Изобретение относится к области технологии ультразвуковой очистки и может найти применение при промывке прецизионных изделий от загрязнений со слабой адгезией к поверхности.
Целью изобретения является повышение качества очистки и интенсификации процесса.
Способ ультразвуковой очистки осуществляется следующим образом,
Стержневым излучателем, имеющим квадратный рабочий торец со стороной D 40 мм, при амплитуде колебательных смещений торца 30 мкм в жидкости возбуждают ультразвуковое поле. Излучатель перемещают возвратно-поступательно над объектом очистки со скоростью V 50-100 мм/с. При таких скоростях перемещения длительность действия ультразвукового поля на единицы поверхности при каждом проходе излучателя над объектом т D/v соответствует 0,4-0,8 с. В процессе обработки очищаемый объект располагают не ближе чем в 15 мм от рабочей поверхности излучателя, так как зона развитой кавитации на амплитудном режиме обработки 30 мкм распространяется на глубину около 15 мм. Чтобы обеспечить условия, необходимые для реализации предлагаемого способа очистки, используют стержневую колебательную систему, рассчитанную на потребляемую электрическую мощность 1,5 кВт и рабочую частоту 22 кГц. В качестве моющей жидкости применяют водный моющий раствор. Для орта- низа ции возвратио-поступательного перемещения излучателя пользуются механизмом установки ЛЭФМО-3, конструкцию которого дорабатывают с учетом необходимого диапазона скоростей перемещения.
Примером эффективности предлагаемого технического решения могут служить результаты эксперимента по оценке влияния длительности действия ультразвукового поля на единицу очищаемой поверх(Л
С
С VJ
Jiw Ю 00 0
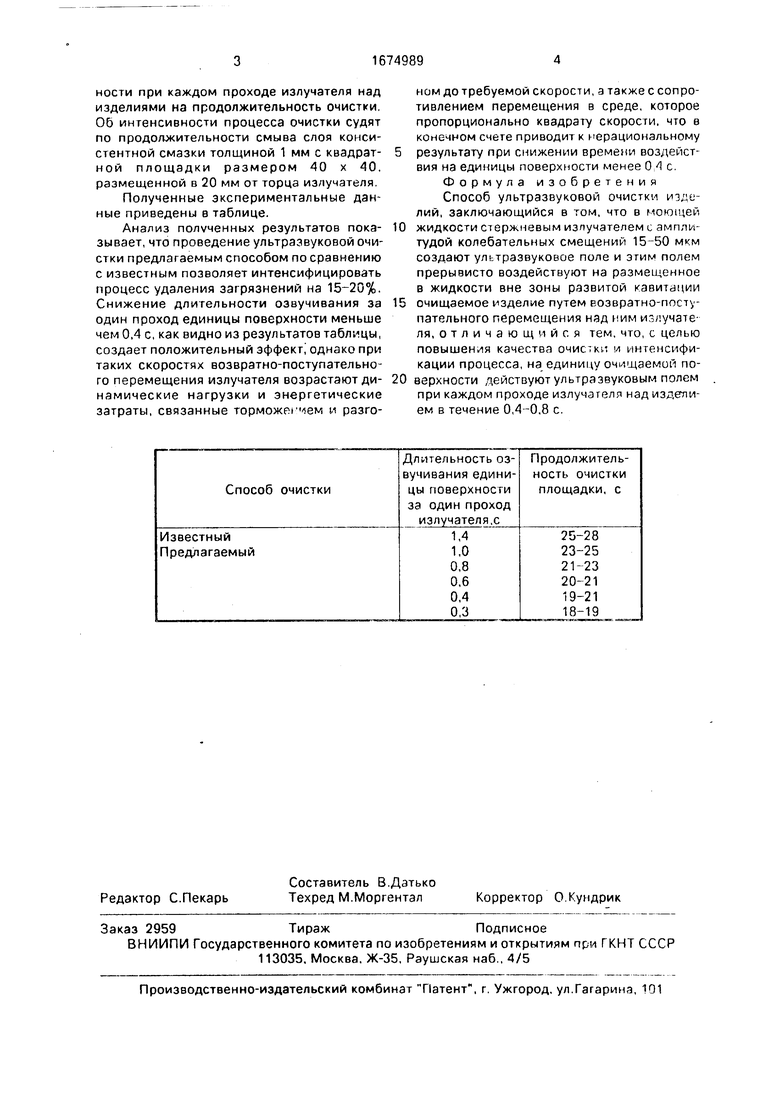
ности при каждом проходе излучателя над изделиями на продолжительность очистки. 05 интенсивности процесса очистки судят по продолжительности смыва слоя консистентной смазки толщиной 1 мм с квадратной площадки размером 40 х 40, размещенной в 20 мм от торца излучателя.
Полученные экспериментальные данные приведены в таблице.
Анализ полученных результатов показывает, что проведение ультразвуковой очистки предлагаемым способом по сравнению с известным позволяет интенсифицировать процесс удаления загрязнений на 15-20%. Снижение длительности озвучивания за один проход единицы поверхности меньше чем 0,4 с, как видно из результатов таблицы, создает положительный эффект, однако при таких скоростях возвратно-поступательного перемещения излучателя возрастают динамические нагрузки и энергетические затраты, связанные торможргием и разгоном до требуемой скорости, а также с сопротивлением перемещения в среде, которое пропорционально квадрату скорости, что в конечном счете приводит к нерациональному
результату при снижении времени воздействия на единицы поверхности менее 0 4 с Формула изобретения Способ ультразвуковой очистки изделий, заключающийся в том, что в моющей
жидкости стержневым излучателем t, амплитудой колебательных смещений 15-50 мкм создают ультразвуковое поле и этим полем прерывисто воздействуют на размещенное в жидкости вне зоны развитой кэвитсщии
очищаемое изделие путем возвратно-поступательного перемещения над ним излучателя, отличающийся тем, что, с целью повышения качества очистки и интенсификации процесса, на единицу очищаемой поверхности действуют ультразвуковым полем при каждом проходе излучателя над изделием в течение 0,4-0,8 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой очистки изделий | 1988 |
|
SU1574285A1 |
| Устройство для ультразвуковой очистки изделий | 2017 |
|
RU2680030C1 |
| Способ ультразвуковой обработки и установка для его осуществления | 2016 |
|
RU2625465C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ ОТ ТЕХНОЛОГИЧЕСКИХ И ЭКСПЛУАТАЦИОННЫХ ЗАГРЯЗНЕНИЙ | 2008 |
|
RU2375127C1 |
| СПОСОБ АКУСТИЧЕСКОЙ ОБРАБОТКИ ОБЪЕКТА | 2001 |
|
RU2196014C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ИЗДЕЛИЙ | 2008 |
|
RU2378058C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ИЗДЕЛИЙ | 2019 |
|
RU2729519C1 |
| Установка для ультразвуковой очистки горелочных устройств индивидуальных камер сгорания с предварительным смешением топлива | 2023 |
|
RU2822645C1 |
| СПОСОБ ОЧИСТКИ ВОДЫ | 2002 |
|
RU2214972C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ОТ ТЕХНОЛОГИЧЕСКИХ И ЭКСПЛУАТАЦИОННЫХ ЗАГРЯЗНЕНИЙ | 2008 |
|
RU2375126C1 |
Изобретение может найти применение при промывке прецизионных изделий сложной конструкции и формы от загрязнений со слабой адгезией к поверхности С целью повышения качества очистки и интенсификации процесса очистки при проведении ультразвуковой высокоамплитудной очистки с возвратно-поступательным перемещением излучателя над изделиями, расположенными вне зоны развитой кавитации, на единицу очищаемой поверхности воздействуют ультразвуковым полем при каждом проходе излучателя над изделием в течение 0.4-0,8 с, что позволяет интенсифицировать процесс удаления загрязнений на 15-20%. 1 табл
| Панов А.П Ультразвуковая очистка прецизионных деталей - М Машиностроение, 1984,с | |||
| Механический грохот | 1922 |
|
SU41A1 |
