Изобретение относится к цветной металлургии, а именно к производству алюминиевых сплавов, содержащих титан и бор
Цепью изобретения является повышение степени извлечения бора в сплав алю- мчний-ти ган-бор.
Изобоетение заключается в том, что в способе получения сплава алюминий-ти- тан-бор, включающем заливку в печь жидкого алюминия, нанесенного на его поверхность слоя покровного флюса, содер- жэщего хлористый калий, введение под слой флюса фторбсрата калия, губчатого титана, перемешивание и разливку, перед на- нег-днием покровного флюса температуру жидкого алюминия поддерживают в пределах 6.70 690°С, в состав покровного флюса
дополнительно вводят криолит при соотношении хлорида калия и криолита (7-15): 1, а после введения фторбората калия температуру расплава повышают до 850-900°С.
Сущность способа заключается в следующем
Солевая смесь хлорида калия и криолита, взятая в соотношении масс (7-15): 1 и нанесенная на поверхность расплавленного алюминия при 670-690°С, находится в твердом состоянии, так как температура плавления предлагаемой солевой композиции 750-765°С. Влага, содержащая в небольшом количестве в исходной смеси солей, испаряется, что приводит к уплотнению твердой солевой фазы, созданию механически прочной, газонепроницаемой
о vj
го
солевой корки. К тому же, частицы солевой фазы из слоя, прилегающего к поверхности расплавленного алюминия, находятся в состоянии предплавления, они пластичны, что позволяет им перекрывать отверстия между твердыми частицами, расположенными выше, тем самым дополнительно усиливаются газонепроницаемость и механическая прочность солевой корки. Повышению прочности и газонепроницаемости солевой корки способствует также процесс спекания хлорида калия и криолита, имеющий место при температурах, близких к температуре плавления солевой смеси. Фторборат вносится под слой твердого флюса. Вначале процесса, когда идет интенсивное усвоение бора алюминием, жидкий фторборат калия располагается между жидким алюминием и твердой солевой фазой. Наличие газонепроницаемой прочной солевой корки снижает выход в атмосферу печи летучих соединений бора, что способствует дополнительному усвоению бора жидким алюминием.
Пределы интервала температуры нанесения флюса на поверхность алюминия обосновываются следующим. Нижний предел (670°С) всего на 10°С выше температуры затвердевания алюминия. Снижение нижнего предела создает угрозу проведению самого процесса получения сплава, так как возможно затвердевание алюминия после нанесения на его поверхность флюса Верхний предел (690°С) близок к температуре плавления флюса, и превышение температуры выше 690°С приводит к быстрому переходу в жидкость твердой солевой фазы после введения фторбората калия Пределы соотношения масс хлорида калия и криолита выбраны, исходя из следующих соображений. Снижение соотношения масс хлорида калия и криолита после нижнего предела приводит к сближению температур плавления солевой фазы и процесса получения сплава алюминий-титан-бор; солевая корка размягчается, теряются механическая прочность и газонепроницаемость, т.е. повышаются потери бора с газовой фазой. Увеличение соотношения масс хлорида калия и криолита выше 15:1 не влияет на механическую прочность и газонепроницаемость солевой корки, так как приводит х незначительному уменьшению массовой доли криолита в солевой смеси, что не влечет за собой коренных изменений в спекае- мости солевой смеси и ее температуре плавления.
После введения фторбората калия под слой покровного флюса необходимо повысить температуру расплава до 850-900°С. Это обусловлено необходимостью равно
мерного распределения образующихся ин- термеллических соединений по всему объему сплава. При температуре ниже 850°С интерметаллиды плохо растворяются и концентрируются в данной части сплава. Увеличение температуры выше практически не влияет на осаждение соединений титана и бора.
Пример, Сплав готовят в индукцион0 ной печи ИАТ-6. В печь заливают 4000 кг жидкого алюминия. На поверхность расплава наносят смесь твердых солей хлорида калия и криолита толщиной 0.07 м. Под корпус солей при 670-690°С вводят порциями
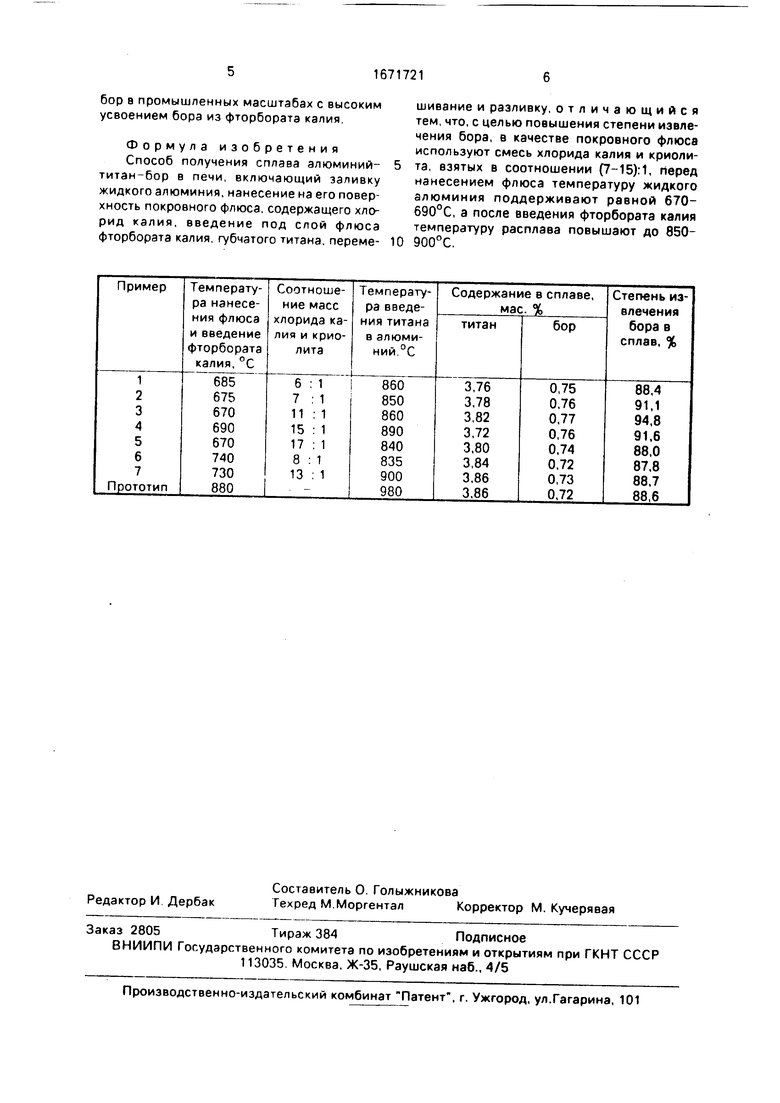
5 фторборат калия. Загрузка каждой порции завершается 2-минутным перемешиванием расплава. После загрузки последней порции расплав перемешивают 45 мин, повышают температуру до 850-900°С. вво0 дят губчатый титан, перемешивают сплав 30-45 мин и разливают. Результаты извлечения бора в сплав при получении сплава алюминий-титан-бор представлены в таблице.
