Изобретение относится к инструментам для зачистки поверхностей и обеспечивает возможность проведения нескольких различны операций зя счет переналадки инструмента
Цель изобретения повышение качест- Bi. обработки поверхностей и расширение эксплуатационных возможностей
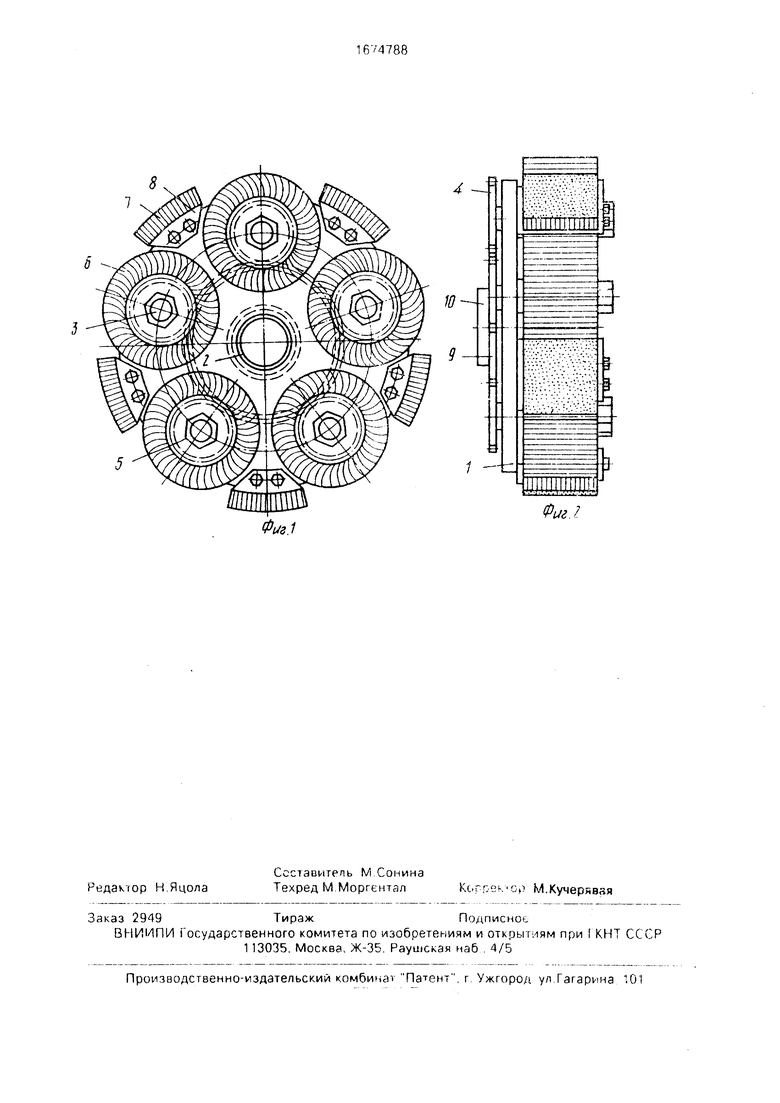
Из фиг 1 изображен инструмент общий сид, на фиг.2 - то же, вид слева.
Инструмент содержит выполненный в виде диска корпус 1 со ступицей 2 В корпу- Ј8 смонтированы симметрично расположенные относительно оси его вращения оси 3, которые с одного конца снабжены шестернями-сателлитами 4. На другом конце осей 3 закреплены при помощи гаек 5 основные рабочие элементы, например лепестковые шлифовальные круги 6, в промежутках между которыми на корпусе 1 установлены функционально независимые дополнительные рабочие элементы, например пакеты проволочного ворса(щетки) 7 с малой жесткостью, закрепленные в колодках 8
Конструкция инструмента позволяет производить замену рабочих элементов 6 и 7 на рабочие элементы других видов Приспособление, шлифовальная машина, станок и т д., на котором будет установлен инструмент, снабжается центральным зубчатым колесом 9 со ступицей 10 Предпочтительный диаметр инструмента 200 мм и выше
Инструмент работает следующим образом.
На неподвижной части корпуса рабочего органа, например на корпусе шлифовальной машины, соосно с оправкой (или шпинделем), смонтированной в этом корпусе, при помощи ступицы 10 неподвижно закрепляется центральное зубчатое колесо 9. После сборки и закрепления рабочих эле,-
4Ь
| ВЭ-ЕТ
ментов 6 и 7 инструмент ступицей 2 устанавливается на оправку соосно с зубчатым колесом 9 так, чтобы все шестерни-сателлиты вошли в зацепление с зубчатым колесом 9, и закрепляется. После включения привода опрапки начинают обработку.
