Изобретение относится к неразрушающему контролю качества поверхности изделий и может быть использовано в линиях отделки металлургических и машиностроительных заводов при автоматическом контроле изделий, например листового и сортового проката.
Цель изобретения - повышение точности за счет устранения изменения величины сигнала от дефекта в зависимости от угла поворота преобразователя-градиентометра.
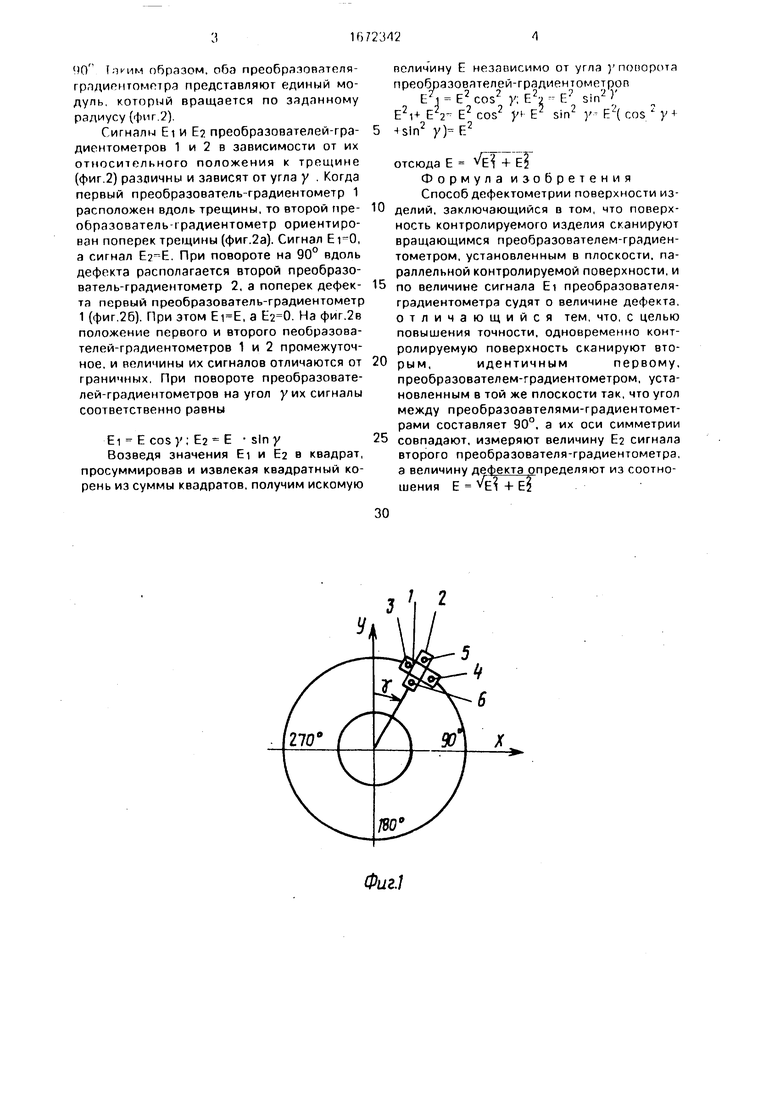
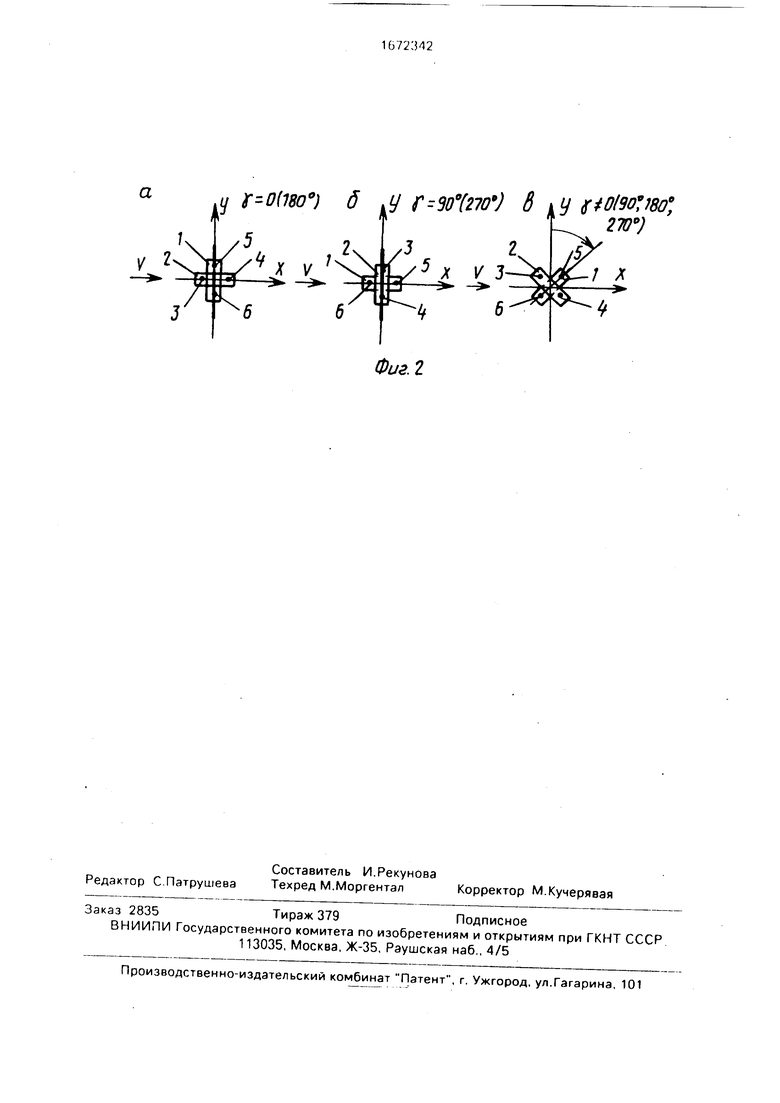
На фиг.1 представлена схема осуществления способа: на фиг.2 - различные положения преобразователей-градиентометров относительно трещины, где V-направление
движения преобразователя, у- угол между трещиной и преобразователями-градиентометрами.
