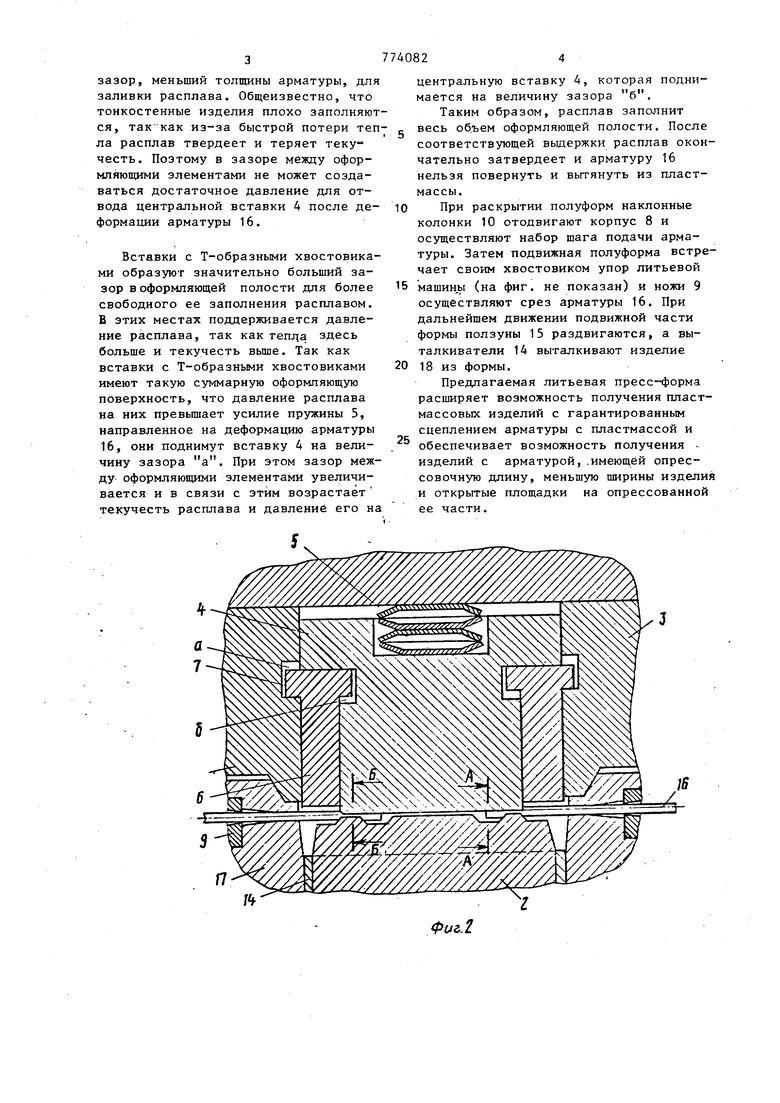
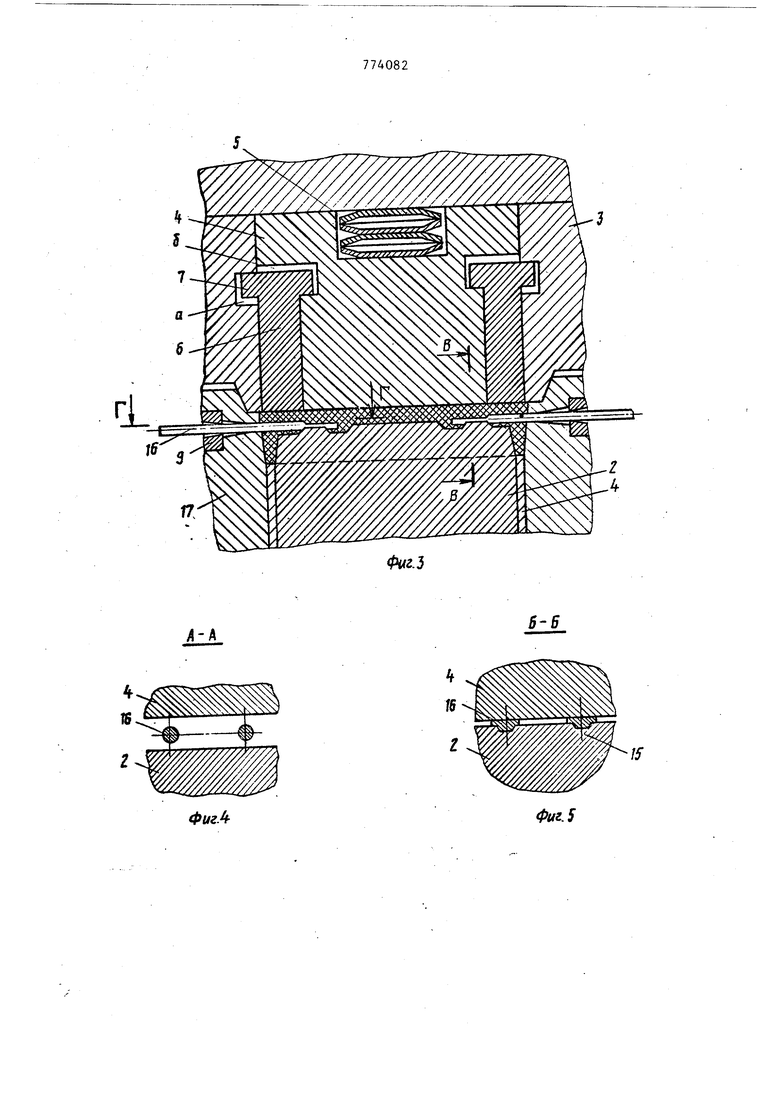
Изобретение относится к области переработки пластических масс и может быть использовано для изготовления изделий с арматурой. Известна литьевая форма, содержащая подвижную полуформу с вертикально расположенной кассетой, толкателями для горизонтального перемещения арматуры в окна матрицы и фиксирующее арматуру устройство, В известной форме арматуру не деформируют, что снижает надежность ее сцепления, и, кроме того, эта форма не обеспечивает изготовление изделий с арматурой диаметром менее 1 мм. Известна также литьевая форма, со держащая подвижную и неподвижную пли ты с оформляющими элементами, закрепленные в неподвижной плите наклонную колонку и запорный клин, взаимодействующие с подвижной плитой, и механизм подачи: и рбрезки арматуры встроенный в подвижную плиту. В известной форме нельзя использовать арматуру типа пластины, выходящую на поверхность изделия, так как арматуру с целью ее гарантирован ног.о сцепления произвольно изгибают в оформляющей полости за счет исполь зования увеличенной ее длины. Цель изоЪретения - обеспечение изготовления изделий с выступающей арматурой, выходящей на поверхность изделия, и надежной ее фиксации в из делии. Согласно поставленной цели установленный в неподвижной плите оформляющий элемент выполнен в виде подпруткиненной относительно плиты центральной в.ставки и размещенных в ней по периферии с возможностью перемеще ния в осевом направлении относительн нее вставок с Т-образными хвостовика ми, а на сопряженных поверхностях по пружиненной центральной вставки и пли ты выполнены смещенные относительно друг друга в продольном направлении пазы ,в которых расположены Т-образнье хвостовики вставок. На фиг.1 показан продольный разре литьевой формы; на фиг.2 - продольнь разреэ оформляющего элемента до мо мента впрыска полимера в формующую полость; на фиг.