Изобретение относится к автоматике и вычислительной технике и предназначено для использования в системах управления химико-технологически- ми процессами на многопроцессных линиях гальванопокрытий, в которых на одной линии могут наноситься несколько видов гальванопокрытий на различные виды изделий.
Цель изобретения - расширение функциональных возможйостей устройства.
На фиг.1 приведена блок-схема устройства; на фиг.2 - схема блока кор- ректировки длительности обработки изделийJ на фиг.З - схема блока программного управления и корректировки уставок для регулирования параметров обработки изделийJ на фиг. А - функ- циональная схема коммутатора.
Устройство содержит блок -1 ввода информации, блок 2 памяти последовательности обработки, селектор 3 команд остановки органа транспортировки изделий и команд начала обработки изделий, первый 4 и второй 5 ключи, датчики 6 положения органа транспортировки изделий, датчики 7 наличия изделий в рабочей среде, блоки 8 кор- ректировки длительности обработки изделий и блс(ки 9 программного управления и корректировки уставок,
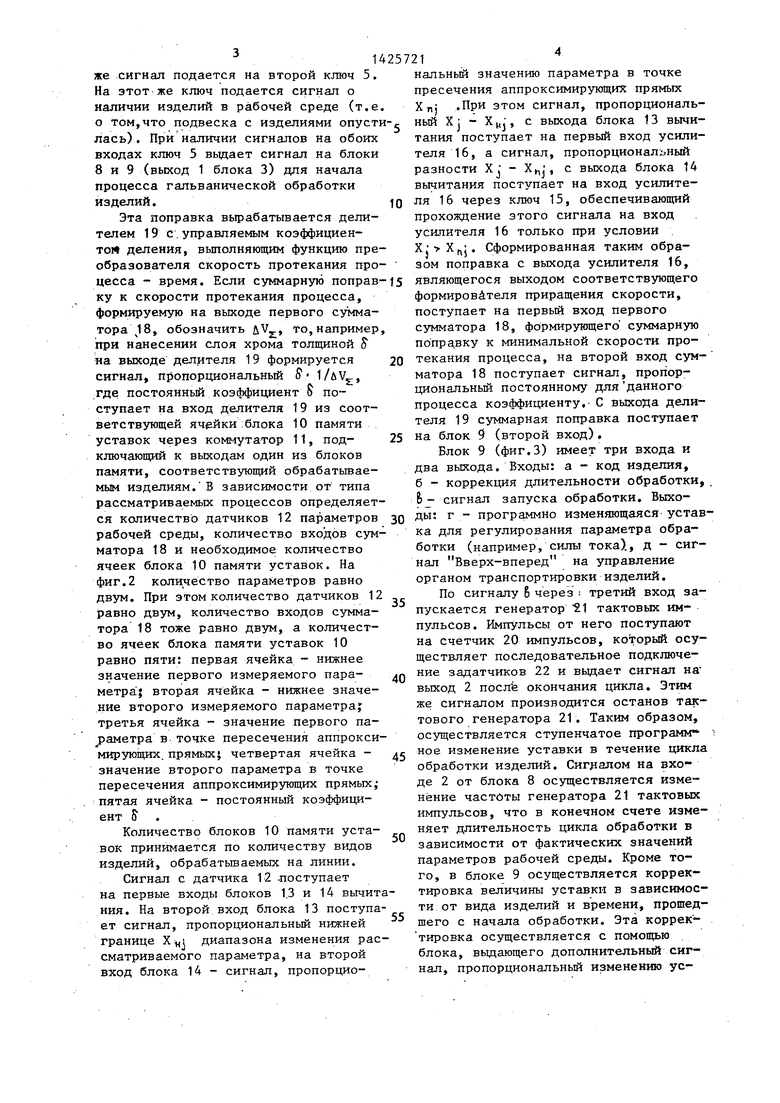
Блок 8 корректировки длительности обработки изделий (фиг.2) состоит из блоков 10 памяти, коммутатора 11, датчиков 12 параметров рабочей, среды, первого 13 и второго 14 блоков вычитания, порогового ключа 15 и суммирую
щегр усилителя 16, входящих в формирователи 17 приращений времени, первого сумматора 18 и. делителя 19.