При вращении корпуса 1 инструмента шестерни-сателлиты 4 обкатываются вокруг неподвижно закрепленного зубчатого колеса 9 приводя во вращение вокруг своей оси основные рабочие элементы - лепестковые круги 6. Таким образом, лепестковые круги 6 вращаются вместе с корпусом 1 вокруг оси его вращения (переносное движение) и, кроме того, одновременно вращаются вокруг своей собственной оси 3 (относительно движение), т.е. на периферии корпуса рабочая поверхность лепестковых кругов 6, которая контактирует с обрабатываемой поверхностью в процессе обработки, участвует одновременно в двух движениях. Следовательно, абсолютная скорость движения рабочей поверхности лепестковых кругов 6 на периферии инструмента равна геометрической (векторной) сумме переносной и относительной скоростей. В случае внешнего зацепления направления вращения корпуса 1 и лепестковых кругов б совпадают. Следовательно, совпадают и направления движения корпуса 1 и рабочей поверхности лепестковых кругов 6 на периферии инструмента
Рабочая же поверхность дополнительных рабочих элементов 7 участвует только в одном движении вокруг оси инструмента, поэтому скорость движения рабочей повер- ности пакетов проволочного ворса 7 на пе- оиферии инструмента равна окружной скорости, которая равна скорости переносного движения рабочей поверхности лепестковых кругов 6 на периферии инструмента. За счет этого обеспечивается возможность работы рабочих элементов (6 и 7) с разными скоростями, т е. с теми скоростями, которые присущи этим видам обрабатывающих элементов и являются для каждого из них оптимальными,
Например, лепестковые круги 6 могут (при соответствующем подборе соотношения диаметров шестерни-сателлитов 4 и зубчатого колеса 9, диаметров лепестковых кругов 6 и корпуса 1, частоты вращения оправки, типа зацепления - внешнее или внутреннее) работать на оптимальной для них скорости (например, 35 м/с), а пакеты проволочного ворса 7, в свою очередь, на оптимальной для них скорости (например, 2,5-6,5 м/с в режиме зачистки).
В данном случае нежесткий проволочный ворс разрыхляет и удаляет с обрабатываемой поверхности разрыхленные слои, например, продуктов коррозии, шлака и т.д., т.е. осуществляет процесс грубой зачистки без разрушения поверхностного слоя
основного металла. Лепестковые же круги выполняют другую функцию: срезание тонких слоев основного металла, т.е. производят чистовую зачистку.
Благодаря тому, что инструмент работа0 ет одновременно в двух режимах вместо двух последовательно выполняемых операций (грубой и чистовой зачистки) имеет место одна совмещенная операция, в результате чего повышается производи5 тельность и эффективность обработки Так как рабочие элементы 6 и 7 работают на разных, оптимальных ДЛР каждбго из них режимах, эффективность и качество обработки также повышается, повышается и
0 стойкость самих элементов Вследствие того, что пакеты проволочного ворса 7 производят удаление разрыхленных слоев, уменьшается засаливание лепестков лепестковых кругов, что повышает их стойкость
5 и эффективность обработки
В связи с тем, что суммарная длина рабочей поверхности по длине окружности пяти лепестковых кругов превышает примерно в 1,7 раза длину окружности пе0 риферии инструмента (сравнение с лепестковым кругом того же диаметра, что и диаметр инструмента), увеличивается стойкость инструмента и объем снимаемого материала. В случае опережающего износа
5 лепестковых кругов 6, колодки 8 с обрабатывающими пакетами проволочного ворса 7 перемещаются в радиальном направлении (к центру инструмента) и закрепляются в нужном положении
0Инструмент обладает широкими технологическими возможностями, его можно переналадить и оснастить другими обрабатывающими функционально независимыми рабочими элементами, работающими в раз5 ных режимах и выполняющими разные функции. Например, взамен дополнительных рабочих элементов 7 с пакетами нежесткого (менее 45 кгс/мм). ворса устанавливаются на те же места обрабатывающие элементы,
0 состоящие из пакетов жесткого (например, 55 кгс/мм) ворса, предназначенного для удаления с обрабатываемой поверхности металла твердых слоев, например окалины, а также срезания тонких слоев основного
5 металла со снятием микростружки. Окружная скорость, рекомендованная для режима микрорезания, должна быть в среднем 2 м/с. Взаимен лепестковых кругов 6 на оси 3 устанавливаются (при соответствующем подборе режимов) дисковые проволочные
щетки с нежестким ворсом (не показаны), предназначенные для работы в режиме зачистки, т.е. для удаления с обрабатываемой поверхности разрыхленных слоев, деформированных гребешков микропрофиля поверхности металла, оставшихся не удаленными предшествующей обработкой, без разрушения поверхностного слоя основного металла. Суммарная абсолютная скорость рабочей поверхности дисковых щеток на периферии инструмента в соответствии с указанными рекомендациями должна составлять в режиме зачистки в среднем 4,5 м/с.