Схема содержит два преобразователя- градиентометра 1 и 2, включающих соответственно полузоны 3, 4 и 5, 6.
Способ осуществляется следующим образом.
На поверхность контролируемого изделия устанавливают два идентичных преобразователя-градиентометра, которые располагают в плоскости, параллельной поверхности изделия. Оба преобразователя- градиентометра имеют общую вертикальную ось (ось симметрии), но повернуты один относительно другого на угол
о VJ
ю со
Јь
го
Ч(У Т;1ким образом, оба преобраэовзтеля- грлдиентометра представляют единый модуль, который вращается по заданному радиусу (фиг.2).
Сигналы EI и Е2 преобразователей-градиентометров 1 и 2 в зависимости от их относительного положения к трещине (фиг.2) различны и зависят от угла у . Когда первый преобразователь-градиентометр 1 расположен вдоль трещины, то второй преобразователь-градиентометр ориентирован поперек трещины (фиг.2а). Сигнал , а сигнал . При повороте на 90° вдоль дефекта располагается второй преобразователь-градиентометр 2, а поперек дефекта первый преобразователь-градиентометр 1 (фиг.26). При этом , а . На фиг.2в положение первого и второго пеобразова- телей-градиентометров 1 и 2 промежуточное, и величины их сигналов отличаются от граничных. При повороте преобразователей-градиентометров на угол у их сигналы соответственно равны
EI Е cosy; E2 Е sin у
Возведя значения EI и Е2 в квадрат, просуммировав и извлекая квадратный корень из суммы квадратов, получим искомую
величину Е независимо от угла у попорота преобразователей-градиентометроп
с. с2
-isin
1+ EV Е 2У)Р.2
EVE2cov/;F-rE
л. Г Ј
cos у
sin
2)
2/
sin y- EX cos у
0
5
0
5
отсюда Е iT-f E
Формула изобретения Способ дефектометрии поверхности изделий, заключающийся в том, что поверхность контролируемого изделия сканируют вращающимся преобразователем-градиентометром, установленным в плоскости, параллельной контролируемой поверхности, и по величине сигнала Ei преобразователя- градиентометра судят о величине дефекта, отличающийся тем, что, с целью повышения точности, одновременно контролируемую поверхность сканируют вторым,идентичнымпервому, преобразователем-градиентометром, установленным в той же плоскости так, что угол между преобразоавтелями-градиентомет- рами составляет 90°. а их оси симметрии совпадают, измеряют величину Е2 сигнала второго преобразователя-градиентометра, а величину дефекта определяют из соотношения Е VE + в2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ГЛУБИНЫ ДЕФЕКТА В ФЕРРОМАГНИТНОМ ИЗДЕЛИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2034235C1 |
| Способ определения механических свойств изделий из ферромагнитных материалов | 1986 |
|
SU1388776A2 |
| Способ магнитного неразрушающего контроля ферромагнитных изделий | 1974 |
|
SU578611A1 |
| Способ вихретоковой дефектометрии | 1988 |
|
SU1627970A1 |
| Способ вихретоковой дефектоскопии немагнитных материалов | 1990 |
|
SU1770888A2 |
| Способ вихретоковой дефектометрии | 1979 |
|
SU875272A1 |
| Градиентометр | 1987 |
|
SU1499294A1 |
| Способ вихретоковой дефектоскопии немагнитных материалов | 1988 |
|
SU1647376A1 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| СПОСОБ ИМПУЛЬСНОГО МАГНИТНОГО КОНТРОЛЯ ТЕМПЕРАТУРЫ ОТПУСКА ИЗДЕЛИЙ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ СТАЛЕЙ | 2008 |
|
RU2376592C1 |
Изобретение относится к автоматизированному неразрушающему контролю качества изделий металлургического и машиностроительного производства. Цель изобретения - повышение точности. В способе дефектометрии поверхности изделий контролируемая поверхность сканируется одновременно двумя идентичными преобразователями-градиентометрами, имеющими общую ось симметрии, но повернутыми относительно друг друга на угол 90°. Измеренные величины сигналов каждого преобразователя-градиентометра возводят в квадрат, суммируют квадраты, а из суммы квадратов извлекают корень квадратный, по значению которого определяют величину дефекта. 2 ил.
а
у fsu(180) 6
210°)
у (27о ) В А у ttoiwm
мотп°)
Фиг. 2
| Приборы для неразрушающего контроля материалов и изделий | |||
| Справочник под ред | |||
| В.В.Клюева, кн 2, М.: Машиностроение, 1976, с.141 | |||
| Авторское свидетельство СССР N 1486908,кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
