Изобретения относятся к изготовлению многослойного изделия из термореактивного пластика с волокнистым заполнителем в виде прямоугольного гофра, полученного прессованием, и могут быть использованы в авиа- и судостроении при изготовлении панелей интерьеров, перегородок и т.д.
Известно изделие из ленточного полимера с гофром треугольной формы, которое может быть заполнителем слоистых конструкций, имеющих высокую прочность [ав. св. СССР N 656484, кл. B 29 C 53/24, 1979] - [1].
Недостатком многослойного изделия с таким заполнителем является его большая удельная масса и вследствие этого невысокая удельная жесткость (отношение площади панели, обеспечивающей заданную жесткость, к ее массе). Изделие с гофрированным заполнителем такой конструкции неприменимо к использованию в самолетостроении, где применимы достаточно жесткие при легкой массе (то есть с большей удельной жесткостью) композиционные материалы с термореактивными связующими. Кроме вышеуказанного недостатком известного гофрированного заполнителя и изделия из него является их высокая себестоимость из-за высокой стоимости оборудования для изготовления заполнителя.
Способ изготовления этого гофрированного изделия из ленточного полимерного материала заключается в нагреве заготовки до размягченного состояния, образовании гофр путем механического введения заготовки в свободном состоянии в последовательно расположенные полости в одну за другой с последующим вакуумированием заготовок [1].
Недостатком этого способа изготовления гофрированного изделия является невозможность использования композиционных материалов с термореактивными связующими, применяемыми в самолетостроении для изготовления изделий с высокой удельной жесткостью. Стоимость применяемого оборудования по этому способу очень высока, что приводит к высокой стоимости подготовки производства.
Известна конструкция многослойных панелей, оболочек с усиленным гофрированным заполнителем, которая включает поперечно-гофрированное полотно, дублированное с подложкой, из которой образованы связи, с образованием заготовки среднего слоя, соединенной клеевым соединением с обшивками [ав. св. СССР N 1785914, B 32 B 3/28, 1993] - [2].
Недостатком этой конструкции является ее неприменимость для изготовления многослойных панелей из волокнистых заполнителей с малой (менее 10 мм) высотой и малым (менее 10 мм) шагом ребер, которые широко применяются в авиации. Помимо этого себестоимость изготовления данной конструкции многослойной панели очень высока из-за большого количества оснастки и большой трудоемкости изготовления связей, усиливающих прочность заполнителя.
Способ изготовления вышеописанных панелей с усиленным гофрированным заполнителем заключается в дублировании поперечно-гофрированного полотна с подложкой, из которой образуют заготовки связей, путем нанесения на ней линий изгиба и прорезки подложки между гофрами по П-образному контуру с ориентацией боковых сторон контура вдоль гофр, после чего их вводят между стенками гофр полотна и скрепляют с ними; полученная заготовка склеивается с наружными несущими слоями. Введение связей между стенками гофр осуществляют путем отгиба заготовок внутрь гофра [2].
Недостатком этого способа является невозможность применения этого способа при изготовлении панелей с волокнистым заполнителем с малой (менее 10 мм) высотой и с малым (менее 10 мм) шагом ребер, широко применяемых в самолетостроении.
Кроме этого стоимость изготовления данным способом высокая из-за большого количества оснастки и высокой трудоемкости изготовления связей.
Наиболее близким техническим решением (прототипом) к заявляемой конструкции слоистого изделия является многослойное изделие из пластика с гофрированным заполнителем в виде трапеции в поперечном сечении, который соединен с верхней и нижней обшивками механическими скобами и клеевым соединением. Материалом этой конструкции может быть волокнистый наполнитель, пропитанный полимерным связующим [ав. св. СССР N 642196, кл. B 29 D 9/00, 1979] - [3].
Недостатком прототипа является невозможность формирования такой конструкции при малых размерах панелей (с заполнителем, ребро гофра которого высотой менее 10 мм и шаг гофрирования менее 10 мм).
Также прототип имеет высокую удельную массу, так как для получения достаточной жесткости панели при большом шаге гофрирования потребуется увеличить толщину обшивки и стенок гофра, и она составит у прототипа не менее 1 мм, то есть конструкция прототипа имеет невысокую удельную жесткость.
Кроме этого декоративный вид панели портят скобы.
Себестоимость слоистого изделия высока из-за высокой стоимости его изготовления, что обусловлено значительной трудоемкостью сшивания заполнителя и обшивки скобами.
Наиболее близким техническим решением к заявляемому способу, его прототипом, является способ изготовления слоистых конструкций по [3].
Способ изготовления данного многослойного изделия включает в себя следующие операции: изготовление гофрированного заполнителя любым из известных способов, установка его в обшивку, механическое сшивание скобами обшивки с заполнителем, подпрессовка обшивки с гофром изнутри с образованием клеемеханического соединения [3].
Способ-прототип применим для используемых в авиастроении композиционных материалов с термореактивными связующими.
Недостатком прототипа-способа является невозможность формования этим способом панелей малых размеров (с высотой ребра гофра заполнителя менее 10 мм и шаге гофрирования менее 10 мм), а изготавливаемые этим способом панели больших размеров имеют высокую удельную массу из-за невозможности получения обшивки панелей тоньше 1 мм при большом шаге гофрирования без потери ее жесткости. Следовательно, способ-прототип не обеспечит изготовление панелей с высокой удельной жесткостью.
Операция по сшиванию заполнителя и обшивки скобами увеличивает трудоемкость изготовления изделия способом-прототипом, а скобы ухудшают декоративный вид панели.
Для опрессовки изделия изнутри требуется применение для этой цели специализированного оборудования, что удорожает себестоимость способа.
Технической задачей, решаемой изобретениями на слоистое изделие и способ его изготовления, является устранение вышеуказанных недостатков, то есть получение изделия с высокой удельной жесткостью, расширение номенклатуры изготовляемых изделий и снижение себестоимости их изготовлении.
Технические результаты, получаемые в результате решения изобретения на слоистое изделие с гофрированным заполнителем - это:
- получение высокой жесткости панели, обеспеченной высокой прочностью композиционного материала (волокнистого наполнителя, пропитанного полимерным связующим);
- получение слоистого изделия любого размера, в том числе с высотой ребер гофров заполнителя менее 10 мм и шаге гофрирования менее 10 мм;
- получение обшивки весьма малой толщины (0,3 мм), то есть получение слоистого изделия с малой удельной массой;
- устранение скоб, сшивающих обшивку с заполнителем, и получение гладкой поверхности изделия.
Эти технические результаты достигаются тем, что в известном слоистом изделии, содержащем верхнюю и нижнюю параллельно расположенные обшивки, заполнитель, выполненный, как и обшивки, из волокнистого наполнителя, пропитанного полимерным связующим и изготовленного в виде гофра, жестко соединенного с обшивками по плоскостям его верхушек клеевым соединением, в нем согласно изобретению на слоистое изделие, заполнитель выполнен в виде ряда сдвоенных гофров прямоугольной формы, склеенных внутри каждого ряда между собой по вертикальным касательным стенкам совмещенных гофр.
Кроме того, такие технические результаты, как:
- повышение жесткости слоистого изделия;
- получение слоистого изделия любых габаритов с гофрами заполнителя любых размеров;
- снижение удельной массы изделия, достигаются за счет того, что заполнитель может состоять из двух или более рядов сдвоенных гофров, каждый ряд которых размещен между двумя параллельными обшивками, примыкающие плоскости которых склеены, при этом плоскость ребер гофров каждого ряда заполнителя ориентирована по отношению к плоскости ребер гофров любого другого ряда под углом от 0o до 90o, а высота гофров разных рядов заполнителя одинакова и/или различна по величине.