Эфективность и качество обработки, а также стойкость рабочих элементов повышаются по тем же причинам, что и в описанном варианте инструмента.
С целью расширения технологических возможностей инструмент переналаживается и оснащается с соответствующим подбором режимов, например, дисковыми проволочными щетками с установкой их на оси 3 и ударными элементами, выполненными в виде наборов свободно качающихся пластин или прядей тросов с утолщениями на конус (не показано), которые монтируются в колодках, аналогичных колодкам 8.
При работе инструмента в этом варианте происходит контактирование с обрабаты- ваемой поверхностью также двух функционально независимых друг от друга элементов - ударных и зачистных. Ударные элементы, ударяя по обрабатываемой поверхности, разрушают плотные толстые слои окалины, ржавчины и т.п. Дисковые проволочные щетки одновременно удаляют с обрабатываемой поверхности разрушенные слои. В этом варианте инструмент может быть применен для очистки и подготовки поверхности под покрытие при одновременном ее упрочнении с целью повышения коррозионно-механической стойкости деталей. Эффективность зачистки повышается за счет совмещения двух последовательно выполняемых операций.
Возможны и другие варианты переналадки с другими комбинациями рабочих элементов. Например, для повышения эффективности и качества очистки инструмент может быть оснащен тремя разными видами функционально независимых элементов: на оси 3 устанавливаются лепестковые круги.6, а в промежутках между ними в колодках 8 - пакеты нежесткого проволочного ворса 7 (два или три пакета) и ударные элементы, аналогичные описанным (три или два набора). В этом случае инструмент работает одновременно в трех режимах, заменяя три последовательно выполняемые операции 5 одной совмещенной. Ударные элементы разрушают толстые плотные слои окалины; пакеты проволочного ворса 7 удаляют эти разрушенные слои, не проникая в основной металла, а лепестковые круги б производят 10 чистовую зачистку поверхности со снятием слоев основного металла.
Инструмент позволяет осуществить переналадку и оснастить его рабочими элементами для обработки не периферией, а 15 торцом. Например, на оси 3 устанавливаются торцовые проволочные щетки (не показаны) с нежестким ворсом для грузой зачистки и в промежутках между ними - колодки с пакетами жесткого проволочного ворса, ко- 0 торый может иметь абразивное покрытие или покрытие из нитрида титана. Рабочая поверхность пакетов ворса расположена с торца комбинированного инструмента. В этом случае абсолютные скорости точек, 5 расположенных на рабочей поверхности торцовых щеток, будут разные
Конструкция инструмента позволяет производить замену рабочих элементов без снятия инструмента с оправки, допускает 0 замену отдельных рабочих элементов, применение лепестковых кругов с лепестками разной характеристики, так же как и пакетов проволочного ворса на одном и том же ин струменте. 5Формула изобретения
1. Инструмент для зачистки поверхностей, содержащий установленный на ступице корпус, по окружности которого размещены чередующиеся между собой до- 0 полнительные рабочие элементы и установленные на осях, параллельных оси ступицы, основные рабочие элементы, отличающийся тем. что. с целью повышения качества обработки поверхностей и расши- 5 рения эксплуатационных возможностей, основные рабочие элементы установлены с возможностью осевого вращения, а дополнительные рабочие элементы установлены в корпусе с возможностью радиального перемещения и 0 фиксации, при этом основные и дополнительные рабочие элементы выполнены сменными.
2. Инструмент поп.1,отличающий- с я тем, что он имеет систему шестерней- сателлитов для связи его с приводом, а оси 5 этих шестерней соединены с осями основных рабочих элементов.
8
5
Фиа.1
Фиг. I
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК НА ЗУБЧАТЫХ ДЕТАЛЯХ | 1994 |
|
RU2077413C1 |
| ИГЛОШЕВЕР ДЛЯ ЧЕРВЯЧНЫХ КОЛЕС | 2007 |
|
RU2344025C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК БЛОКОМ РОЛИКОВ С ПЛАНЕТАРНЫМ ДВИЖЕНИЕМ | 2009 |
|
RU2410185C1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409442C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| СПОСОБ ЗУБОИГЛОШЕВИНГОВАНИЯ | 2007 |
|
RU2344024C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |