ИзоОре i ение относится к строительству преимущественно промышленных зданий, в частности к стеновым панелям ограждающих конструкций, внутренних перегородок, и может быть использовано в других сооружениях и консфукциях различного функционального назначения.
Цель изобретения - увеличение жесткости путем повышения эффективности совместной работы обшивок и ребер каркаса и снижения трудоемкости изготовления.
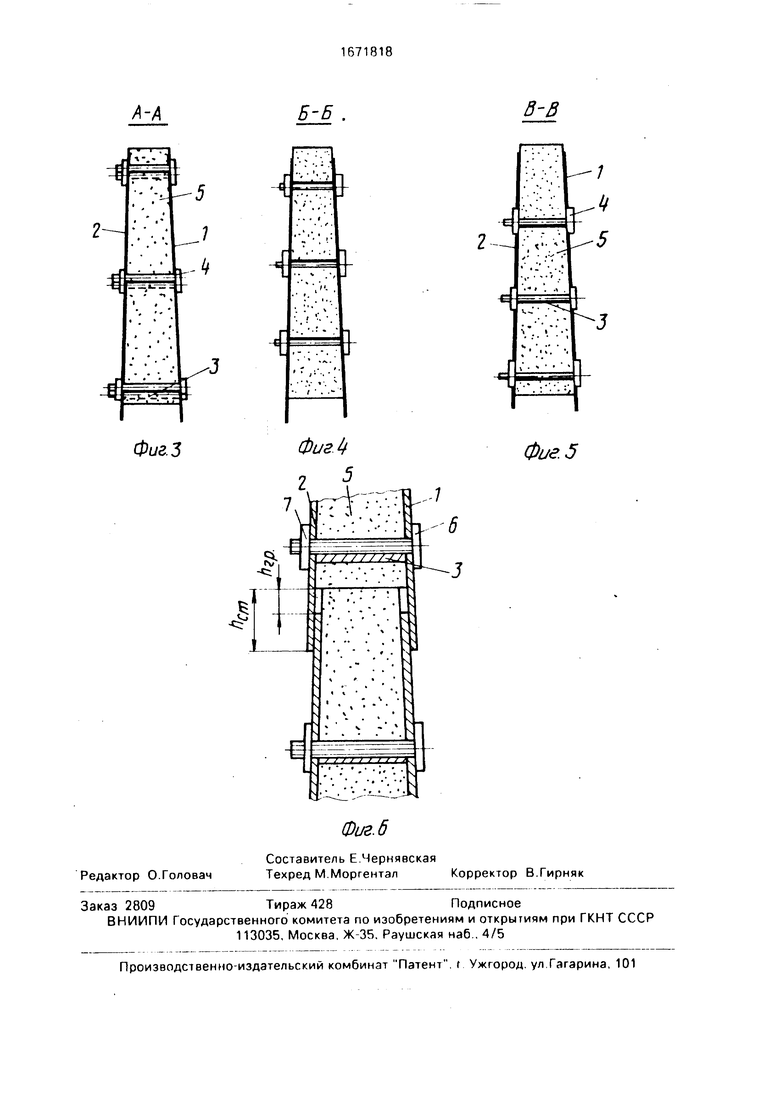
На фиг. 1 изображена панель с прямолинейными ребрами, общий вид; на фиг.2 то же, с волнообразными ребрами; на фиг.З разрез А А на фиг.1; на фиг.4 - разрез Б Б на фиг 2; на фиг.5 - разрез В-В на фиг.2; на фиг.6 узел стыка панелей,
Слоистая панель состоит из обшивок 1 и 2 ребер 3 стяжных элементов 4 и заполнителя 5.
Обшивки 1 и 2 изготовлены из листового конструкционного материала типа стеклопластика, фанеры, а ребра 3 из того же или другого материала с низкой теплопро- водимостью в виде полос.
Стяжные элементы 4 представляют собой болты 6 с развитой головкой и плоские нестандартные гайки 7 из материала с низкой теплопроводностью, например,из стек лопластика, пластмассы.
