг.3
