Изобретение относится к производству полиэтиленовых пакетов и может найти применение при изготовлении хозяйственных сумок или пакетов, выполненных из полиэтилена.
Известна пакетосварочная машина для производства пакетов с боковым сварным швом и печатью LY-800LDDP, LY-1000LDDP с петлевой усиленной ручкой, содержащая ленточный конвейер, станину, стенд размотки с регулятором положения кромки, протяжные валки, сварной нож с нагревателем, устройство для приварки петлевых ручек, разработанная фирмой LIAN-YOU MACHINERY INDUSTRY CO., LTD.
Наиболее близкой к заявляемой является машина для изготовления полиэтиленовых пакетов, обеспечивающая изготавливание друг за другом полиэтиленовых пакетов, содержащая механизм подачи основного материала, обеспечивающий складывание полотна основного материала в два слоя и его подачу в продольном направлении, механизм подачи материала боковой складки, обеспечивающий складывание полотна основного материала в два слоя и его подачу в продольном направлении, устройство продольной сварки, обеспечивающее тепловую сварку слоев основного материала с листами материала боковой складки по длине полотен основного материала (патент РФ №2426648, МПК В31В 37/60, В31В 23/60, публ. 2011).
Общим недостатком известных устройств является невозможность изготовления полиэтиленового пакета по патенту РФ №89929.
Была поставлена задача - оптимизировать и модернизировать устройство для поэтапного изготовления полиэтиленовых пакетов для повышения производительности труда и уменьшения доли ручного труда.
Поставленная задача решена тем, что в установке для поэтапного изготовления полиэтиленовых пакетов, содержащей последовательно соединенные блок размотки и протяжки рулона полотна с устройством контроля кромки рулона и автоматического натяжения полотна, блок установки ручек пакетов между слоями полотна с двумя устройствами для установки ручек, размещенными друг напротив друга, блок гофрирования верхней части пакетов с двумя устройствами для гофрирования, размещенными друг напротив друга, блок сваривания боковин пакетов и разрезания полотна на пакеты, соединенный с блоком складывания полотна с ручками и гофрами вдвое по высоте пакета с разворотом полотна на 90°, размещенным под прямым углом к блоку гофрирования верхней части пакетов, и блок приемки готовых пакетов. Устройства для установки ручек содержат прямоугольной формы прижимные пластины-пятаки для закрепления ручек, выполненные с выступами, расположенными на их нижней стороне, а по центру в пластинах-пятаках выполнено продольное отверстие, в котором размещены термоэлектрические нагреватели. Устройства для гофрирования верхней части пакетов содержат прямоугольной формы термопластины для гофрирования верхней части пакета, в нижней части которых выполнен ряд выступов, а в верхней части - продольные канавки, в которых размещены термоэлектрические нагреватели. Блок складывания полотна с ручками и гофрами вдвое по высоте с разворотом 90° содержит горизонтальную и установленную на ней вертикальную рамы, причем на вертикальной раме установлен протяжной вал, а на горизонтальной раме - протяжные валы, при этом в верхней части вертикальной рамы неподвижно закреплена треугольная рама со свободным незакрепленным углом над протяжными валами горизонтальной рамы, выполненная с жесткой лентой для исключения провисания полиэтиленового полотна. Блок сваривания боковин пакетов и разрезания полотна на пакеты установлен под прямым углом к блоку гофрирования верхней части пакетов
и содержит платформу, на которой закреплены рожок с отверстиями для подвода и отвода воды для охлаждения нагревающегося полотна, нож для сваривания и разрезания полотна на пакеты, и ответную платформу ножа, выполненную с отверстиями для подвода и отвода воды, при этом нож для сваривания и разрезания полотна на пакеты выполнен из двух частей: сварочной, выполненной из стали, защищенной фторопластовой лентой, тефлоновым полотном или лентой, и представляющей собой в сечении два соединенных между собой перемычкой прямоугольника, нижняя часть которых выполнена в виде усеченных треугольников, и собственно ножа, выполненного съемным из стали, расположенного под перемычкой сварочной части и зафиксированного к ней винтом, причем в упомянутых двух частях выполнены продольные отверстия, в которых размещены термоэлектрические нагреватели.
Технический результат заключается в повышении производительности за счет сокращения ручного труда.
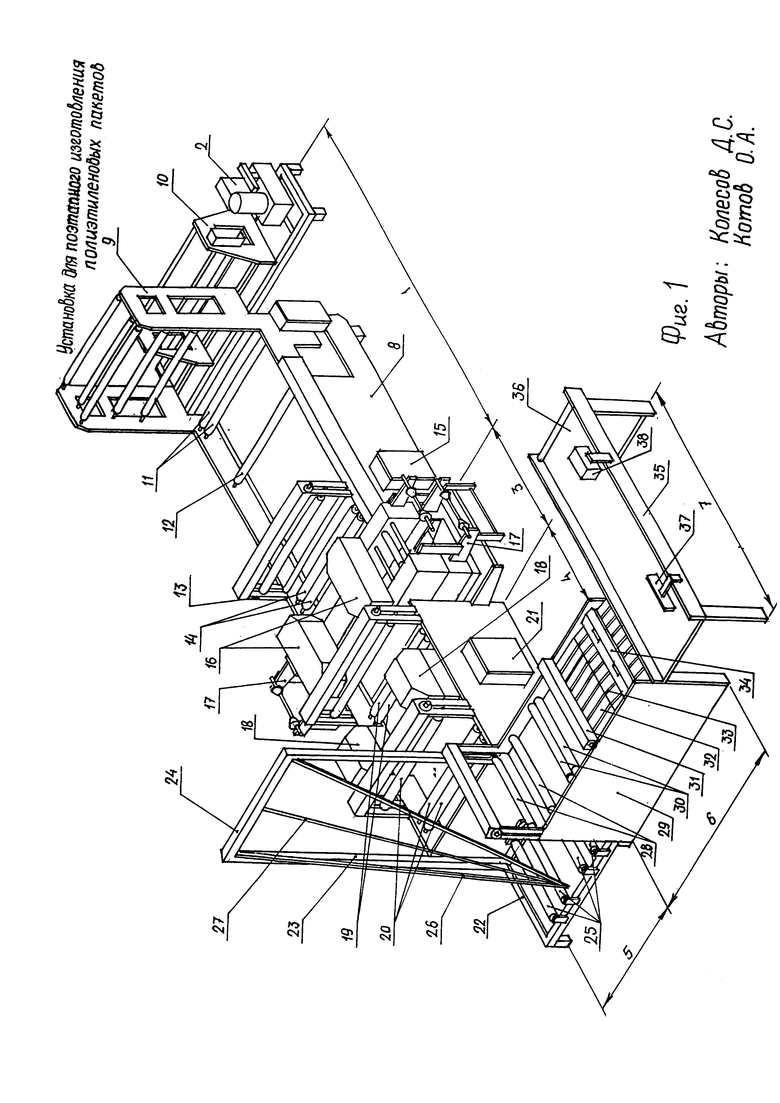
Установка для поэтапного изготовления полиэтиленовых пакетов (фиг. 1) содержит последовательно соединенные блок 1 размотки и протяжки рулона полотна, снабженный устройством 2 контроля кромки рулона и автоматического натяжения полотна, блок 3 установки ручек пакетов между слоями полотна, блок 4 гофрирования верхней части пакетов, блок 5 складывания полотна с ручками и гофрированным полотном вдвое по высоте пакета, блок 6 сваривания боковин пакетов и разрезания полотна на пакеты и блок 7 приемки готовых пакетов.
Блок 1 содержит корпус 8, установленную на нем вертикальную раму 9, размоточный стенд с держателями 10 для рулонов пленки, натяжные валы 11, протяжной вал 12, вертикальную раму 13 с регулировочными
валами. Между рамой 13 и блоком 3 установлены натяжные валы 14, подключенные к блоку 15 питания.
Блок 3 содержит два установленные друг напротив друга устройства 16 для закрепления ручек на пакетах, каждое из которых снабжено размоточным стендом 17 с держателями для рулонов пленки, предназначенной для ручек. Устройства 16 содержат наборы прижимных пластин - пятаков для закрепления ручек между слоями полиэтилена, причем в каждом из устройств 16 установлен нож гильотинного типа для отрезания ручки нужной длины. Устройства 16 оснащены термоэлектрическим нагревателем (ТЭНом), не показанным на рисунке.
Блок 4 содержит два установленные друг напротив друга устройства 18 для гофрирования верхней части пакета с ручками, содержащие гофрированную термопластину для нанесения оттисков и одновременного сваривания двух слоев пленки в верхней части пакета, а также протяжные валы 19 на входе и систему регулировочных валов 20 на выходе устройств 18. Блок 4 снабжен блоком 21 контроля температуры и питания.
Блок 5 содержит горизонтальную 22 и установленную на ней вертикальную 23 рамы. На вертикальной раме 23 установлен протяжной вал 24, а на горизонтальной раме 22 закреплены протяжные валы 25. На верхней части вертикальной рамы 23 неподвижно закреплена треугольная рама 26 со свободным незакрепленным углом над валами 25, служащая для складывания полотна с ручками вдвое по высоте пакета с последующим направлением его с разворотом на 90° на протяжные валы 25. Для исключения провисания полиэтиленового полотна треугольная рама 26 снабжена жесткой лентой 27.
Блок 6 установлен под прямым углом к блоку 4 и содержит протяжные валы 28, закрепленные на корпусе 29, а также натяжные валы 30,
размещенные перед ножом 31 для сваривания двойным швом боковых сторон пакета и разрезания полотна на отдельные пакеты, конвейерную ленту 32 с пневматическими трубками 33 для направления движения пакетов по конвейерной ленте 32. На корпусе 29 над финишной частью ленты 32 установлено электростатическое устройство 34, служащее для равномерного укладывания пакетов на ленте 32 за счет воздействия электростатическими разрядами. Блок 6 снабжен ТЭНом и блоком питания (на рис. не показаны).
Блок 7 представляет собой рампу 35 с установленными на ней транспортерной лентой 36, отбойником 37 для удержания пакетов от падения с рампы 35 и счетчиком 38 готовой продукции.
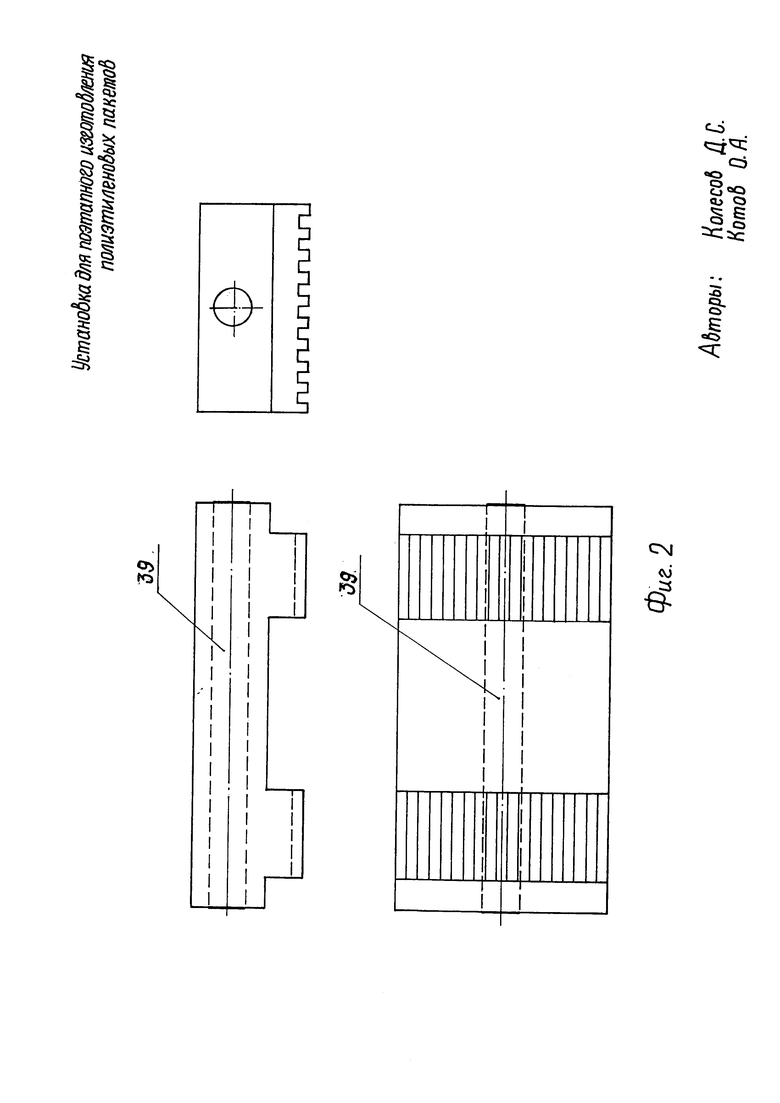
Прижимная пластина-пятак для закрепления ручек (фиг. 2) имеет прямоугольную форму, выполнена из латуни, бронзы, фторопласта или других материалов и снабжена выступами, расположенными на нижней стороне пластины. В пластине по центру выполнено продольное отверстие для размещения ТЭНов 39.
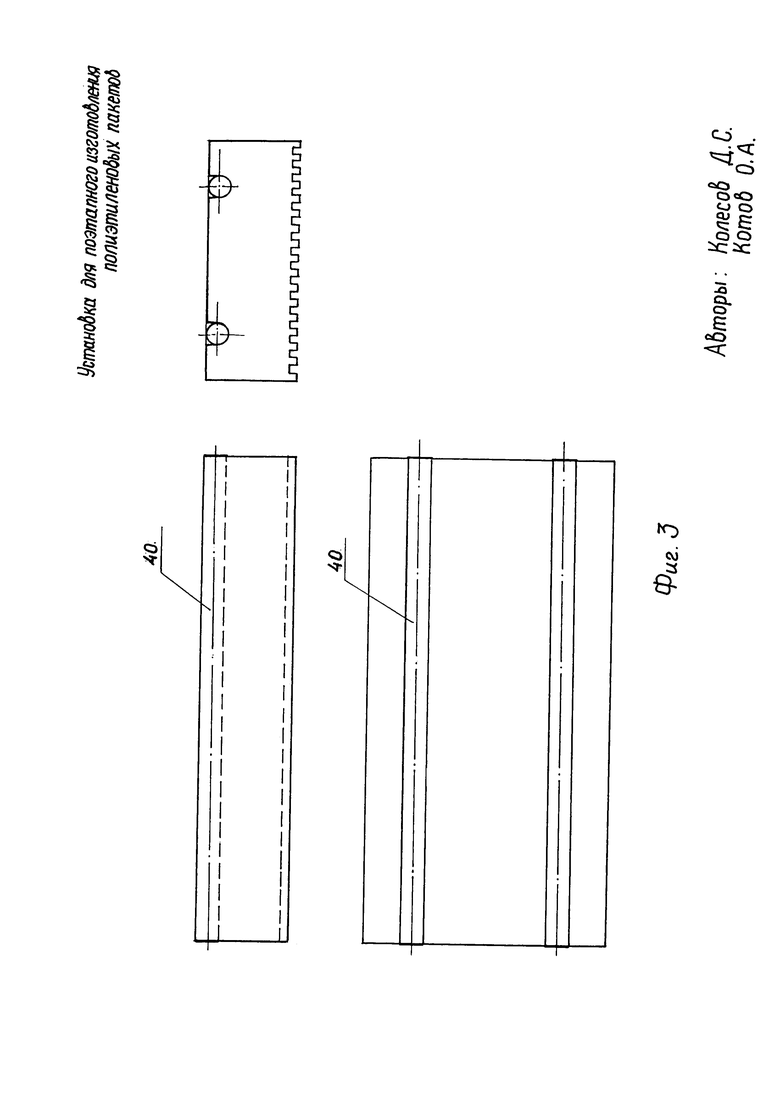
Термопластина для гофрирования верхней части пакета (фиг. 3) имеет прямоугольную форму, выполнена из алюминия, бронзы, фторопласта или других материалов, в нижней части снабжена рядом выступов, а в верхней части пластины выполнены продольные канавки для размещения ТЭНов 40.
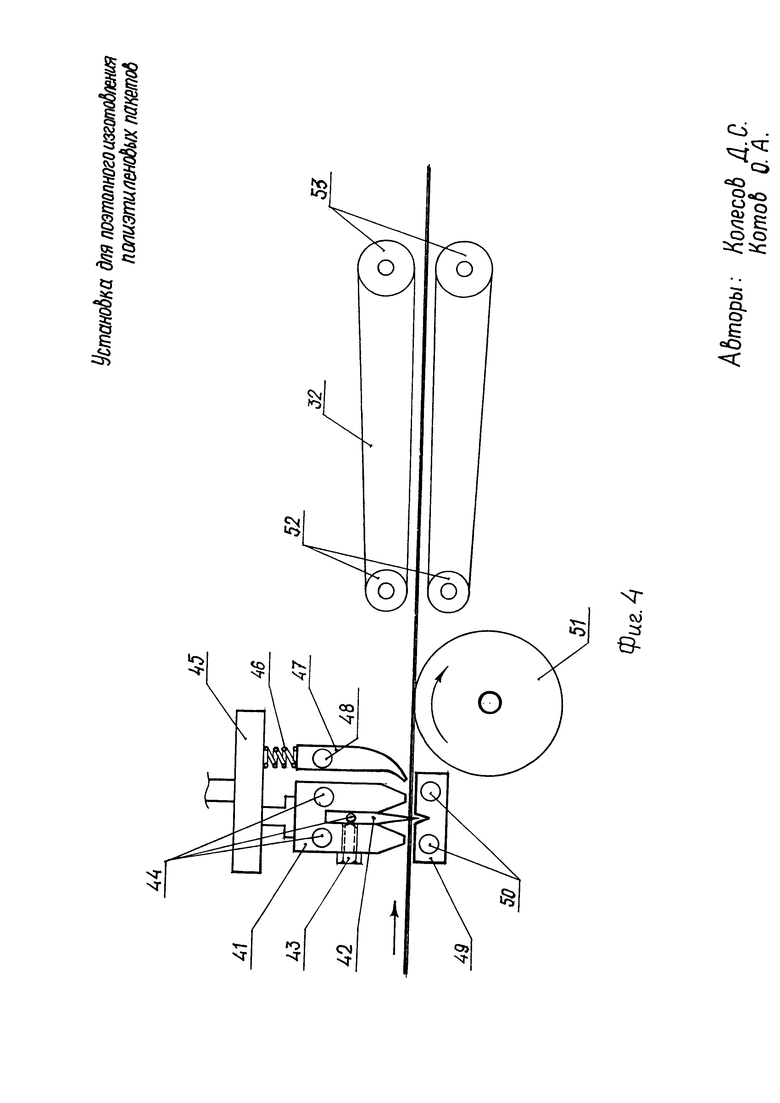
Нож для сваривания боковин пакетов и разрезания полотна на пакеты (фиг. 4) выполнен из двух частей, одна из которых, сварочная 41, выполнена из стали, защищенной фторопластовой лентой, тефлоновым полотном или лентой, и представляет собой в сечении два соединенных между собой перемычкой прямоугольника, в нижней части выполненные в виде усеченных треугольников, а вторая часть, собственно нож 42, выполнена из стали и является съемной, помещается под перемычкой первой части и фиксируется к ней винтом 43. Во всех частях выполнены продольные
отверстия 44 для размещения ТЭНов. Нож для сваривания боковин и разрезания полотна прикреплен к платформе 45. К ней же пружиной 46 прикреплен рожок 47 с отверстиями 48 для подвода и отвода воды для охлаждения нагревающегося полотна, поступающей, например, из водопровода. В ответной платформе 49 ножа также выполнены отверстия 50 для подвода и отвода воды. Для подачи полотна под нож служит вал 51 конвейерной ленты 32. Для дальнейшего продвижения готовых пакетов служат ролики 52 и 53 конвейерной ленты 32.
Установка работает следующим образом.
Двухслойное полиэтиленовое полотно с блока 1 размотки через валы на раме 9, валы 11, 12 на корпусе 8, валы на раме 13 и валы 14 подают на блок 3, где на устройства 16 с размоточных стендов 17 подают гофрированную пленку, предназначенную для ручек. Ножи гильотинного типа, размещенные внутри устройств 16, отрезают пленку нужной длины и подают ее под прижимные пластины-пятаки, оснащенные ТЭНами, которые приваривают ручки к полотну. Затем через валы 19 полотно подают на блок 4, где на устройствах 18, содержащих гофрированные термопластины, оснащенные ТЭНами, происходит нанесение оттисков с одновременным свариванием двух слоев пленки в верхней части пакета. Далее через систему валов 20 полотно поступает на вертикальную раму 23 блока 5, через вал 24 попадает на неподвижно закрепленную раму 26, где происходит складывание полотна с ручками вдвое по высоте пакета и разворот его на 90° с выходом на валы 25 горизонтальной рамы 22. Затем через валы 28, закрепленные на корпусе 29 блока 6, и валы 30 полотно попадает под нож 31, снабженный ТЭНами, где происходит сваривание двойным швом боковых сторон пакетов с одновременным разрезанием полотна на отдельные пакеты. Готовая продукция поступает на фасовочную рампу 35 блока 7, снабженную отбойником 37 для удержания пакетов от падения и счетчиком 38.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТЕЙНЕР ДЛЯ ХРАНЕНИЯ ПРОДУКТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2282571C2 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ ОТХОДОВ | 2017 |
|
RU2652106C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СУМОК | 1996 |
|
RU2129478C1 |
| Машина для сортировки и упаковки чулок | 1984 |
|
SU1308664A1 |
| Устройство для изготовления пакетов из полимерной ленты и наполнения их сыпучим продуктом | 1978 |
|
SU763188A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКИХ САЛФЕТОК | 1996 |
|
RU2112485C1 |
| Устройство для упаковки рулонов | 1978 |
|
SU763190A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ СПАЛЬНОЙ ПРОДУКЦИИ | 2006 |
|
RU2321529C1 |
| Устройство для настилания текстильных полотен на закройный стол | 1979 |
|
SU903268A1 |
Изобретение относится к производству полиэтиленовых пакетов и может найти применение при изготовлении хозяйственных сумок или пакетов, выполненных из полиэтилена. Установка для поэтапного изготовления полиэтиленовых пакетов содержит последовательно соединенные блок размотки и протяжки рулона полотна с устройством контроля кромки рулона и автоматического натяжения полотна, блок установки ручек пакетов между слоями полотна с двумя устройствами для установки ручек, размещенными друг напротив друга, блок гофрирования верхней части пакетов с двумя устройствами для гофрирования, размещенными друг напротив друга, блок сваривания боковин пакетов и разрезания полотна на пакеты, соединенный с блоком складывания полотна с ручками и гофрами вдвое по высоте пакета с разворотом полотна на 90°, размещенным под прямым углом к блоку гофрирования верхней части пакетов, и блок приемки готовых пакетов. Устройства для установки ручек содержат прямоугольной формы прижимные пластины-пятаки для закрепления ручек, выполненные с выступами, расположенными на их нижней стороне, а по центру в пластинах-пятаках выполнено продольное отверстие, в котором размещены термоэлектрические нагреватели. Устройства для гофрирования верхней части пакетов содержат прямоугольной формы термопластины для гофрирования верхней части пакета, в нижней части которых выполнен ряд выступов, а в верхней части - продольные канавки, в которых размещены термоэлектрические нагреватели. Блок складывания полотна с ручками и гофрами вдвое по высоте с разворотом 90° содержит горизонтальную и установленную на ней вертикальную рамы, причем на вертикальной раме установлен протяжной вал, а на горизонтальной раме - протяжные валы. Блок сваривания боковин пакетов и разрезания полотна на пакеты установлен под прямым углом к блоку гофрирования верхней части пакетов и содержит платформу, на которой закреплены рожок с отверстиями для подвода и отвода воды для охлаждения нагревающегося полотна и нож для сваривания и разрезания полотна на пакеты, и ответную платформу ножа, выполненную с отверстиями для подвода и отвода воды. В результате обеспечивается повышение производительности за счет сокращения ручного труда. 4 з.п. ф-лы, 4 ил.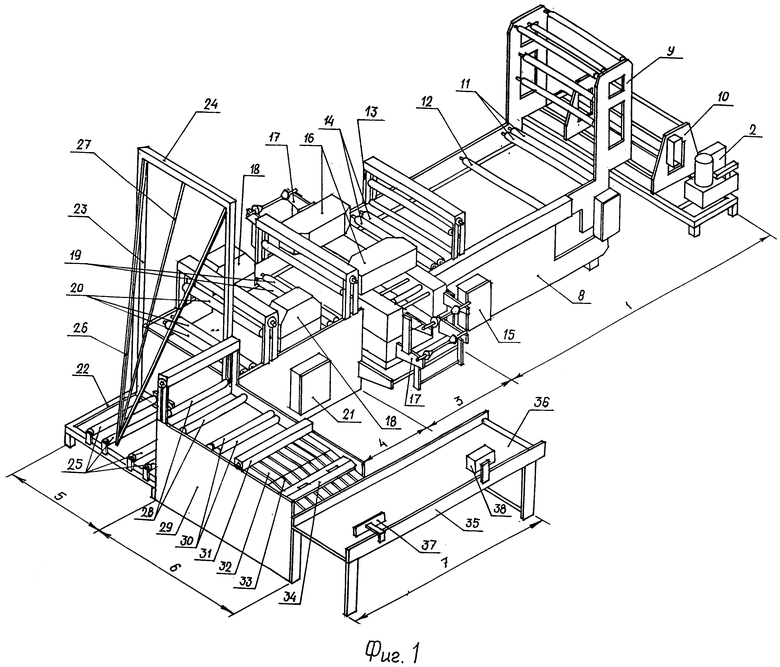
1. Установка для поэтапного изготовления полиэтиленовых пакетов, отличающаяся тем, что она содержит последовательно соединенные блок размотки и протяжки рулона полотна с устройством контроля кромки рулона и автоматического натяжения полотна, блок установки ручек пакетов между слоями полотна с двумя устройствами для установки ручек, размещенными друг напротив друга, блок гофрирования верхней части пакетов с двумя устройствами для гофрирования, размещенными друг напротив друга, блок сваривания боковин пакетов и разрезания полотна на пакеты, соединенный с блоком складывания полотна с ручками и гофрами вдвое по высоте пакета с разворотом полотна на 90°, размещенным под прямым углом к блоку гофрирования верхней части пакетов, и блок приемки готовых пакетов.
2. Установка по п. 1, отличающаяся тем, что устройства для установки ручек содержат прямоугольной формы прижимные пластины-пятаки для закрепления ручек, выполненные с выступами, расположенными на их нижней стороне, а по центру в пластинах-пятаках выполнено продольное отверстие, в котором размещены термоэлектрические нагреватели.
3. Установка по п. 1, отличающаяся тем, что устройства для гофрирования верхней части пакетов содержат прямоугольной формы термопластины для гофрирования верхней части пакета, в нижней части которых выполнен ряд выступов, а в верхней части - продольные канавки, в которых размещены термоэлектрические нагреватели.
4. Установка по п. 1, отличающаяся тем, что блок складывания полотна с ручками и гофрами вдвое по высоте с разворотом 90° содержит горизонтальную и установленную на ней вертикальную рамы, причем на вертикальной раме установлен протяжной вал, а на горизонтальной раме - протяжные валы, при этом в верхней части вертикальной рамы неподвижно закреплена треугольная рама со свободным, незакрепленным углом над протяжными валами горизонтальной рамы, выполненная с жесткой лентой для исключения провисания полиэтиленового полотна.
5. Установка по п. 1, отличающаяся тем, что блок сваривания боковин пакетов и разрезания полотна на пакеты установлен под прямым углом к блоку гофрирования верхней части пакетов и содержит платформу, на которой закреплены рожок с отверстиями для подвода и отвода воды для охлаждения нагревающегося полотна и нож для сваривания и разрезания полотна на пакеты, и ответную платформу ножа, выполненную с отверстиями для подвода и отвода воды, при этом нож для сваривания и разрезания полотна на пакеты выполнен из двух частей: сварочной, выполненной из стали, защищенной фторопластовой лентой, тефлоновым полотном или лентой, и представляющей собой в сечении два соединенных между собой перемычкой прямоугольника, нижняя часть которых выполнена в виде усеченных треугольников, и собственно ножа, выполненного съемным из стали, расположенного под перемычкой сварочной части и зафиксированного к ней винтом, причем в упомянутых двух частях выполнены продольные отверстия, в которых размещены термоэлектрические нагреватели.
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНОВЫХ ПАКЕТОВ | 2008 |
|
RU2426648C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ РУКАВА ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 0 |
|
SU261901A1 |
| JP 2002046197 A, 12.02.2002 | |||
| WO 2004009341 A1, 29.01.2004 | |||
| JP 4902796 B1, 21.03.2012. | |||