Технические результаты, получаемые в результате решения изобретения на способ изготовления слоистого изделия - это:
- получение панелей с высокой жесткостью, обеспеченной высокой прочностью применяемого материала (волокнистого наполнителя, пропитанного полимерным связующим);
- получение слоистого изделия любого размера, в том числе с высотой ребер гофров заполнителя менее 10 мм и шаге гофрирования менее 10 мм;
- получение обшивки весьма малой толщины (0,3 мм), то есть получение слоистого изделия с малой удельной массой;
- устранение операции опрессовки изделия изнутри его и исключение тем самым специализированного оборудования для этого;
- устранение операции сшивания заполнителя с обшивкой скобами и, тем самым, исключение оборудования для этого;
- получение гладкой поверхности изделия.
Эти технические результаты достигаются тем, что в известном способе изготовления слоистого изделия, включающем изготовление верхней, нижней обшивок и гофрированного заполнителя из волокнистого наполнителя, пропитанного полимерным связующим, присоединение гофрированного заполнителя к обшивке путем прессования с образованием клеевого соединения по плоскостям верхушек гофров, в нем, согласно изобретению на способ изготовления слоистого изделия, заполнитель формируют прессованием поэтапно, вначале изготавливают два открытых полугофра с гофрами треугольной формы одинаковой высоты и толщины и с двумя последовательно чередующимися шагами гофрирования, затем каждый полугофр прессуют в пресс-форме с пазами под гофры прямоугольной формы с высотой гофра, равной длине ребра треугольного гофра, с двумя последовательно чередующимися шагами гофрирования, соответственно равными по величине шагам гофрирования открытого полугофра, одновременно с верхней или нижней обшивкой до образования соответственно верхней или нижней полупанели, после чего выступы гофров верхней полупанели, смещенные относительно гофров нижней полупанели на любой из двух упомянутых по величине шагов гофрирования, совмещают в одной плоскости с соответствующими впадинами гофров нижней полупанели до упора с образованием жесткого клеевого соединения по плоскостям касания вертикальных стенок совмещенных гофров, для чего разность двух чередующихся величин шагов гофрирования делают равной двукратной толщине стенки гофра.
Кроме того, такие технические результаты, как:
- повышение жесткости слоистого изделия;
- получение слоистого изделия любых габаритов с гофрами заполнителя любых размеров;
- снижение удельной массы изделия,
достигаются и за счет того, что слоистое изделие могут формировать путем прессования многослойным из 2n параллельно расположенных полупанелей с различной и/или одинаковой высотой ребра ряда сдвоенных гофров каждой пары полупанелей, размещая перед этим каждую пару полупанелей относительно смежной пары так, чтобы плоскость ребер гофров каждой пары полупанелей, образующей ряд сдвоенных гофров, была ориентирована относительно другого ряда любой другой пары полупанелей под углом от 0o до 90o, и совмещая затем нижнюю обшивку верхней пары полупанелей с верхней обшивкой нижней примыкающей пары полупанелей до упора с образованием жесткого клеевого соединения по плоскостям соответствующих примыкающих обшивок, после чего слоистое изделие, при необходимости, обрезают по торцам обшивок, где n = 2,3,4.... и т.д.