З - продольный разре оформляющего элемента после впрыска в формую115,ую полость; на фиг.4 - разрез А-А на фиг.2; на фиг. разрез Б-Б на фиг.2; на фиг.6 - разрез В-В на фиг.З; на фиг.7 - разрез Г-Г на фиг.3. .Литьевая форма содержит подвижную плиту 1 с оформляющим элементом 2 и неподвижнук: плиту 3 с оформля1ощим элементом, вьтолненным в виде центральной вставки 4, подпружиненной пружиной 5 относительно неподвижной плиты, и размещенных в центральной вставке по ее периферии вставок 6 с Т-образными хвостовиками 7. На сопряженных поверхностях центральной вставки и неподвижной плиты выполнены смещенные относительно друг друга в продольном направлении пазы а и б, в которых расположены подвижные в осевом направлении относительно подпружиненной центральной вставки плиты Т-образные хвостовики. Суммарная оформляющая площадь вставок с Т-образными хвостовиками выбрана такой, чтобы давление расплава на них не превьшало усилие пружины 5, направленное на деформацию арматуры. Вставки с Т-образными хвостовиками обеспечивают свободное заполнение расплавом оформляющей полости. На подвижной плите расположен корпус 8 механизма подачи арматуры и подвижные ножи 9 для обрезки арматуры. В неподвижной плите жестко закреплены наклонные колонки 10 и запорный клин 11, выполненный с вертикальным участком, взаимодействующим с таким же участком на корпусе 8 для осуществления деформации арматуры при смыкании формы. С подвижной плитой 1 жестко связано основание 12, на котором размещены плиты 13с выталкивателями 14 изделий. На оформляющем элементе 2 вьшолнен желоб 15 для деформации арматуры 16. На подвижной плите размещены ползуны 17. Литьевая форма работает следующим образом. При смыкании формы механизм подачи подает арматуру в оформляющую пог лость. Благодаря вертикальному участг ку на запорном клине 11 и на корпусе 8 подвижная плита продолжает некоторое движение после полного смыкания ползунов 17. В это время под действием пружины 5 центральная вставка 4 деформирует арматуру в желобе 15. Таким образом, между оформляющими элементами остается незначительный зазор, меньший толщины арматуры, дл заливки расплава. Общеизвестно, что тонкостенные изделия плохо заполняю ся, так как из-за быстрой потери те ла расплав твердеет и теряет текучесть. Поэтому в зазоре между оформляющими элементами не может создаваться достаточное давление для отвода центральной вставки 4 после де формации арматуры 16. Вставки с Т-образными хвостовика ми образуют значительно больший зазор в оформляющей полости для более свободного ее заполнения расплавом. В этих местах поддерживается давление расплава, так как тепда здесь больше и текучесть выше. Так как вставки с Т-образными хвостовиками имеют такую суммарную оформляющую поверхность, что давление расплава на них превьпиает усилие пружины 5, направленное на деформацию арматуры 16, они поднимут вставку 4 на величину зазора а. При этом зазор между оформляющими элементами увеличивается и в связи с этим возрастает текучесть расплава и давление его на 824 центральную вставку 4, которая поднимается на величину зазора б. Таким образом, расплав заполнит весь об.ъем оформляющей полости. После соответствующей выдержки расплав окончательно затвердеет и арматуру 16 нельзя повернуть и вытянуть из пластмассы. При раскрытии полуформ наклонные колонки 10 отодвигают корпус 8 и осуществляют набор шага подачи арматуры. Затем подвижная полуформа встречает своим хвостовиком упор