5Параллельно для сравнения проводят
получение лигатуры по способу-прототипу. В печь заливают алюминий, нагревают до 880°С, поверхность расплавленного алюминия покрывают слоем жидкого хлористого
0 калия, вводят порциями фторборат калия и титановую губку при непрерывном перемешивании расплава. После полного введения всех компонентов сплав перемешивают 45 мин и разливают.
5Как видно из приведенных данных, применение предлагаемого способа по сравнению с известным обеспечивает увеличение степени извлечения бора в сплав за счет образования плотного газонепроницаемою
0 слоя (корки) смеси хлорида калия и криолита, нанесенных на поверхность расплава; извлечение бора в сплав в предлагаемом способе на 2,5-6,2% выше, чем в способе- прототипе (см.таблицу, примеры 2-4).
5 Кроме того, из таблицы видно, что при осуществлении способа с параметрами, выходящими за заявляемые граничные значения, положительный эффект не достигается. Предлагаемый способ обеспечивает
0 более высокую экологическую чистоту процесса по сравнению с известным, так как снижается количество газообразных выбросов в процессе получения сплава алюминий- титан-бор за счет снижения температуры,
5 при которой в расплавленный алюминий вводятся фторборат калия, а также за счет создания на поверхности расплава плотной, спеченной газонепроницаемой корки.
Применение предлагаемого способа позволит получить сплав алюминий титан бор в промышленных масштабах с высоким усвоением бора из фторбората калия.
Формула изобретения Способ получения сплава алюминий- титан-бор в печи, включающий заливку жидкого алюминия, нанесение на его поверхность покровного флюса, содержащего хлорид калия, введение под слой флюса фторбората калия, губчатого титана, переме0
шивание и разливку, отличающийся тем, что, с целью повышения степени извлечения бора, в качестве покровного флюса используют смесь хлорида калия и криолита, взятых в соотношении (7-15):1, перед нанесением флюса температуру жидкого алюминия поддерживают равной 670- 690°С, а после введения фторбората калия температуру расплава повышают до 850- 900°С.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения лигатуры для модифицирования алюминиевых сплавов | 1991 |
|
SU1774964A3 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ АЛЮМИНИЙ-ТИТАН-БОР В ПЕЧИ | 1992 |
|
RU2040573C1 |
| Способ получения лигатуры для модифицирования алюминиевых сплавов | 1989 |
|
SU1696551A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНСОДЕРЖАЩЕГО АЛЮМИНИЕВОГО СПЛАВА | 2008 |
|
RU2394927C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ АЛЮМИНИЙ-СКАНДИЙ | 2013 |
|
RU2507291C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ АЛЮМИНИЙ-ТИТАН-БОР | 2001 |
|
RU2215810C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ АЛЮМИНИЙ-СКАНДИЙ, ФЛЮС ДЛЯ ПОЛУЧЕНИЯ ЛИГАТУРЫ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2361941C2 |
| Флюс для рафинирования первичного алюминия | 2022 |
|
RU2791654C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЛИГАТУРЫ АЛЮМИНИЙ-ТИТАН-БОР | 1997 |
|
RU2138572C1 |
| ФЛЮС ДЛЯ МОДИФИЦИРОВАНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2023 |
|
RU2808313C1 |
Изобретение относится к цветной металлургии, а именно к производству алюминиевых сплавов, содержащих титан и бор. Целью изобретения является повышение степени извлечения бора. Согласно изобретению осуществляют заливку в печь жидкого алюминия, нанесение на его поверхность слоя покровного флюса, содержащего хлористый калий, введение под слой флюса фторбората калия, губчатого титана, перемешивание и разливку. Перед нанесением покровного флюса температуру жидкого алюминия поддерживают в пределах 670 - 690°С. В состав покровного флюса дополнительно вводят криолит при соотношении масс хлорида калия и криолита (7 - 15) : 1. После введения фторбората калия температуру расплава повышают до 850 - 900°С. Частицы солевой фазы, прилегающей к поверхности расплавленного алюминия, находятся в состоянии предплавления, они пластичны. Это усиливает газонепроницаемость и механическую прочность солевой корки. Повышению прочности способствует процесс спекания хлорида калия и криолита при температурах процесса. 1 табл.
| Напалков В И и др Пигатуры для производства алюминиевые и магниевых сплавов - М | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
