« t
Изобретение относится к автоматике и вычислительной технике и предназначено для использования в системах управления химико-технологичес- кими процессами на многопроцессных линиях гальванопокрытий, в которых на одной линии могут наноситься несколько видов гальванопокрытий на различные виды изделий и является дополни- тельным к основному авт.св. К 1425721.
Цель изобретения - повышение надежности устройства.
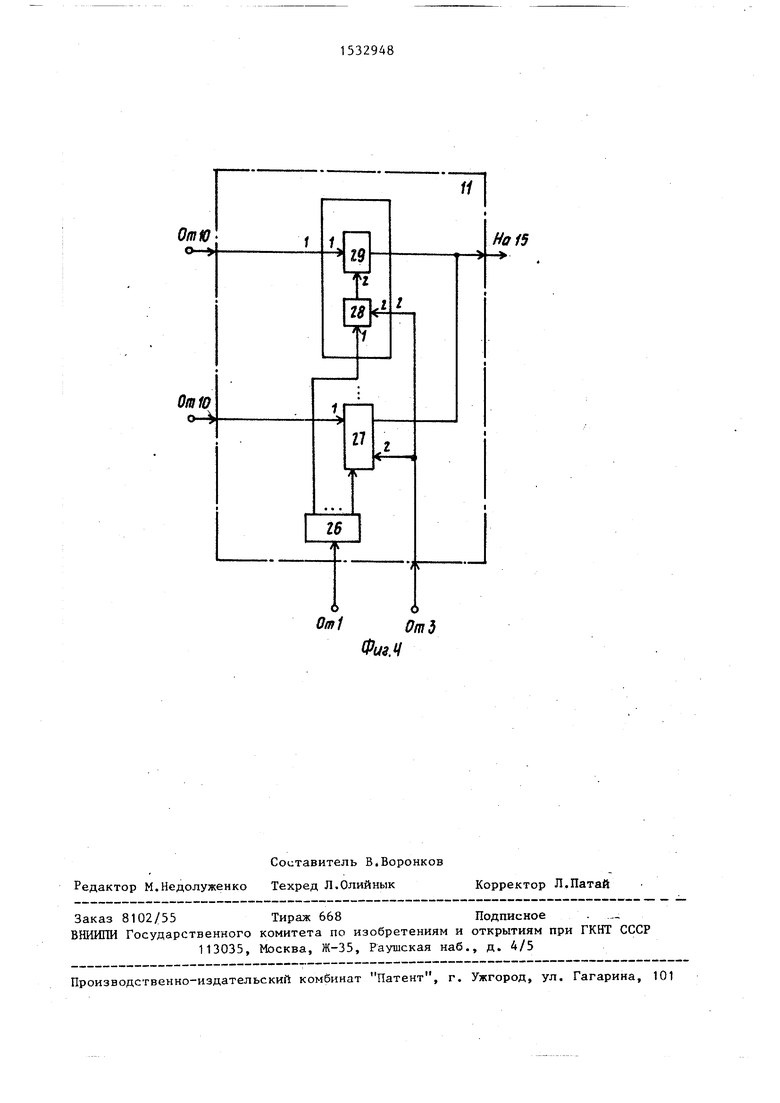
На фиг. 1 приведена блок-схема устройства; на фиг. 2 - схема блока кор- ректировки длительности обработки изделий; на фиг. 3 - схема блока управления и корректировки уставок; на фиг. 4 - схема коммутатора, входящего в состав блока корректировки дли- Тельности обработки изделий.
Устройство содержит блок 1 ввода информации, блок 2 памяти последовательности обработки, селектор 3 команд остановки органа транспортиров ки изделий и команд начала обработки изделий, первый 4 и второй 5 ключи електора 3, датчики 6 и 7 положения Органа транспортировки изделий и наличия изделий в рабочей среде, блоки 8 корректировки длительности обработки изделий, блоки 9 управления и корректировки уставок для регулирования параметров обработки изделий.