В качестве заполнителя используют зали- вочный пенопласт типа ФРП (фенолформальде- гидный резольный), ППУ (пенополиуретановый) Обшивки 1 и 2 по высоте расположены с наклоном к вертикали под углом rt величина которого зависит от их толщины и высоты панели, а ребра 3 вследствие этого имеют разную ширину. Ширина верхнего ребра определена минимально допустимой толщиной заполнителя для данной панели исходя из теплотехнического расчета, а ширина нижнего больше верхнего на две толщины обшивок.
Верхняя часть панели представляет со бой гребень из заполнителя, высота которо го определяется исходя из прочностных свойств материала заполнителя. Для пено пласта ФРП высота гребня hrp 20-30 мм является достаточной.
Нижняя часть панели представляет со бой паз, образованный обшивками и заполнителем, который обеспечивает взаимную фиксаю панелей при монтаже и надежную герметизацию горизонтальных стыков.
Стяжные элементы установлены вдоль панели в отверстиях выполненных в обшив ках с расчетным шагом а и со смещением по вертикали относительно друг друга на толщину ppf ipa н каждом ряду Количество рядов :пррр .гии принимается конструктив
но по количеству ребер но не менее двух Из ус/юнии технологичности заливки заполнителя в каркас при изготовлении панели и стыковки панелей при монтаже отверстия
крайних рядов выполнены так, что расстояние от габаритов стяжных элементов до краев панели не менее чем на 50 мм больше высоты стыка hu.
Изготавливают каркас панели по следу0 ющей технологии.
В листах обшипок 1 и 2 совместно сверлят отверстия под стяжные элементы 4 с расчетным шагом а и со смещением относительно друг друга по вертикали на толщину
5 ребра в каждом ряду. В нижние отверстия каждого ряда заводят болты 6 стяжных элементов и навинчивают гайки 7, обеспечивая при этом возможность перемещения обшивок вдоль стяжных элементов на расстоя0 ние большее ширины ребра нижнего ряда. Обшивки устанавливают вертикально по длине, раздвигают их и на стяжные элементы, начиная с нижнего ряда, заводят ребра определенной ширины. В верхние отвер5 стия рядов вставляют болты стяжных элементов и навинчивают гайки. После этого гайки всех стяжных элементов затягивают до упора обшивок в ребра.
Каркас панели с волнообразными ре0 брами изготавливают следующим образом. В листах обшивок 1 и 2 совместно сверлят отверстия под стяжные элементы 4 с расчетным шагом а и со смещением по вертикали относительно друг друга на две эмп5 литуды принятой волны ребер 3. В верхние отверстия рядов заводят болты 6 стяжных элементов и навинчивают гайки 7, обеспечивая при этом возможность перемещения обшивок вдоль стяжных элементов на рас0 стояние, большее ширины нижнего ребра. Обшивки устанавливают вертикально по длине и раздвигают их. На стяжные элементы нижнего ряда укладывают ребро и последовательно выгибают его на участках между
5 стяжными элементами на расстояние, большее двух амплитуд принятой волны. Устанавливают нижние стяжные элементы, фиксируя волнообразную форму ребра. Последующие ребра монтируются аналогично.
0 Установив верхнее ребро, затягивают гайки зсех стяжных элементов панели до упора обшивок в ребра.
