изобретение относится к автоматике и вычислительной технике, предназначено для использования в системах управления химико-технологическими процессами на многопроцессных линиях гальванопокрытий, в которых на одной линии могут наноситься несколько видов гальванопокрытий на различные виды изделий, и является усовершенствованием устройства по авт. св. № 1532948.
Цель изобретения - повышение экономичности работы устройства.
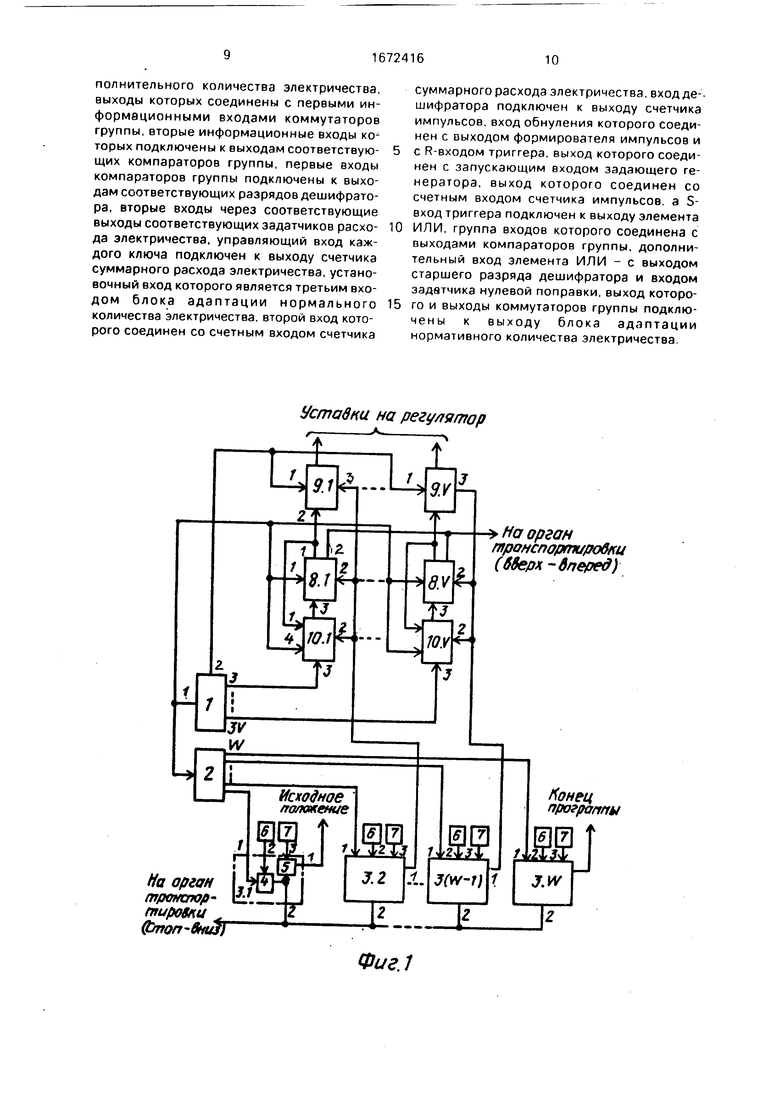
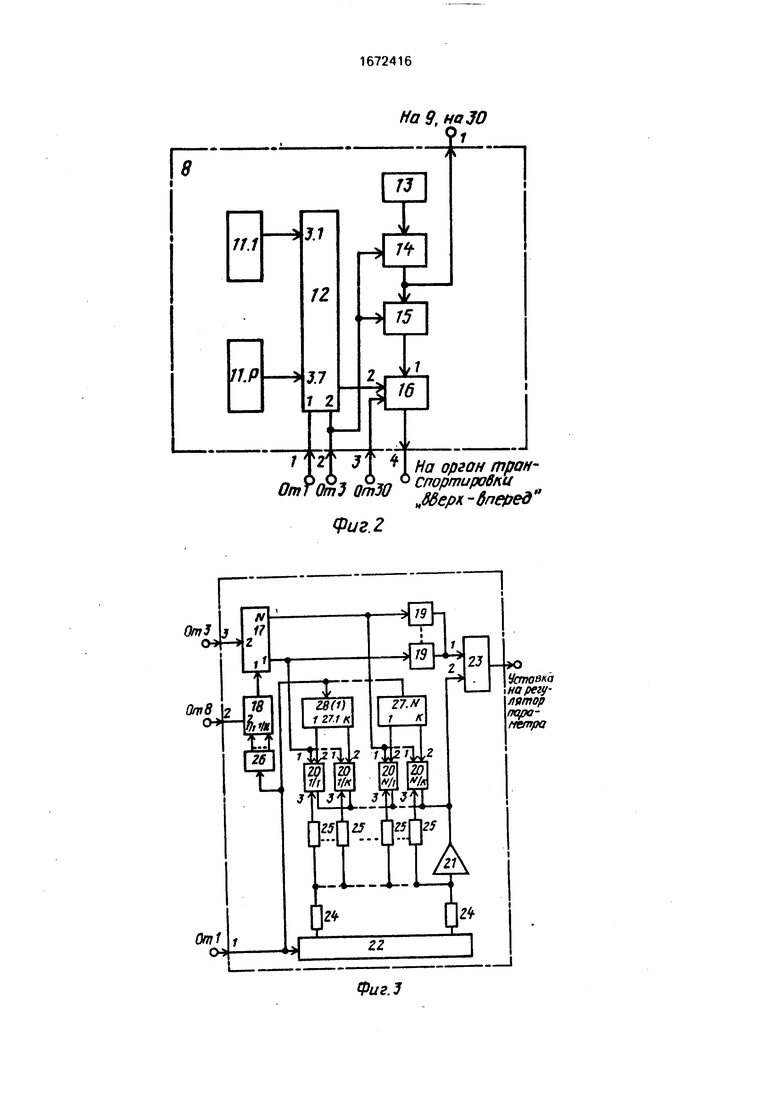
На фиг 1 приведена общая блок-схема устройства; на фиг 2 - схема блока корректировки длительности обработки изделий: на фиг. 3 - схема блока управления и корректировки установок; на фиг. 4 - схема коммутатора, входящего в состав блока корректировки длительности обработки изделий на фиг 5- схема блока адаптации нормативного количества электричества.
Устройство содержит блок 1 ввода информации, блок 2 памяти последовательности обработки, селектор 3 команд остановки органа транспортировки изделий и команд начала обработки изделий, первый 4 и второй 5 ключи селектора 3, датчики положения органа транспортировки изделий 6 и наличия изделий в рабочей среде 7, блок 8 корректировки длительности обработки изделий, блок 9 управления и корректировки установок для регулирования параметров обработки изделий и блок 10 адаптации нормативного количества электричества.
Блок 8 (фиг 2) состоит из группы углов 11 памяти, коммутатора 12. датчика 13 тока, преобразователя 14 ToV-частота, счетчика 15 и компаратора 16
О
ю
Јь О
ГО
Блок 9 (фиг 3) состоит из счетчика-распределителя 17 импульсов, делителя 18 частоты, задатчиков 19 установок, ключей 20, операционного усилителя 21, дешифратора 22, сумматора 23, первой 24 и второй 25 групп масштабных резисторов и дешифраторов 26, 27 1 и 27 N
Коммутатор 12 (фиг 4) состоит из дешифратора 28 и модулей коммутации 29 1- 29.Р, состоящих из ключей 30 и 31
Блок 10 (фиг. 5) состоит из дешифратора 32. компараторов 33, ключей 34, задатчиков 35 расхода электричества, эадатчика 36 нулевой поправки, элемента ИЛИ 37, коммутаторов 38 и узлов 39 памяти дополнительного количества электричества, счетчика 40 суммарного расхода электричества, формирователя 41 импульсов, триггера 42. задающего генератора 43 и счетчика 44
Устройство работает следующим образом
Вводится команда установки органа транспортировки изделий в исходное положение (данная цепь не показана). Затем с помощью блока 1 вводится информация о коде изделий и коде обработки (2-й и 1-й выходы блока 1 соответственно). По коду обработки блок 2 памяти выдает сигналы только на те селекторы 3 команд, которые относятся к ваннам, в которых будет производиться обработка изделий.
После этого выдается команда Вверх- вперед (по сигналу на выходе селектора 3.1). Цепь ввода данной команды не показана.
По этой команде орган транспортировки поднимает подвеску с изделиями из исходного положения и начинает перемещаться вместе с подвеской вперед по линии. При этом он воздействует на датчики 6 положения, размещенные над ваннами с электролитом (рабочей средой) которые выдают сигналы на ключ 4 селектора 3. При наличии двух сигналов на ключе 4 он вырабатывает сигнал Стоп-вниз (выход селектора 3), по которому сигнал транспортировки останавливается над соответствующей ванной и опускает подвеску с изделиями в ванну.
Кроме того, этот же сигнал подается на ключ 5. На этот же ключ подается сигнал о наличии изделий в рабочей среде (т.е. о том, что подвеска с изделиями опустилась). При наличии сигналов на обоих входах ключ 5 выдает сигнал (1-й выход селектора 3) для начала процесса гальванической обработки изделий на блок 8 (2-й вход), блок 9 (3-й вход) и на блок 10 (2-й вход). При этом блок 8 совместно с блоком 10 обеспечивает требуемую длительность обработки с учетом фактических параметров рабочей среды в ванне
Принцип определения требуемой длительности обработки основан на том, что
существует зависимость между толщиной гальванопокрытия и количеством электричества, пропущенного через электролит Q0)p, т е толщина di соответствует количеству электричества Qi°6p a fa - Q2°6p diQi° p, количество электричества необходимое для получения гальванопокрытия определенной толщины Q°6p изменяется в зависимости от концентрации электролита, т е для получения одной и той же толщины
покрытия д при концентрациях электролита Ki, «2, Kd потребуется соответственно количество электричества Ch°6p Q2°6p, .. , Qd° p, имеется зависимость между концентрацией электролита и количеством электричества пропущенным через электролит QryM, т е концентрации К, соответствует Осум K2 Q2cyM Kd-QdcyM
Исходя из этих предпосылок, можно сформулировать зависимость изменения
требуемого количества электричества Q°6p для получения толщины покрытия д от суммарного количества электричества, пропущенного через электролит QcyM причем Q р можно разделить на две составляющие.
Обазобр и 0Допобр, где Обазобр - количество электричества, требующееся для получения требуемой толщины покрытия при только что изготовленном или обновленном электролите имеющем максимальную концентрацию (зависит от требуемой толщины покрытия, те программы обработки), Одоп° р - количество электричества, требующееся дополнительно из-за снижения кон- центрации электролита (зависит от
требуемой толщины покрытия те кода программы обработки и суммарного количества электричества, пропущенного через электролит, т е Осум) Таким образом
Q$- (QcyM).
где Р 1 Р и Р количество программ обработки
0
Q° p хранится в узлах 11 памяти, входящих в состав блоков корректировки длительности обработки изделий, а Одоп° р - в узлах 39 памяти, входящих в блок 10 адаптации нормативного количества электричества причем на каждую программу 1-Р предусмотрено D значении 0Доп° р учитывающих D уровней концентрации электролита, соответствующиA D значениям суммарного расхода электроэнергии Эти значения хранятся в элементах 35 (задатчики расхода электроэнергии), входящих в состав блока 10.
Блок 8 работает следующим образом, Сигнал о фактической силе тока с датчика 13 поступает на преобразователь 14, который запускается сигналом от селектора 3, а с преобразователя - на счетчик 15, блок 9 и блок 10. Счетчик 15 обнуляется сигналом от селектора 3, а затем накапливает количество импульсов, пропорциональное расходу тока, т.е. определяет фактическое количество электричества по формуле
Qcp°6p /; Kt)dt,
где l(t) - сила тока, проходящего через электролит;
Т- время, прошедшеес начала обработки.