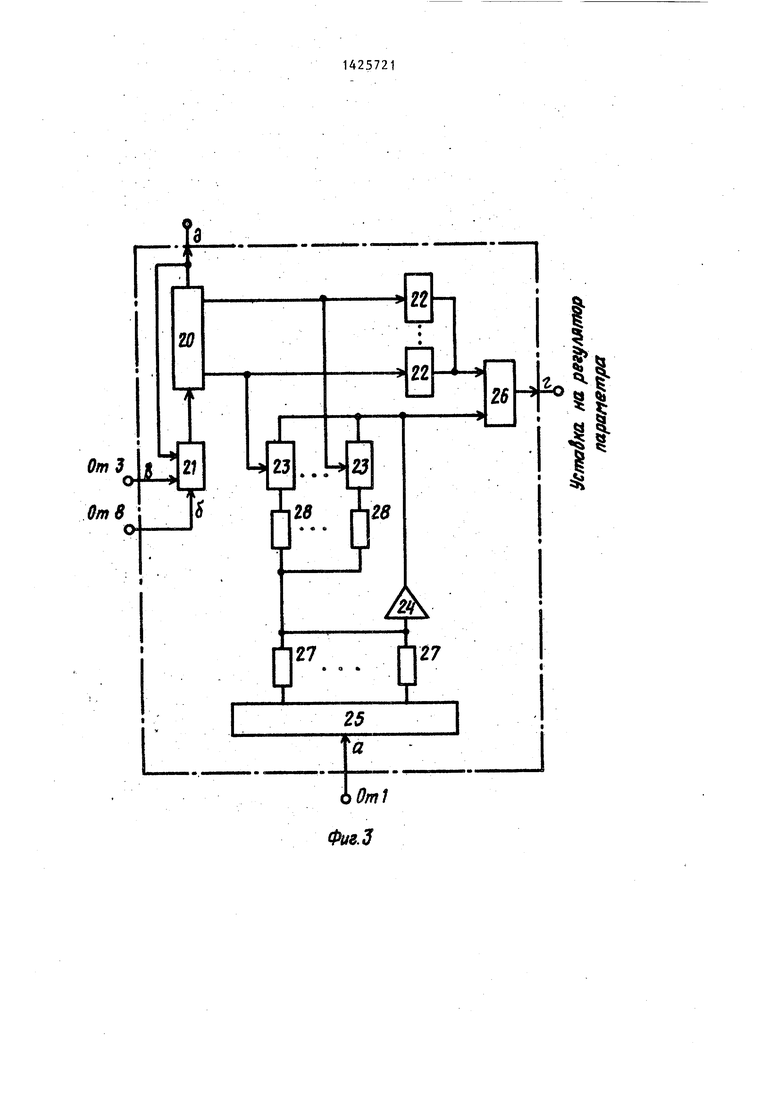
Блок 9 программного управления и корректировки уставок для регулирования параметров обработки изделий состоит из счетчика 20 импульсов, генератора 21 тактовых импульсов, за- датчиков 22, ключей 23, операционного усилителя 24, дешифратора 25, второго сумматора 26, первой группы резисторов 27, второй группы резисторов 28 „
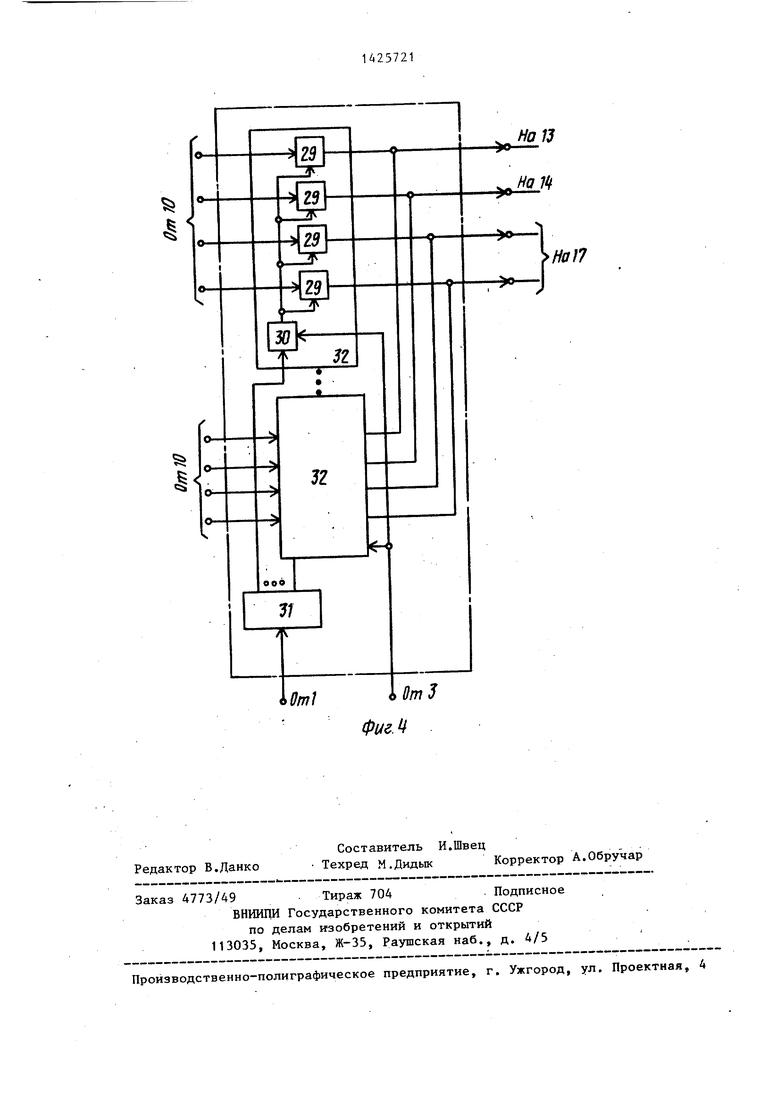
Коммутатор 11 (фиг.4) состоит из ключей 29, элементов И 30, объединенных в группы 31, и дешифратора 32. Количество групп 32 определяется количеством кодов изделий.
Устройство может быть использовано на многопроцессной линии гальваничес
0
5 о
5
0
5
0
5
кой обработки изделий, предназначенной для нанесения покрытий различного вида на разные виды изделий. Линия состоит из ряда ванн, заполненных различными электролитами, органа транспортировки изделий, осуществляющего перемещения изделий по линии,и регулирующих органов, осуществляющих поддержание определенных параметров в ваннах в соответствии как с постоянной, так и с изменяющейся во времени уставкой.
.Устройство вьшолняет следующие функции: выбор последовательности обг- .работки изделий, управление перемещением органа транспортировки изделий в зависимости от вида обработки (выработка сигналов Стоп-вниз, Вверх- вперед, Конец программы обработки, Исходное положение ; вьфаботку изменяющейся во времени по программе уставки для регулирования параметров обработки с учетом характеристики обрабатьшающей среды и вида изделий для каждой ванны на линии обработки.
Устройство работает следующим образом.
Сначала вводится команда уставки органа транспортировки Изделий в исходное положение. Затем при помощи датчика ручного ввода вводится информация о коде изделий и коде обработки (выходы 2 и 1 блока 1 соответственно) .
По коду- обработки блок 2 памяти вьщает сигналы только на те селекторы 3 команд, которые относятся к ваннам, в которых будет производиться обработка изделий.
После этого вьщается команда Вверх-вниз (по сигналу на выходе 1 крайнего правого блока 3). Цепь ввода данной команды ив показана.
По этой команде орган транспортировки поднимает подвеску с изделиями из исходного положения и начинает перемещаться вместе с подвеской вперед по линии. При этом он воздействует на датчики 6 положения, размещенные над ваннами с электролитом (рабочей средой) 5 которые вьщают сигналы на пер- вьй ключ 4 блока 3. При наличии двух сигналов на первом ключе 4 он выра- ба1ъгеает сигнал Стоп-вниз (выход 2 блока 3), по которому орган транспортировки останавливается над соответствующей ванной и опускает подвеску с изделиями в ванну. Кроме того, этот
же сигнал подается на второй ключ 5, На этот же ключ подается сигнал о наличии изделий в рабочей среде (т.е. о том,что подвеска с изделиями опусти лась). При наличии сигналов на обоих входах ключ 5 вьщает сигнал на блоки 8 и 9 (выход 1 блока 3) для начала процесса гальванической обработки изделий.
Эта поправка вырабатывается делителем 19 с.управляемым коэффициентов деления, выполняющим функцию преобразователя скорость протекания прональный значению параметра в точке пресечения аппроксимирующих прямых
)
.При этом сигнал, пропорциональный X ; - X ц;, с выхода блока 13 вычитания поступает на первый вход усилителя 16, а сигнал, пропорциональный разности X; - , с выхода блока 14 вычитания поступает на вход усилителя 16 через ключ 15, обеспечивающий прохождение этого сигнала на вход усилителя 16 только при условии ,j. Сформированная таким образом поправка с выхода усилителя 16,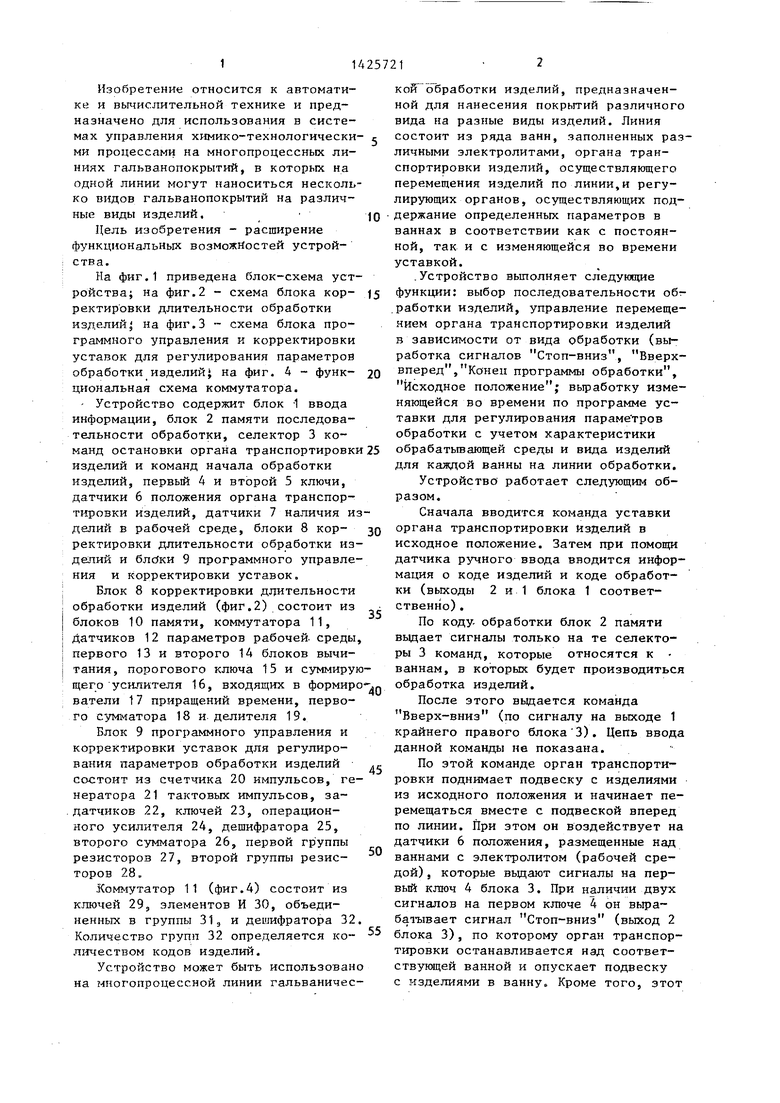
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальное устройство для управления гальванообработкой | 1988 |
|
SU1532948A2 |
| Многоканальное устройство для управления гальванообработкой | 1989 |
|
SU1672416A2 |
| Устройство для управления процессом химической обработки изделий | 1982 |
|
SU1144121A1 |
| СПОСОБ И УСТРОЙСТВО ВИБРОДИАГНОСТИКИ РОТОРНЫХ МЕХАНИЗМОВ | 1999 |
|
RU2153660C1 |
| Устройство для управления технологическим процессом | 1988 |
|
SU1522238A1 |
| Устройство для измерения длины изделий на транспортере | 1978 |
|
SU765645A1 |
| Система регулирования турбины | 1985 |
|
SU1295012A1 |
| Устройство регулирования скорости пресс-поршня машины литья под давлением | 1988 |
|
SU1526900A1 |
| ЦИФРОВОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1967 |
|
SU223477A1 |
| Способ и комплекс автоматического регулирования параметров перемещения скипового подъема доменной печи | 2020 |
|
RU2751364C1 |
Изобретение относится к автоматике и вычислительной технике и предназначено для использования в системах управления химико-технологическими процессами на многопроцессных линиях гальванопокрытий. Цель изобретения - расширение функциональных возможностей устройства за счет обеспечения возможности выбора и управления последовательностью обработки изделий. Многоканальное устройство для управления гальванообработкой содержит блок ввода информации, блок памяти последовательности обработки, а в каждом канале - блок управления и корректировки уставок, датчик положения органа транспортировки изделий, датчик наличия изделия в рабочей среде, селектор команд и блок корректировки длительности обработки. Устройство выполняет следующие функции: выбор последовательности обработки изделий; управление перемещением ор- ганг транспортировки изделий в за- виc iмocти от вида обработки (выработка сигналов Стоп-вниз, Вверх- вперед, Конец программы обработки, Исходное положение); вьфаботка изменяющейся во времени по программе уставки для регулирования параметров обработки с учетом характеристики обрабатывающей среды и вида изделий для каядой ванны по линии обработки. 4 ил. В (Л IND СП ю
цесса - время. Если суммарную поправ-f5 являющегося выходом соответствующего
ку к скорости протекания процесса, формируемую на выходе первого сумматора J8, обозначить &Vy., то, например при нанесении слоя хрома толщиной S на выходе делителя 19 формируется сигнал, П14опорциональный S ; 1/AVj-, где постоянный коэффициент поступает на вход делителя 19 из соответствующей ячейки : блока 10 памяти уставок через комг утатор 11, подключающий к выходам один из блоков памяти, соответствующий обрабатьюае- мым изделиям. В зависимости от типа рассматриваемьк процессов определяется количество датчиков 12 параметров рабочей среды, количество входов сумматора 18 и необходимое количество ячеек блока 10 памяти уставок. На фиг.2 количество параметров равно двум. При этом количество датчиков 12 равно двум, количество входов сумматора 18 тоже равно двум, а количество ячеек блока памяти уставок 10 равно пяти: первая ячейка - нижнее значение первого измеряемого пара- метра ; вторая ячейка - нижнее значение второго измеряемого параметра третья ячейка - значение первого параметра в точке пересечения аппроксимирующих, прямых; четвертая ячейка - значение второго параметра в точке пересечения аппроксимирующих прямых,- пятая ячейка - постоянный коэффициент 5 .
Количество блоков 10 памяти уставок принимается по количеству видов изделий, обрабатьшаемых на линии.
Сигнал с датчика 12 .поступает на первые входы блоков 1.3 и 14 вычитния. На второй вход блока 13 поступает сигнал, пропорциональный нижней границе X i диапазона изменения рассматриваемого параметра, на второй вход блока 14 - сигнал, пропорцио
0
5
О
5
0
0
формирователя приращения скорости, поступает на первый вход первого сумматора 18, формирующего суммарную поправку к минимальной скорости протекания процесса, на второй вход сум- матора 18 поступает сигнал, пропорциональный постоянному для данного процесса коэффициенту,- С выхода делителя 19 суммарная поправка поступает на блок 9 (второй вход).
Блок 9 (фиг.З) имеет три входа и два выхода. Входы: а - код изделия, б - коррекция длительности обработки,, &J- сигнал запуска обработки. Выходы: г - программно изменяющаяся уставка для регулирования параметра обработки (например, силы тока)., д - сигнал Вверх-вперед на управление органом транспортировки изделий.