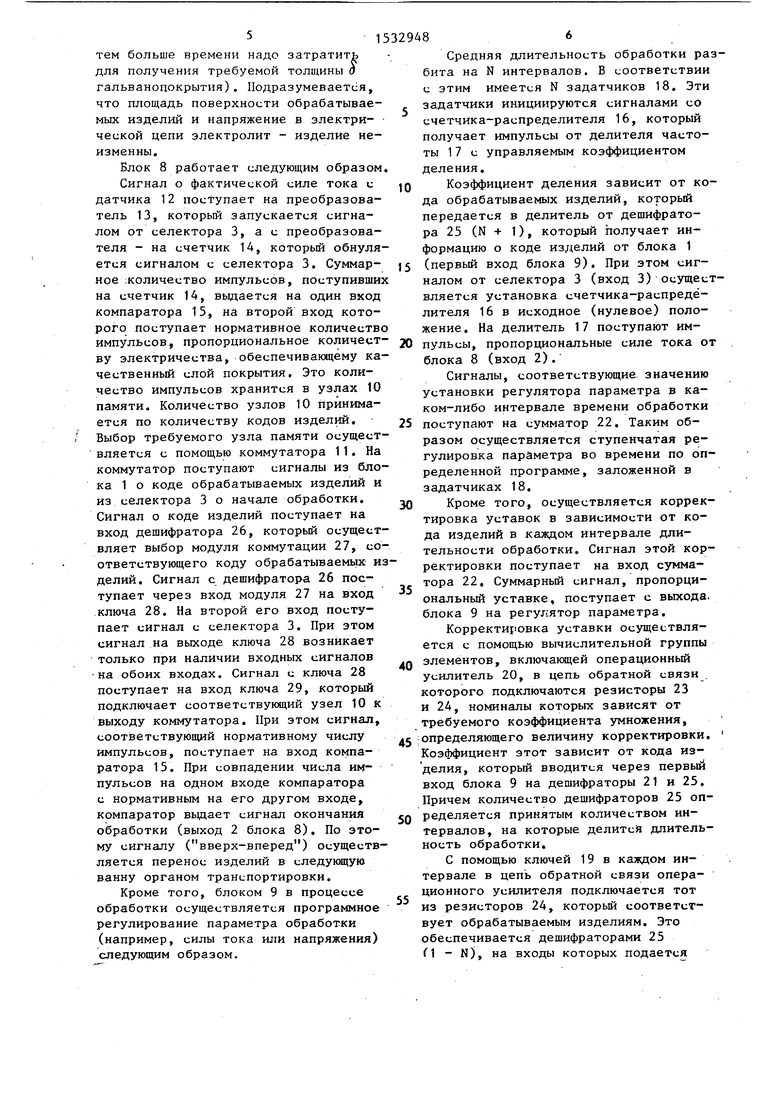
Блок 8 состоит из узлов 10 памяти, iкоммутатора 11, датчика 12 тока, пре- образователя 13 ток - частота, счетчика 14 и компаратора 15.
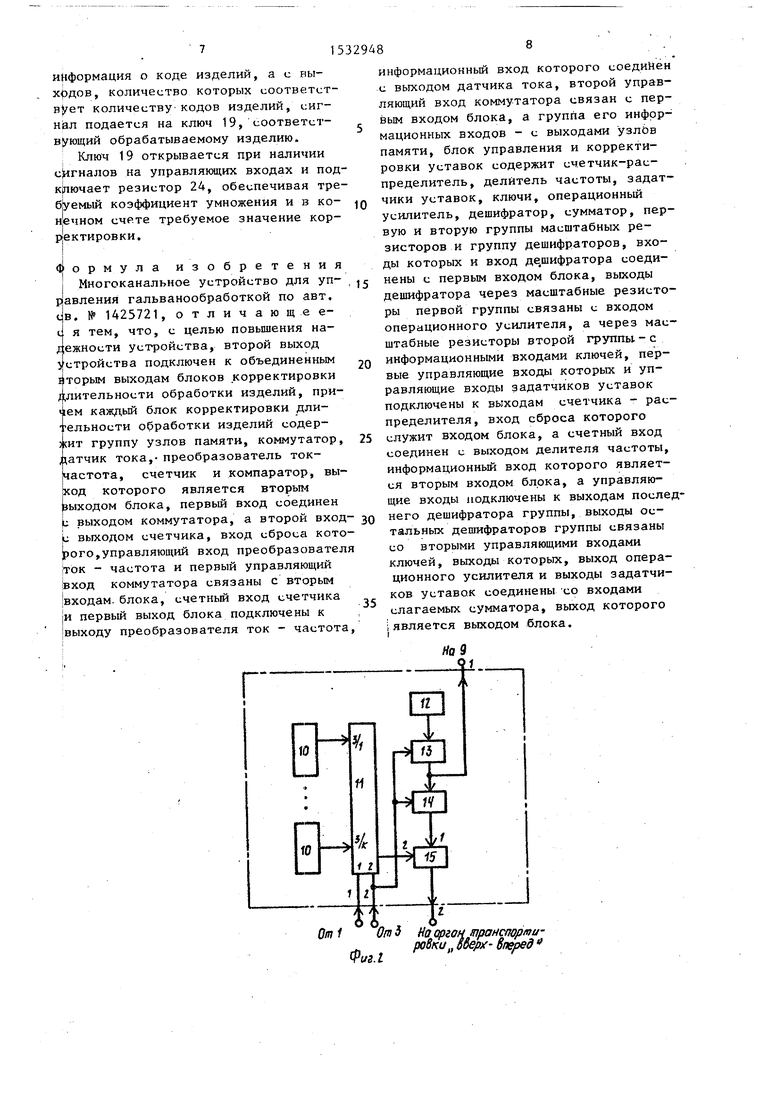
Блок 9 состоит из счетчика-распределителя импульсов 16, делителя 17 частоты, задатчиков 18 уставок, ключей 19, операционного усилителя 20, дешифратора 21, сумматора 22, первой 23 и второй 24 групп масштабных резисторов и группы дешифраторов 25.
Коммутатор 11 состоит из дешифратора 26 и модулей коммутации 27, состоящих из ключей 28 и 29.
Устройство работает следующим образом.
Вводится команда установки органа транспортировки изделий в исходное положение (данная цепь на схемах не приведена). Затем при помощи блока 1 вводится информация о коде изделий и коде обработки (выход 2 и 1 блока 1 соответственно). Но коду обработки блок памяти 2 выдает сигналы только на те селекторы команд 3, которые от
п
5
0
носятся к ваннам, в которых производится обработка изделий.
После этого выдается команда вверх-вперед (по сигналу на выходе 1 крайнего правого селектора 3). Цепь ввода данной команды на схеме не приведена.
По этой команде орган траспортиров- ки поднимает подвеску с изделиями из исходного положения и начинает перемещаться вместе с подвеской вперед по линии. При этом он воздействует на датчики 6 положения, размещенные над ваннами с электролитом (рабочей средой), которые выдают сигналы на ключ 4 селектора 3. При наличии двух сигналов на ключе 4 он вырабатывает сигнал Стоп-вниз (выход 2 селектора 3), по которому орган траспорти- ровки останавливается над соответствующей ванной и опускает подвеску с изделиями в ванну. Кроме того, этот, же сигнал подается на ключ 5. На этот же ключ подается сигнал о наличии изделий в рабочей среде (т.е. о том, что подвеска с изделиями опустилась) . При наличии сигналов на обоих входах ключ 5 выдает сигнал на блок 8 (выход 2 селектора 3) для начала процесса гальванической обработки изделий и на блок 9 (вход 3).
При этом блок 8 обеспечивает тре- буемую длительность обработки с учетом фактических параметров рабочей среды в ванне.
Принцип определения требуемой длительности обработки основан на том, что количество вещества, образующего гальванопокрытие, пропорционально количеству электричества Q, пропущенного через электролит, т.е. о KQ и
гг Q Kt)dt,
5
0
где I(t) - мгновенная величина тока, проходящего через электролит;
t - время начала обработки; t, - время окончания обработки;
5 - толщина гальванопокрытия;
К - коэффициент пропорциональности.
