СП
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СУМОК | 1996 |
|
RU2129478C1 |
| Устройство для обрезки торцов тонкостенных труб | 1980 |
|
SU963724A1 |
| УСТАНОВКА ДЛЯ НАРЕЗАНИЯ ХЛЕБНОЙ СОЛОМКИ | 2002 |
|
RU2230655C2 |
| Установка для поэтапного изготовления полиэтиленовых пакетов | 2017 |
|
RU2665670C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПЛАСТА ИЗ ЛИПКОЙ КОНДИТЕРСКОЙ МАССЫ | 1991 |
|
RU2010532C1 |
| Ножницы | 1973 |
|
SU472004A1 |
| РУЧНОЙ ПРИВОДНОЙ ИНСТРУМЕНТ | 2009 |
|
RU2507059C2 |
| Устройство для раскроя эластичного материала на заготовки | 1987 |
|
SU1482813A1 |
| САДОВЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2020 |
|
RU2735743C1 |
| ШТАМП | 1996 |
|
RU2125095C1 |
Изобретение относится к производству товаров народного потребления, а более конкретно к изготовлению сумок из полимерной пленки. Цель изобретения - расширение технологических возможностей за счет резания отверстий различной формы. Подачу пленки осуществляют непрерывно, транспортируют в зоне резания по дуге окружности барабана с закрепленным в нем ножом с прямой режущей кромкой. Вырезание отверстий осуществляется на цилиндрической поверхности барабана, причем ножу помимо возвратно-поступательного движения сообщают дополнительное вращательное движение, совпадающее по направлению и скорости с подачей пленки. Резание производят постепенно от одних диаметрально противоположных краев отверстия к другим. 6 ил.
Изобретение относится к производству товаров народного потребления, а более конкретно к изготовлению сумок из полимерной пленки.
Цель изобретения - расширение технологических возможностей за счет резания отверстий различной формы.
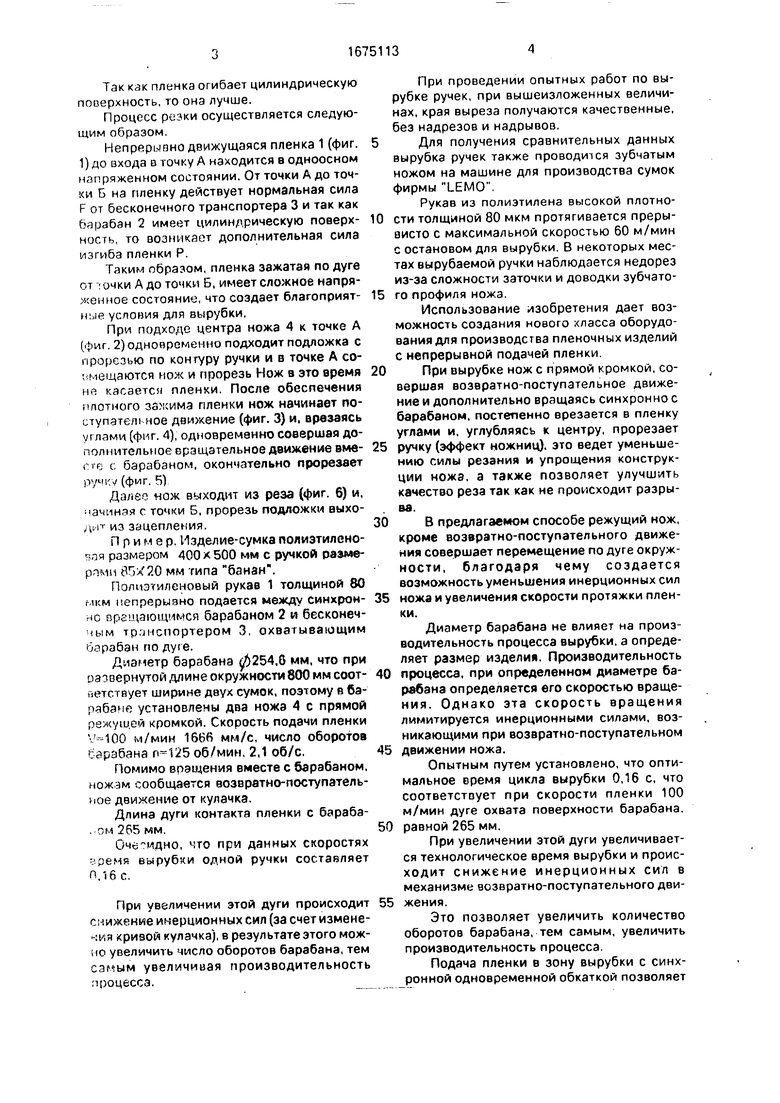
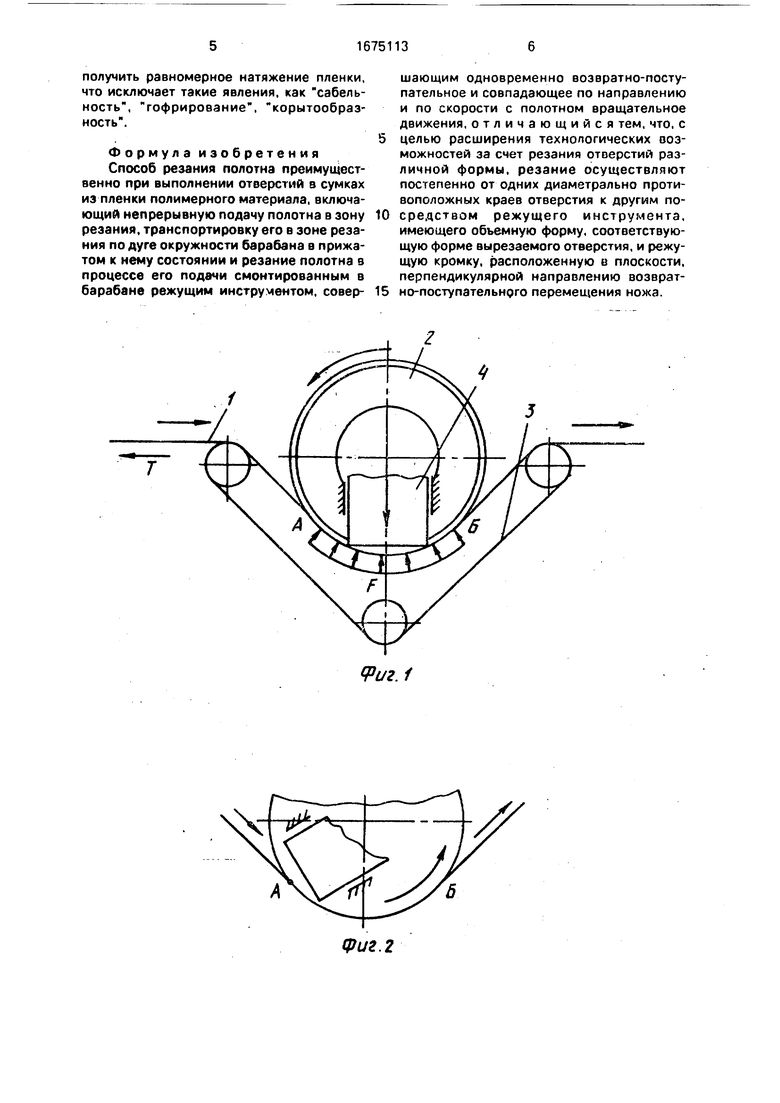
На фиг. 1 изображен способ вырубки ручек; на фиг. 2 - фаза подхода центра ножа к точке А; на фиг. 3 - фаза поступательного движения ножа; на фиг. 4 - фаза врезания ножа углами; на фиг. 5 - фаза окончательной вырубки ручки; на фиг. 6 - фаза выхода центра ножа в точку Б.
Способ резания полотна при выполнении отверстий в сумках заключается в следующем.
Подачу полотна осуществляют непрерывно, прижим пленки производят к барабану с закрепленным в нем режущим
инструментом, имеющим объемную форму, соответствующую форме вырезаемого отверстия и режущую кромку, расположенную в плоскости, перпендикулярной направлению возвратно-поступательного перемещения ножа. При этом резание осуществляется на цилиндрической поверхности барабана, причем ножу помимо возвратно-поступательного движения сообщают дополнительное вращательное движение, совпадающее по направлению и скорости с подачей пленки.
Поверхность барабана, пленка и прижим, прижатые друг к другу, движутся с одинаковой линейной скоростью, совпадающей по направлению, следовательно, пленка, зажатая между барабаном и прижимом не смещается относительно этих плоскостей и имеет постоянное напряженное состояние, не меняющееся в процессе ее движения.
О х| СП
со
Так как пленка огибает цилиндрическую поверхность, то она лучше.
Процесс резки осуществляется следующим образом.
Непрерывно движущаяся пленка 1 (фиг. 1) до входа в точку А находится в одноосном напряженном состоянии. От точки А до точки Б на пленку действует нормальная сила F от бесконечного транспортера 3 и так как о-эрабан 2 имеет цилиндрическую поверхность, то возникает дополнительная сила изгиба пленки Р.