На фиг. 1 представлено слоистое (трехслойное) изделие, изготовленное из одной пары полупанелей, поперечный разрез; для наглядности нижняя полупанель закрашена в черный цвет;
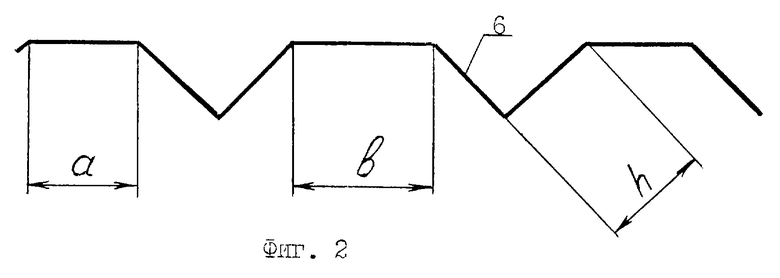
на фиг. 2 - открытый полугофр - изделие первого этапа формирования слоистого изделия с гофрированным заполнителем заявленным способом;
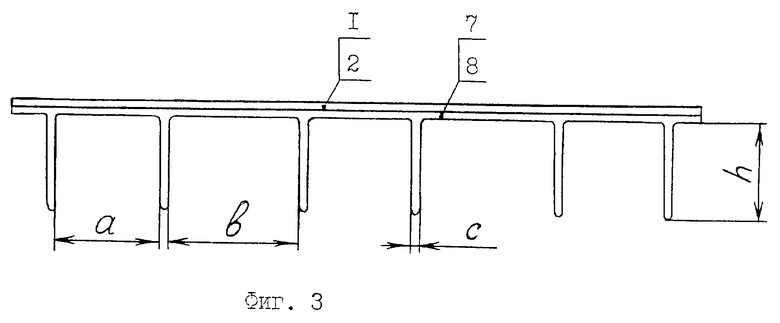
на фиг. 3 - полупанель - изделие второго этапа формирования слоистого изделия;
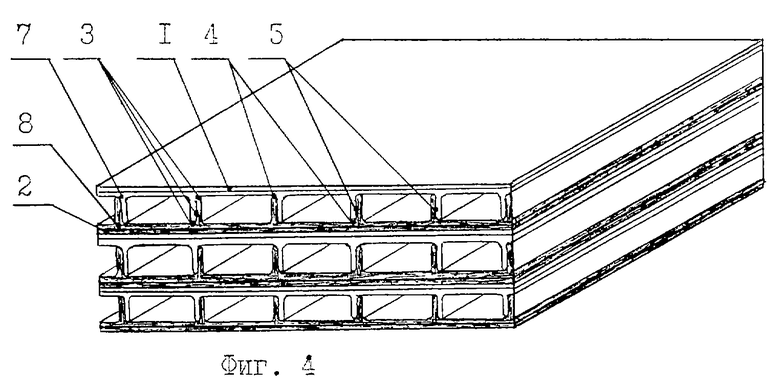
на фиг. 4 - многослойное слоистое (пятислойное) изделие, изготовленное из шести полупанелей (трех пар) с углами α ориентации плоскости ребер рядов сдвоенных гофров разных пар полупанелей 0o-0o-0o с одинаковой высотой ребра гофров этих рядов;
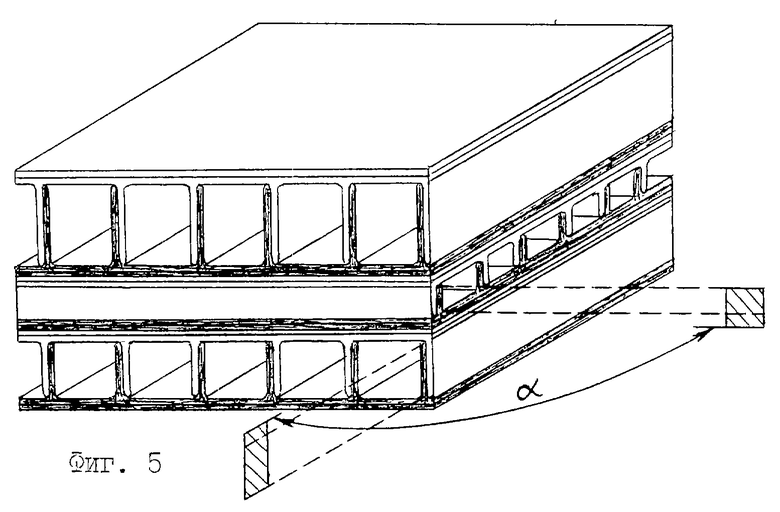
на фиг. 5 - многослойное слоистое (пятислойное) изделие, изготовленное из шести полупанелей (трех пар) с углами α ориентации плоскости ребер рядов сдвоенных гофров разных пар полупанелей 0o-90o-0o с разной высотой ребра рядов сдвоенных гофров разных пар полупанелей;
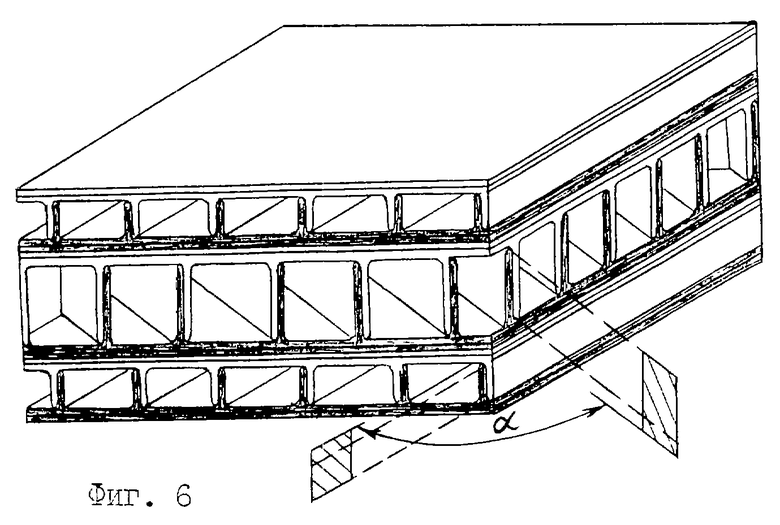
на фиг. 6 - многослойное слоистое (пятислойное) изделие, изготовленное из шести полупанелей (трех пар) с углами α ориентации плоскости ребер рядов сдвоенных гофров разных пар полупанелей 0o-45o-90o с одинаковой и с разной высотой ребра гофров этих рядов.
Слоистое изделие (фиг. 1) содержит верхнюю 1 и нижнюю 2 параллельно расположенные обшивки, заполнитель 3, выполненный, как и обшивки 1, 2, из волокнистого наполнителя, пропитанного полимерным связующим, например, из препрега - стеклоткани T-15 и связующего ФПР-520. Заполнитель 3 выполнен в виде одного ряда сдвоенных гофров прямоугольной формы (фиг.1) или n рядов сдвоенных гофров, где n = 2, 3, 4... (на фиг. 4, 5, 6 заполнитель выполнен в виде двух рядов сдвоенных гофров, то есть при n = 2). Заполнитель 3 по плоскостям 4 верхушек гофра жестко присоединен клеевым соединением (не показало) к плоскостям верхней 1 и нижней 2 обшивок. Ребра гофров одного ряда склеены внутри каждого ряда между собой по вертикальным касательным стенкам 5 совмещенных гофр (фиг. 4).
В случае изготовления многослойного слоистого изделия (фиг. 4, 5, 6) каждый ряд совмещенных гофров расположен между верхней 1 и нижней 2 обшивками, плоскости которых, если примыкают в смежных рядах друг к другу, склеены между собой соответственно: плоскость нижней обшивки верхнего ряда с плоскостью верхней обшивки смежного нижнего ряда и т.д.
Ребра гофров одного ряда склеены внутри каждого ряда между собой по вертикальным касательным стенкам 5 совмещенных гофр (фиг. 4). Высота ребер одного ряда совмещенных гофров заполнителя может быть равна высоте ребер других рядов (фиг. 4), или равна и не равна высоте ребер других рядов (фиг. 6), или не равна (фиг. 5).
Способ изготовления этого нового слоистого изделия осуществляют поэтапно в двух группах пресс-форм-полуформ.
Первая группа пресс-форм - для I этапа - формирования открытых незамкнутых полугофров 6 треугольной формы (фиг. 2) одной высоты и толщины и с переменным шагом гофрирования "a" и "b", с длиной ребра "h".
Вторая группа пресс-форм - для II этапа - формирования гофров прямоугольной формы с шагом гофрирования "a" и "b" и с толщиной ребра (стенки) каждого гофра "c" одновременно с обшивкой, то есть для формирования верхней 7 или нижней 6 полупанели или промежуточного слоя многослойного заполнителя, если формируют многослойную панель (фиг. 4).
В первую из этих групп полуформ-пресс-форм размещают готовый препрег при температуре, определяемой свойствами препрега и режимом его формования, и осуществляют прессование. После чего, получив два открытых полугофра 6 треугольной формы одинаковой высоты с шагами гофрирования "a" и "b", прессуют каждый во второй группе пресс-форм с пазами под гофры прямоугольной формы с шагами "a" и "b" одновременно с верхней или с нижней обшивкой, для чего сверху закладывается во второй группе полуформ соответствующее количество препрега для образования соответствующей обшивки. В результате получают верхнюю 7 или нижнюю 8 полупанели (фиг. 3).
Затем осуществляют III этап - формирование готового слоистого изделия с гофрированным заполнителем путем наложения соответствующих выступов гофров одной полупанели в соответствующие впадины гофров другой полупанели при смещении гофров верхней полупанели относительно гофров нижней полупанели на любой из двух шагов гофрирования "a" или "b". Разность двух чередующихся шагов гофрирования делают равной двукратной толщине стенки гофра, то есть a - b = 2c, чтобы при совмещении вышеупомянутых впадин с выступами произошел их полный контакт, где c - толщина стенки гофра.
Совмещение осуществляют путем прессования между гладкими плитами пресса до упора с образованием жесткого клеевого соединения по плоскостям касания 5 вертикальных стенок совмещенных гофров. Перед этим для склеивания на соприкасающиеся поверхности ребер гофров наносят пульверизатором или роликом адгезив (клей). В зависимости от используемых типов адгезива изготовление может проводиться с подогревом или без подогрева препрега на III этапе формования. Получается слоистое изделие с заполнителем в виде ряда сдвоенных гофров.
При изготовлении многослойного слоистого изделия адгезив может наноситься и на соприкасающиеся поверхности обшивок полупанелей. При изготовлении многослойного слоистого изделия (фиг. 4, 5, 6) на III этапе перед формованием осуществляют сборку слоев изделия по заданной программе, то есть с учетом ориентации плоскости ребер каждого ряда и с учетом высоты ребер гофров каждого ряда. После окончания сборки одинаково- или разноориентированных (α от 0o до 90o) рядов сдвоенных гофров из полупанелей с одинаковой и/или разной высотой ребра рядов сдвоенных гофров, то есть сборки требуемых габаритов изделия, его формируют прессованием между плитами до упора, а затем, в случае необходимости, обрезают выступающие торцы обшивок и слои заполнителя между ними режущей плоскостью под любым требуемым углом наклона.
Следовательно, прессуя одновременно из 2n полупанелей многослойное изделие, получаем соответственно n рядов сдвоенных гофров или 2n + 1 слоев нового многослойного изделия, учитывая обшивки, как слои. Например, при формировании изделия из 4-х полупанелей (или из 4-х полугофров) можно получить 5 слоев слоистого изделия.
В случае необходимости увеличенных требований к прочности изделия его выполняют многослойным, и расчет количества слоев определяют условия, предъявляемые к прочности данного изделия. Выбор связующего клея, режимов прессования зависит от требований, предъявляемых к панелям по механическим свойствам, теплостойкости, горючести, водостойкости и т.д.
Прессование из готового препрега, не забивающего щели пресс-форм, дает возможность формовать слоистое изделие малых размеров, то есть с шагом и высотой гофра заполнителя менее 10 мм, обеспечивая при этом высокую удельную жесткость.
Себестоимость прессования готового препрега низка, а прочность конструкции может быть увеличена за счет ее многослойности при малой удельной массе, т. к. обшивки и стенки гофров из прочных волокнистых пластиков могут быть изготовлены таким способом любой малой (от 0,3 мм) толщины.
Возможность сборки на III этапе формирования многослойного слоистого изделия любых типоразмеров с гладкой поверхностью из прочных волокнистых наполнителей и с малой удельной массой, то есть с высокой удельной жесткостью, - все это обеспечит широкое применение заявленной конструкции изделия и способа его изготовления в авиастроении и других отраслях, где требуется широкий ассортимент многослойных панелей, как например, для интерьера самолета.