Собранные каркасы панелей с прямолинейными или волнообразными ребрами ус5 танавливают вертикально на торец в специальной кассете, изготовленной по размеру панели. Для образования в конструкции панели гребня из заполнителя и паза, образованного обшивками и заполнителем, в кассе- те по длине панели устанавливаются
вкладыши необходимых гепме t ричш г НА размеров Заливку всменинающеигч ы заполнителя производят равномерно во иге отсеки каркаса образованные обшивками ребрами и вкладышами
При использовании слоистой панели предлагаемой конструкции простота конст рукции и технологии изготовления несложная дешевая оснастка позволяют организовать производство панелей в условиях строшель но-монтажногоучасткасилами рабочих невы сокой квалификации что резко снижает трудоемкость операции повышается жеы кость панели в сравнении с известными за счет включения в совместную работу обши вок, ребер и заполнителя так как стяжные элементы обеспечивают фиксированное положение ребер относительно обшивок Кро ме того, обеспечивается надежная защита стыков панелей от атмосферных осадков за счет пары гребень-паз
Ф о р м i,i изобретения 1 Слоист iq пенпвая панель включим щэя обшивки ребра каркаса стяжные ые менты и чапо пине и отличающаяся тем чю с це ц.ю увеличения жесткости пу тем повышения эффективности совместной работы обшивок и ребер каркаса и снижения трудоемкости изготовления, ребра кар- кз 3 выполнены в виде полос из листового материала ширина которых последовательно увеличивается с основанию панели, причем полосы установлены горизонтально между стяжными элементами размещенными вдоль панели поочередно с обеих сторон полос
2Панель по п 1 отличающаяся тем, что, с целью увеличения площади контакта обшивок с ребрами, полосы волнообразно огибают стяжные элементы.
3Панель поп 1 и 2 отличающаяся тем, что верхняя часть панели выполнена
в виде гребня образованного заполнителем, а нижняя часть в виде ответного паза, между обшивками и заполнителем

| название | год | авторы | номер документа |
|---|---|---|---|
| Панель крыла или оперения летательного аппарата из слоистых композиционных материалов | 2019 |
|
RU2734147C1 |
| СЛОИСТОЕ ИЗДЕЛИЕ С ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ ИЗ ВОЛОКНИСТОГО ПЛАСТИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2144469C1 |
| Слоистая панель | 1973 |
|
SU573552A1 |
| ИНТЕГРАЛЬНАЯ ПАНЕЛЬ МИНИМАЛЬНОЙ МАССЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ОБВОДООБРАЗУЮЩИХ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2013 |
|
RU2542801C2 |
| ОБОЛОЧКА ОТСЕКА ГЕРМЕТИЧНОГО ФЮЗЕЛЯЖА МАГИСТРАЛЬНОГО САМОЛЕТА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475412C1 |
| КОНСТРУКЦИЯ РАЗМЕРОСТАБИЛЬНОЙ ПЛАТФОРМЫ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2674205C1 |
| Слоистая панель | 1979 |
|
SU806833A1 |
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |
| Слоистая панель | 1980 |
|
SU870635A1 |
| Предварительно-напряженная панель перекрытия | 1979 |
|
SU977637A1 |
Изобретение относится к строительству преимущественно промышленных зданий, в частности к стеновым панелям ограждающих конструкций, внутренних перегородок, и может быть использовано в других сооружениях и конструкциях различного функционального назначения. Цель изобретения - увеличение жесткости панели путем повышения эффективности совместной работы обшивок и ребер каркаса и снижения трудоемкости изготовления. Слоистая панель включает обшивки 1, 2, ребра 3, стяжные элементы 4 и заполнитель 5 из пенопласта. Ребра 3 выполнены из листового материала в виде полос, ширина которых в каждом последующем ряду изменяется пропорционально углу наклона обшивок 1 и 2, определяемого толщиной обшивок 1 и 2 и высотой панели, и установлены горизонтально между стяжными элементами 4. Стяжные элементы 4 размещены вдоль панели в отверстиях обшивок со смещением относительно друг друга на толщину ребра. В другом варианте панели ребрам 3 придают волнообразную форму путем поочередного огибания стяжных элементов 4, которые размещены вдоль панели в отверстиях обшивок со смещением относительно друг друга на две амплитуды принятой волны. Верх панели выполнен в виде гребня из заполнителя 5, а низ - в виде паза, образованного обшивками 1, 2 и заполнителем 5. 2 з.п. ф-лы, 6 ил.
А -1
J
А -А
Б-Б .
4
4
}Фиг.З
Фиг.1}
В-В
4
г
Фие.5
| Губенко А Б Новое в технологии изготовления трехслойных конструкций - М Стройиздат, 1972, с 19 Авторское свидетельство СССР №573552 кл Е 04 С 2/26 1977 Авторское свидетельство СССР Ns 1135877, кл Е 04 С 2/32, 1985 |