литьевой машины (на фиг. не показан) и ножи 9 осуществляют срез арматуры 16. При дальнейшем движении подвижной части формы ползуны 15 раздвигаются, а выталкиватели 14 выталкивают изделие 18 из формы. Предлагаемая литьевая пресс-форма расширяет возможность получения пластмассовых изделий с гарантированным сцеплением арматуры с пластмассой и обеспечивает возможность получения . изделий с арматурой, .имеющей опрессовочную длину, меньшую ширины изделия и открытые площадки на опрессованной ее части.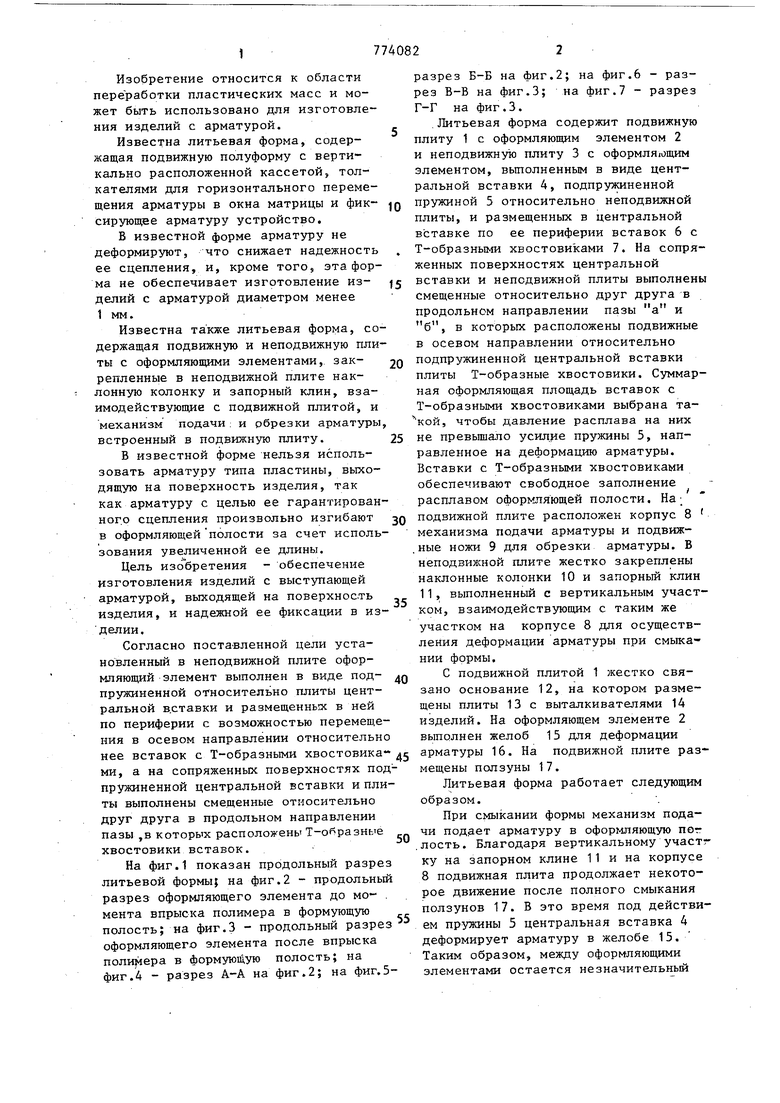
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1989 |
|
SU1706881A1 |
| Литьевая пресс-форма | 1972 |
|
SU656265A2 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1985 |
|
SU1329989A2 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1666325A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |
ЛИТЬЕВАЯ ФОРМА,содержащая подвижную и неподвижную плиты с оформляющими элементами, закрепленные в неподвижной плите колонку и запорный клии, взаимодействующие с подвижной плитой, и механизм подачи и обрезки арматуры, встроенный в подвижную плиту, о т л ичающаяся тем, что, с целью ..обеспечения изготовления изделий с выступающей арматурой, выходящей на поверхность изделия, и надежной ее фиксацией в изделии, установленный в неподвижной плите оформляющий элемент выполнен в виде подпружиненной относительно плиты центральной вставки и размещенных в ней по периферии с возможностью перемещения в осевом направлении относительно нее вставок с Т-образными хвостовиками, а на сопряженных поверх-, ностях подпружиненной центральной вставки и плиты выполнены смещенными относительно друг друга в продольйом направлении пазы, в которых расположены Т-образные хвостовики вставок. (Л с о сх ю
Л-А
5-5
ФигЛ
Фиг. 5
ф{/г.6