При этом I(t) существенно зависит от качества электролита (чем меньше его концентрация, тем меньше I(t) и
тем больше времени надо затратить для получения требуемой толщины а гальванопокрытия). Подразумевается, что площадь поверхности обрабатываемых изделий и напряжение в электрической цепи электролит - изделие неизменны.
Блок 8 работает следующим образом.
Сигнал о фактической силе тока с датчика 12 поступает на преобразователь 13, который запускается сигналом от селектора 3, а с преобразователя - на счетчик 14, который обнуляется сигналом с селектора 3. Суммарное количество импульсов, поступивших на счетчик 14, выдается на один вход компаратора 15, на второй вход которого поступает нормативное количество импульсов, пропорциональное количеству электричества, обеспечивающему качественный слой покрытия. Это количество импульсов хранится в узлах 10 памяти. Количество узлов 10 принимается по количеству кодов изделий. Выбор требуемого узла памяти осуществляется с помощью коммутатора 11. На коммутатор поступают сигналы из блока 1 о коде обрабатываемых изделий и из селектора 3 о начале обработки. Сигнал о коде изделий поступает на вход дешифратора 26, который осуществляет выбор модуля коммутации 27, соответствующего коду обрабатываемых изделий. Сигнал с дешифратора 26 поступает через вход модуля 27 на вход ключа 28. На второй его вход поступает сигнал с селектора 3. При этом сигнал на выходе ключа 28 возникает только при наличии входных сигналов на обоих входах. Сигнал с ключа 28 поступает на вход ключа 29, который подключает соответствующий узел 10 к выходу коммутатора. При этом сигнал, соответствующий нормативному числу импульсов, поступает на вход компаратора 15. При совпадении числа импульсов на одном входе компаратора с нормативным на его другом входе, компаратор выдает сигнал окончания обработки (выход 2 блока 8). По этому сигналу (вверх-вперед) осуществляется перенос изделий в следующую ванну органом транспортировки.
Кроме того, блоком 9 в процессе обработки осуществляется программное регулирование параметра обработки (например, силы тока или напряжения) следующим образом.
.
10
15
20
5329486
Средняя длительность обработки разбита на N интервалов. В соответствии с этим имеется N задатчиков 18. Эти эадатчики инициируются сигналами со счетчика-распределителя 16, который получает импульсы от делителя частоты 17 с управляемым коэффициентом деления.
Коэффициент деления зависит от кода обрабатываемых изделий, который передается в делитель от дешифратора 25 (N + 1), который получает информацию о коде изделий от блока 1 (первый вход блока 9). При этом сигналом от селектора 3 (вход 3) осуществляется установка счетчика-распределителя 16 в исходное (нулевое) положение. На делитель 17 поступают импульсы, пропорциональные силе тока от блока 8 (вход 2).
Сигналы, соответствующие значению установки регулятора параметра в каком-либо интервале времени обработки 25 поступают на сумматор 22. Таким образом осуществляется ступенчатая регулировка параметра во времени по определенной программе, заложенной в задатчиках 18.
Кроме того, осуществляется корректировка уставок в зависимости от кода изделий в каждом интервале длительности обработки. Сигнал этой корректировки поступает на вход сумматора 22. Суммарный сигнал, пропорциональный уставке, поступает с выхода, блока 9 на регулятор параметра.
Корректировка уставки осуществляется с помощью вычислительной группы дп элементов, включающей операционный усилитель 20, в цепь обратной связи которого подключаются резисторы 23 и 24, номиналы которых зависят от требуемого коэффициента умножения, определяющего величину корректировки. Коэффициент этот зависит от кода из- делия, который вводится через первый вход блока 9 на дешифраторы 21 и 25. Причем количество дешифраторов 25 определяется принятым количеством интервалов, на которые делится длительность обработки.
С помощью ключей 19 в каждом интервале в цепь обратной связи операционного усилителя подключается тот из резисторов 24, который соответствует обрабатываемым изделиям. Это обеспечивается дешифраторами 25 И - N), на входы которых подается
30
35
45
50
55
информация о коде изделий, а с выходов, количество которых соответствует количеству кодов изделий, сигнал подается на ключ 19, соответствующий обрабатываемому изделию.
Ключ 19 открывается при наличии сигналов на управляющих входах и подключает резистор 24, обеспечивая требуемый коэффициент умножения и в конечном счете требуемое значение корректировки.
Формула изобретения I Многоканальное устройство для управления гальванообработкой по авт. св. № 1425721, отличающее- с я тем, что, с целью повышения надежности устройства, второй выход устройства подключен к объединенным вторым выходам блоков корректировки Длительности обработки изделий, придем каждый блок корректировки длительности обработки изделий содер- |кит группу узлов памяти, коммутатор, датчик тока,- преобразователь ток- частота, счетчик и компаратор, вы- од которого является вторым выходом блока, первый вход соединен It выходом коммутатора, а второй вход с выходом счетчика, вход сброса которого,управляющий вход преобразовател ток - частота и первый управляющий вход коммутатора связаны с вторым входам, блока, счетный вход счетчика |И первый выход блока подключены к выходу преобразователя ток - частота
5
о
0
5
5
информационный вход которого соединен с выходом датчика тока, второй управляющий вход коммутатора связан с первым входом блока, а группа его информационных входов - с выходами узлов памяти, блок управления и корректировки уставок содержит счетчик-распределитель, делитель частоты, задат- чики уставок, ключи, операционный усилитель, дешифратор, сумматор, первую и вторую группы масштабных резисторов и группу дешифраторов, входы которых и вход дешифратора соединены с первым входом блока, выходы дешифратора через масштабные резисторы первой группы связаны с входом операционного усилителя, а через масштабные резисторы второй группы.-с информационными входами ключей, первые управляющие входы которых и управляющие входы задатчиков уставок подключены к выходам счетчика - распределителя, вход сброса которого служит входом блока, а счетный вход соединен с выходом делителя частоты, информационный вход которого является вторым входом блока, а управляющие входы подключены к выходам последнего дешифратора группы, выходы остальных дешифраторов группы связаны со вторыми управляющими входами ключей, выходы которых, выход операционного усилителя и выходы эадатчи- ков уставок соединены со входами слагаемых сумматора, выход которого ;является выходом блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальное устройство для управления гальванообработкой | 1989 |
|
SU1672416A2 |
| Многоканальное устройство для управления гальванообработкой | 1987 |
|
SU1425721A1 |
| Система регулирования продолжительности вулканизации изделий | 1980 |
|
SU903187A1 |
| УСТРОЙСТВО КОНТРОЛЯ ПАРАМЕТРОВ | 1996 |
|
RU2106679C1 |
| Устройство контролируемого пункта | 1983 |
|
SU1211784A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ НАГРЕВАТЕЛЯМИ АППАРАТУРЫ КОСМИЧЕСКОГО АППАРАТА | 2014 |
|
RU2571728C1 |
| Программное задающее устройство | 1986 |
|
SU1334107A1 |
| Селектор импульсно-временного кода | 1988 |
|
SU1562974A1 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |
| Устройство контролируемого пункта системы телемеханики | 1986 |
|
SU1374266A1 |
Изобретение относится к автоматике и предназначено для использования в системах управления химико-технологическими процессами гальванообработки. Цель изобретения - повышение надежности устройства. Устройство содержит блок 1 ввода информации, блок 2 памяти последовательности обработки, блоки 8 корректировки длительности обработки изделий, блоки 9 управления и корректировки уставок, селекторы 3 команд остановки органа транспортировки, датчики 6 положения органа транспортировки и датчика 7 наличия изделий в рабочей среде. Повышение надежности устройства обеспечивается устранением датчиков параметров рабочей среды и необходимости подбора резисторов для корректировки параметра обработки изделия. 4 ил.
.J
Фиг.1
транспортами „бверх-вперед
От 5
От 8
i I
§ J
Фм.5
О О
Огпд Фм.Ч
| Устройство для управления процессом химической обработки изделий | 1982 |
|
SU1144121A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Многоканальное устройство для управления гальванообработкой | 1987 |
|
SU1425721A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