Суммарное количество импульсов, по- ступивщих на счетчик 15 выдается на один вход компаратора 16, на второй вход которого поступает нормативное количество электричества Q °Ср. Оно состоит из Обазобр и Одоп0 р. Так как эти данные поступают на вход компаратора 16 в виде двоично-десятичного кода, то полный код Обаз°бр состоит из Обаз° р, которое заполняет старшие разряды кода числа, и ОДОп° р, заполняющего младшие разряды кода.
Нормативное базовое количество электроэнергии Обэз° р хранится в узлах 11 памяти Количество узлов 11 принимается по количеству кодов программ обработки. Выбор требуемого узла памяти осуществляется с помощью коммутатора 12. На коммутатор поступают сигналы из блока 1 о коде программы обработки и из селектора 3 о начале обработки. Сигнал о коде программы обработки поступает на вход дешифратора 28, который осуществляет выбор модуля 29 коммутации, соответствующего коду программы обработки. Сигнал с дешифратора 28 поступает через вход модуля 29 на вход ключа 31. На второй его вход поступает сигнал с селектора 3. При этом сигнал на выходе ключа 31 возникает только при наличии входных сигналов на обоих входах. Сигнал с ключа 31 поступает на вход ключа 30, который подключает соответствующий узел 11 к выходу коммутатора. При этом сигнал, соответствующий базовой нормативной длительности, поступает на вход компаратора 16, заполняя старшие разряды его входа.
На младшие разряды входа компарато-.
ра поступает число, соответствующее п °6Р
Ur- ДОП
,из блока 10. Компаратор выполняет и сравнения QCD°6p Qo°6p и опредефункции сравнения QCp ляет момент, когда
fo l(t)dt QP°6p.
В этот момент, определяемый совпадением значений кодов, на выходах компаратора выдается сигнал окончания обработки (2-й выход блока 8). По этому сигналу (Вверх-вперед) осуществляется перенос изделий в следующую ванну органом транспортировки.
Дополнительное количество электричества Одоп° р определяется в блоке 10 следующим образом.
Информационный сигнал, соответствующий суммарному количеству электричества QryM, поступает со счетчика 40 на первые входы компараторов 33, входящих в узлы сравнения. Счетчик 40 накапливает суммарное количество электричества посредством учета количества импульсов, поступающих
нэ вход от преобразователя 14 ток-частота блока 8 (1-й выход). После обновления электролита счетчик 40 обнуляется сигналом с блока ввода информации, поступающим на вход.
Узлы сравнения состоят из задатчиков 35 расхода электричества компараторов 33 и ключей 34. Количество D узлов сравнения принято по числу учитываемых уровней ослабления электролита в зависимости от количества QcyM.
Задатчики количества электричества выдают на вход компаратора 33 Осумуст На вход компаратора 33 подается сигнал, соответствующий фактическому количеству
электричества Q.
Компаратор имеет три выхода: 1 2; 1 2, 1 2; выходы и 1 2 объединены и подключены к входу ключа 34.
Задача состоит в том, чтобы выбрать тот
уровень d из D, который соответствует имеющемуся суммарному количеству электричества Осум, накопленному в блоке 40, т.е. требуется найти такой узел сравнения /d 17D/, в котором QdyCT « ,Qd-nycT.
Задача решается с помощью обегающего устройства, состоящего из формирователя 41 импульсов, триггера 42, задающего генератора 43, счетчика 44 и дешифратора 32.
При поступлении сигнала от блока 3 на вход формирователя 41 импульсов он вырабатывает импульс, поступающий на вход триггера 42 и на вход счетчика 44. При этом появляется сигнал на выходе триггера 42 и
обнуляется счетчик 44.
Сигналом, поступающим от триггера 42 на вход задающего генератора 43, последний запускается и начинает выдавать импульсы. Импульсы с выхода задающего генератора поступают на вход счетчика 44,
где накапливаются. Информация о количестве накопленных импульсов поступает с выхода счетчика 44 на вход дешифратора 32. Последний последовательно подает сигнал на вход ключей 34 узлов сравнения, начиная с узла сравнения, имеющего наибольший номер D. Сигнал на выходе появится у того узла сравнения I, в котором на входе ключа 34 имеется сигнал от компаратора 33. Этот сигнал поступает на соответ- ствующий коммутатор 38 и на элемент ИЛИ 37.
С выхода элемента ИЛИ 37 сигнал поступает на вход триггера 42. При этом триггер 42 переключается и перестает подавать сигнал на задающий триггер 43, выдача импульсов на счетчик 31 прекращается. Если в счетчике 40 количество электроэнергии равно О, то сигнал появится на D + 1 -м выходе дешифратора 32. Этот сигнал поступит на задатчик 36 нулевой поправки и на элемент ИЛИ 37.
Сигнал с ключа 34 выбранного узла сравнения поступает на вход коммутатора 38. На вход коммутатора 38 поступает код программы обработки, поступающий от блока 1 через вход блока 30, коммутатор подключает к чыходу блока 30 выходы того задатчика дополнительного расхода электричества 0Доп°6р, который соответствует за- данному коду программы. Схема коммутатора 38 полностью аналогична схеме коммутатора 12.
Блоком 9 в процессе обработки осуществляется программное регулирование па- раметра обработки (например, силы тока или напряжения) следующим образом.
Средняя длительность обработки разбита на N интервалов. В соответствии с этим имеется N задатчиков 19. Эти задатчики инициируются сигналами со счетчика-распределителя 17, который получает импульсы от делителя 18 частоты с управляемым коэффициентом деления.
Коэффициент деления зависит от кода обрабатываемых изделий, который передается в делитель от дешифратора 26 (N+1), который получает информацию о коде изделий от блока 1 (1-й вход блока 9). При этом сигналом от селектора 3 осуществляется ус- тавка счетчика-распределителя 17 в исходное (нулевое) положение. На делитель 18 поступают импульсы, пропорциональные силе тока от блока 8 (2-й вход).
Сигналы, соответствующие значению уставки регулятора параметра в каком-либо интервале времени обработки, поступают на сумматор 23. Таким образом осуществляется ступенчатая регулировка параметра во
времени по определенной программе, заложенной в задатчиках 19.
Кроме того, осуществляется корректировка уставок в зависимости от кода изделий в каждом интервале длительности обработки. Сигнал этой корректировки поступает на вход сумматора 23. Суммарный сигнал, пропорциональный уставке, поступает с выхода блока 9 на регулятор параметра.
Корректировка уставки осуществляется с помощью вычислительной группы элементов, включающей операционный усилитель 21, в цепь обратной связи которого подключаются резисторы 24 и 25, номиналы которых зависят от требуемого коэффициента умножения, определяющего величину корректировки. Коэффициент зависит от кода изделия, который вводится через первый вход блока 9 на дешифраторы 22, 26 и 27. Причем количество дешифраторов 27 определяется принятым количеством интервалов, на которые делится длительность обработки.
С помощью ключей 20 в каждом интервале в цепь обратной связи операционного усилителя подключается тот из резисторов 25, который соответствует обрабатываемым изделиям. Это обеспечивается дешифратором 27 (1 - N), на входы которого подается информация о коде изделий, а с выходов, количество которых соответствует количеству кодов изделий, сигнал подается на ключ 20, соответствующий обрабатываемому изделию.
Ключ 20 открывается при наличии сигналов на управляющих входах и подключает резистор 25, обеспечивая требуемый коэффициент умножения и, в конечном счете, требуемое значение корректировки.
Изобретение позволяет обеспечить более экономичный расход цветных металлов и экономию электроэнергии за счет сокращения передержек изделий в гальванических ваннах.
Формула изобретения
Многоканальное устройство для управления гальванообработкой по авт. св. № 1532948, отличающееся тем, что. с целью повышения экономичности работы устройства, в каждый канал введен блок адаптации нормативного количества электричества, первый вход которого соединен с первым входом блока корректировки длительности обработки изделий, второй вход с выходом блока корректировки длительности обработки изделий, а третий вход является входом обнуления блока, блок адаптации нормативного количества электричества содержит группу узлов памяти дополнительного количества электричества, выходы которых соединены с первыми информационными входами коммутаторов группы, вторые информационные входы которых подключены к выходам соответствую- щих компараторов группы, первые входы компараторов группы подключены к выходам соответствующих разрядов дешифратора, вторые входы через соответствующие выходы соответствующих задатчиков расхо- да электричества, управляющий вход каждого ключа подключен к выходу счетчика суммарного расхода электричества, установочный вход которого является третьим входом блока адаптации нормального количества электричества, второй вход которого соединен со счетным входом счетчика
суммарного расхода электричества, вход дешифратора подключен к выходу счетчика импульсов, вход обнуления которого соединен с выходом формирователя импульсов и с R-входом триггера, выход которого соединен с запускающим входом задающего генератора, выход которого соединен со счетным входом счетчика импульсов a S- вход триггера подключен к выходу элемента ИЛИ, группа входов которого соединена с выходами компараторов группы, дополнительный вход элемента ИЛИ - с выходом старшего разряда дешифратора и входом задвтчика нулевой поправки, выход которого и выходы коммутаторов группы подключены к выходу блока адаптации нормативного количества электричества

| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальное устройство для управления гальванообработкой | 1988 |
|
SU1532948A2 |
| Многоканальное устройство для управления гальванообработкой | 1987 |
|
SU1425721A1 |
| Система автоматического управления строительно-дорожными и землеройно-транспортными машинами | 1991 |
|
SU1813144A3 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ И ПРИЕМА ИНФОРМАЦИИ ПО ДВУХПРОВОДНОЙ ЛИНИИ СВЯЗИ | 1991 |
|
RU2023310C1 |
| Программное задающее устройство | 1986 |
|
SU1334107A1 |
| Устройство для лесотаксационного дешифрования цветных аэрофотоснимков | 1985 |
|
SU1267157A1 |
| Система управления гальваническим производством | 1986 |
|
SU1425604A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ НАГРУЖЕНИЕМ ПРИ ПРОГРАММНЫХ ИСПЫТАНИЯХ МЕХАНИЧЕСКИХ КОНСТРУКЦИЙ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ | 2007 |
|
RU2365963C2 |
| Устройство контролируемого пункта системы телемеханики | 1986 |
|
SU1374266A1 |
| Устройство контроля энергии удара | 1985 |
|
SU1343435A1 |

Изобретение относится к автоматике и вычислительной технике и предназначено для использования в системах управления химико-технологическими процессами на многопроцессных линиях гальванопокрытий, в которых на одной линии могут наноситься несколько видов гальванопокрытий на различные виды изделий. Цель изобретения - повышение экономичности работы устройства. Устройство осуществляет выбор последовательности обработки изделий, управляет перемещением органа транспортировки изделий с погружением последних в определенные ванны (в соответствии с видом обработки), а также осуществляет выработку изменяющейся во времени по программе уставки для регулирования параметров обработки с учетом концентрации обрабатывающей среды и вида изделий для каждой ванны гальванической линии, в которой осуществляется нанесение покрытий на изделие. 5 ил.
Уставка на регулятор
На орган . тронаюр- li .- тировки фмогг-вмаГ
На орган транспортировки (бберх -вперед)
Конец програппы
F
Фиг.1
ГГ
1Г.1
У.1
Г2
IIP
1 г
2м J
у
л л л л На орган трон- ОтРо&З ОтЗО Стртифи Ц86ер -6перед
Фиг. 2
От
Огив
На 9, на JO
П
П
/7
J6
у
л ЗО
Уставка на регулятортро- метра
Фиг.Э
| Многоканальное устройство для управления гальванообработкой | 1988 |
|
SU1532948A2 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