Таким образом, пленка зажатая по дуге от -очки А до точки Б, имеет сложное напряженное состояние, что создает благоприятные условия для вырубки,
При подходе центра ножа 4 к точке А (Фиг. 2) одновременно подходит подложка с прорезью по кон гуру ручки и в точке А совмещаются нож и прорезь Нож в это время не касается пленки. После обеспечения плотного зажима пленки нож начинает по- отупател ное движение (фиг. 3) и, врезаясь углами (фиг. 4), одновременно совершая дополнительное вращательное движение вме- ГГР, с барабаном, окончательно прорезает nyui v (фиг. 5)
Далее «ож выходит из реза (фиг. 6) и, ачинзя с точки Б. прорезь подложки выходит из зацепления.
Пример. Изделие-сумка полиэтиленовая размером 400 х 500 мм с ручкой размерами 20 мм типа банан.
Полиэтиленовый рукав 1 толщиной 80 мкм непрерывно подается между синхронно вращающимся барабаном 2 и бесконеч- шм транспортером 3, охватывающим барабан по дуге.
Диаметр барабана 0254,6 мм, что при развернутой длине окружности 800 мм соответствует ширине двух сумок, поэтому в бэ- рябэие установлены два ножа 4 с прямой режушей кромкой. Скорость подачи пленки --100 м/мин 1666 мм/с, число оборотов барабана об/мин, 2,1 об/с.
Помимо вращения вместе с барабаном, ножэм сообщается возвратно-поступательное движение от кулачка.
Длина дуги контакта пленки с бараба- , ом 265 мм.
Очевидно, что при данных скоростях г ремя вырубки одной ручки составляет
П.16С.
При увеличении этой дуги происходит снижение инерционных сил (за счет изменения кривой кулачка), в результате этого можно увеличить число оборотов барабана, тем саным увеличивая производительность процесса.
При проведении опытных работ по вырубке ручек, при вышеизложенных величинах, края выреза получаются качественные, без надрезов и надрывов.
Для получения сравнительных данных
вырубка ручек также проводится зубчатым ножом на машине для производства сумок фирмы LEMO.
Рукав из полиэтилена высокой плотно0 сти толщиной 80 мкм протягивается прерывисто с максимальной скоростью 60 м/мин с остановом для вырубки. В некоторых местах вырубаемой ручки наблюдается недорез из-за сложности заточки и доводки зубчато5 го профиля ножа.
Использование изобретения дает возможность создания нового класса оборудования для производства пленочных изделий с непрерывной подачей пленки.
0 При вырубке нож с прямой кромкой, совершая возвратно-поступательное движение и дополнительно вращаясь синхронно с барабаном, постепенно врезается в пленку углами и. углубляясь к центру, прорезает
5 ручку (эффект ножниц), это ведет уменьшению силы резания и упрощения конструкции ножэ, а также позволяет улучшить качество реза так как не происходит разрыва.
0 В предлагаемом способе режущий нож, кроме возвратно-поступательного движения совершает перемещение по дуге окружности, благодаря чему создается возможность уменьшения инерционных сил
5 ножа и увеличения скорости протяжки пленки.
Диаметр барабана не влияет на производительность процесса вырубки, а определяет размер изделия. Производительность
0 процесса, при определенном диаметре барабана определяется его скоростью вращения. Однако эта скорость вращения лимитируется инерционными силами, возникающими при возвратно-поступательном
5 движении ножа.
Опытным путем установлено, что оптимальное время цикла вырубки 0,16 с, что соответствует при скорости пленки 100 м/мин дуге охвата поверхности барабана,
0 равной 265 мм.
При увеличении этой дуги увеличивается технологическое время вырубки и происходит снижение инерционных сил в механизме возвратно-поступательного дви5 жения.
Это позволяет увеличить количество оборотов барабана, тем самым, увеличить производительность процесса.
Подача пленки в зону вырубки с синхронной одновременной обкаткой позволяет
получить равномерное натяжение пленки, что исключает такие явления, как сабель- ность, гофрирование, корытообраз- ность.
Формула изобретения Способ резания полотна преимущественно при выполнении отверстий в сумках из пленки полимерного материала, включающий непрерывную подачу полотна в зону резания, транспортировку его в зоне резания по дуге окружности барабана в прижатом к нему состоянии и резание полотна s процессе его подачи смонтированным в барабане режущим инструментом, соверФиг. 2
0
шающим одновременно возвратно-поступательное и совпадающее по направлению и по скорости с полотном вращательное движения, отличающийся тем, что, с целью расширения технологических возможностей за счет резания отверстий различной формы, резание осуществляют постепенно от одних диаметрально противоположных краев отверстия к другим посредством режущего инструмента, имеющего объемную форму, соответствующую форме вырезаемого отверстия, и режущую кромку, расположенную в плоскости, перпендикулярной направлению возвратно-поступательного перемещения ножа.
Фиг. 1
Фиг.З
| Устройство для поперечной разрезки бумажного полотна | 1987 |
|
SU1532313A1 |
| кл | |||
| Механический грохот | 1922 |
|
SU41A1 |