По сигналу 6 через : третий вход запускается генератор 21 тактовых импульсов . Импульсы от него поступают на счетчик 20 импульсов, который осуществляет последовательное подключение задатчиков 22 и выдает сигнал на выход 2 посл ё окончания цикла. Этим же сигналом производится останов тактового генератора 21. Таким образом, осуществляется ступенчатое программ ное изменение уставки в течение цикла обработки изделий. Сигналом на входе 2 от блока 8 осуществляется изменение частоты генератора 21 тактовых импульсов, что в конечном счете изменяет длительность цикла обработки в зависимости от фактических значений параметров рабочей среды. Кроме того, в блоке 9 осуществляется корректировка величины уставки в зависимости от вида изделий и времени, прошедшего с начала обработки. Эта коррек тировка осуществляется с помощью блока, вьщающего дополнительный сигнал, пропорциональный изменению устанки в зависимости от кода изделия и интервала в гщкле обра.ботки. Этот блок вьтолнен на операционном усилителе 24, в цепь обратной связи кото- рого подключаются резисторы 27 и 28, номиналы которых зависят от требуемого коэффициента умножения блока, кото зависит от кода изделия, введенного через первый вход блока на дешиф ратор 25,
Дешифратор осуществляет подключение требуемого резистора 27. Подключение резисторов 28 осуществляется ключами 23 по сигналам от счетчика 20 Таким образом, формируется поправка, которая является функцией кода изделий и времени, прошедшего с начала обработки. Эта поправка поступает на второй сумматор 26. На этот же с пчматор поступает уставка от задат- чиков 22.Суммарный сигнал, пропорциональный уставке, с выхода сумматора 26 поступает через выход 1 блока 9 на регулятор параметра.
Предлагаемое устройство имеет сле- дзпощие преимущества перед известными: позволяет сократить эксплуатационный персонал на линии гальванообработки, повысить качество гальванопокрытий при более экономном расходовании дефицитных цветных металлов, сократить количество бракованных изделий, а также время на перенала;(,ку линий.
Формула изобретения
Многоканальное устройство для управления гальванообработкой, содержащее в каждом канале датчик наличия изделия в рабочей среде -и блок корректировки длительности обработки; изделий, содержащий первый и второй датчики параметров рабочей среды, выходы первого датчика параметров рабочей среды подключены к первым входам первого и второго блоков вычита- НИН, а тэлсже блок памяти уставок,формирователь приращений времени, выход которого соединен с первым входом сумматора, второй вход которого подключен к выходу суммирующего усилите- ля, соединенного первым входом с выходом первого блока вычитания вто-. рьа-1 входом - через пороговый ключ с выходом второго блока вычитания $ вы- ход сумматора соединен с первым вхо- дом делителя, отличающееся
o
г 0 5
о
5
0 5
0
тем, что, с целью расширения функциональных возможностей путем обеспечения выбора и управления последовательностью обработки изделий, в него введены блок ввода информации и блок памяти последовательности обработки и 3 каж,о;ый канал-селектор команд, датчик положения органа транспортировки изделий и блок управления и корректировки уставок, первый вход которого соединен с первьм входом блока корректировки длительности обработки изделий и с nepBjbiM выходом блока ввода информации, второй вход - с выходом блока корректировки длительности обработки изделий, второй вход которого соединен с третьим входом блока управления и корректировки уставок и с первым выходом селектора команд, первый и второй входы которого подключены соответственно к выходам датчика наличия изделия в рабочей среде и датчика положения органа транспортировки изделия, третий вход селектора команд соединен с соответствукщим выходом блока памяти последовательности обработки,. а вторые выходы объединены и являются первым выходом многоканального устройства для управления гальванообработкой, второй выход блока ввода информации соединен с входом блока памяти последовательности обработки, первые выходы блока управления и кор- ректировки уставок соединены с вторым выходом многоканального устройства для управления гальванообработкой,вторые выходы - с третьими выходами многоканального устройства, а также тем, что в блок корректировки длительности обработки введен коммутатор, первые входы которого соединены с выходами блока памяти уставок, первый выход - с вторым входом второго блока вычитания, третьи выходы - с вторьв-ш входами формирователей приращений времени, четвертые выходы - с вторым входом делителя,а.второй и третий, входы - соответственно с первым и вторым входами блока корректировки длительности обработки, третий и четвертый выходы многоканального устройства для управления гальванообработкой соединены с первыми выходами соответственно первого и последнего селекторов команд.
На ореан
транспортиров ни (бВерх-бперед)
На ореан тран- тортировки С Стоп-вниз)
Конец программы обраёотки
I
Истабки на регуляторы
V
Исконное поло/кение
Фие.1
ОтЗ
Мв
| Устройство для сигнализации и контроля времени выполнения операций | 1978 |
|
SU681432A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для управления процессом химической обработки изделий | 1982 |
|
SU1144121A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