Следовательно, изобретения расширяют номенклатуру слоистых изделий, обеспечивают их высокую удельную жесткость и снижают себестоимость их изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ | 2012 |
|
RU2504477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2029835C1 |
| Способ изготовления трехслойных конструкций с гофрировальным заполнителем | 1990 |
|
SU1822898A1 |
| Ячеистая панель | 1979 |
|
SU800318A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ | 2004 |
|
RU2292977C2 |
| Многослойная панель | 1980 |
|
SU968245A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ БИГОВКИ ЛИСТОВОГО МАТЕРИАЛА | 2007 |
|
RU2356674C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2352726C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 2003 |
|
RU2265552C2 |
Изобретение относится к изготовлению многослойного изделия из термореактивного пластика с волокнистым заполнителем в виде прямоугольного гофра, полученного прессованием, и может быть использовано в авиа- и судостроении при изготовлении панелей интерьеров, перегородок и т.д. Слоистое изделие содержит верхнюю и нижнюю параллельно расположенные обшивки и заполнитель, выполненные из волокнистого наполнителя, пропитанного полимерным связующим. Заполнитель выполнен в виде ряда сдвоенных гофров прямоугольной формы. Гофры склеены внутри каждого ряда между собой по вертикальным касательным стенкам совмещенных гофр. Гофры жестко соединены с обшивками по плоскостям их верхушек клеевым соединением. Способ изготовления слоистого изделия включает изготовление верхней и нижней обшивок и гофрированного заполнителя. Затем присоединяют гофрированный заполнитель к обшивке путем прессования с образованием клеевого соединения по плоскостям верхушек гофров. Заполнитель формируют прессованием поэтапно. Вначале изготавливают два открытых полугофра с гофрами треугольной формы одинаковой высоты и толщины и с двумя последовательно чередующимися шагами гофрирования. Затем каждый полугофр прессуют в пресс-форме с пазами под гофры прямоугольной формы с высотой гофра, равной длине ребра треугольного гофра, с двумя последовательно чередующимися шагами гофрирования, соответственно равными по величине шагам гофрирования открытого полугофра. Прессование осуществляют одновременно с верхней или нижней обшивкой до образования соответственно верхней или нижней полупанели. После этого выступы гофров верхней полупанели, смещенные относительно гофров нижней полупанели на любой из двух шагов гофрирования, совмещают в одной плоскости с соответствующими впадинами гофров нижней полупанели до упора, при этом образуют жесткое клеевое соединение по плоскостям касания вертикальных стенок совмещенных гофров. Для этого разность двух чередующихся величин шагов гофрирования делают равной двукратной толщине стенки гофра. Изобретение позволяет получать изделия с высокой удельной жесткостью, расширяет номенклатуру изготавливаемых изделий и снижает себестоимость их изготовления. 2 с. и 2 з.п-ф-лы, 6 ил.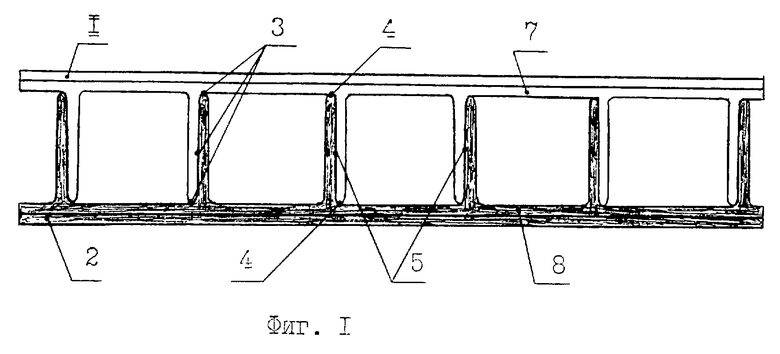
| Устройство для изготовления слоистых конструкций | 1976 |
|
SU642196A1 |
| Способ изготовления ячеистого листа из полимерного материала | 1980 |
|
SU1033353A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| Многослойная панель | 1982 |
|
SU1028808A2 |
| Агрегат для непрерывного изготовления из термопластов многослойного полотна | 1974 |
|
SU503729A1 |
| US 4267223 A, 12.05.81 | |||
| US 3758354 A, 15.10.70 | |||
| US 4035539 A, 12.07.77 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИАРИЛЕНХИНОНОВ | 0 |
|
SU299518A1 |
| DE 3104022 A, 17.12.81. | |||

