1
(21)4313216/23-05
(22)06.10.87
(46) 30.05.89. Бюл. № 20
(71)Уфимский завод резиновых технических изделий им. М.В.Фрунзе
(72)Р.Ф.Вакилов
(53)621.979:62-229.61(088.8)
(56)Авторское свидетельство СССР
№ 1237448, кл. В 29 В 11/02, 1983.
i
(54)УСТРОЙСТВО ДЛЯ РАСКРОЯ ЭЛАСТИЧНОГО МАТЕРИАЛА НА ЗАГОТОВКИ
(57)Изобретение относится к области изготовления изделий из резины и т.п. материалов и предназначено для раскраивания и шерохования заготовок из полотна материала. Цель - повышение качества обработки и производительности. Для этого устройство снабжают установленными между шероховальними инструментами отклоняющим роликом и дополнительной парой протаскивающих роликов. Все пары протаскивающих роликов и отклоняющий ролик смещены в вертикальной плоскости соответственно в сторону расположенных между ними прижимных барабанов. Шероховаль- ные инструменты размещены над и под обрабатываемым материалом с возможностью вращения в сторону, противоположную направлению перемещения материала. Эластичные шероховальные шаблоны закреплены на обечайках прижимных барабанов. Узел шероховки размещен между механизмом центрирования и узлом раскроя заготовок. 7ил.
(Л

Изобретение относится к области изготовления изделий из резины и т.п. материалов и предназначено для раскраивания и шерохования заготовок из полотна материала. Цель - повышение качества обработки и производительности. Для этого устройство снабжают установленными между шероховальными инструментами отклоняющим роликом и дополнительной парой протаскивающих роликов. Все пары протаскивающих роликов и отклоняющий ролик смещены в вертикальной плоскости соответственно в сторону расположенных между ними прижимных барабанов. Шероховальные инструменты размещены над и под обрабатываемым материалом с возможностью вращения в сторону, противоположную направлению перемещения материала. Эластичные шероховальные шаблоны закреплены на обечайках прижимных барабанов. Узел шероховки размещен между механизмом центрирования и узлом раскроя заготовок. 7 ил.
Изобретение относится к изготовлению изделий из резины, прорезиненных материалов, кожезаменителей, а именно к установкам для раскраивания и шерохования заготовок из полотна эластичного материала, например заготовок надувных резиновых лодок.
Цель изобретения - повышение качества обработки и производительности.
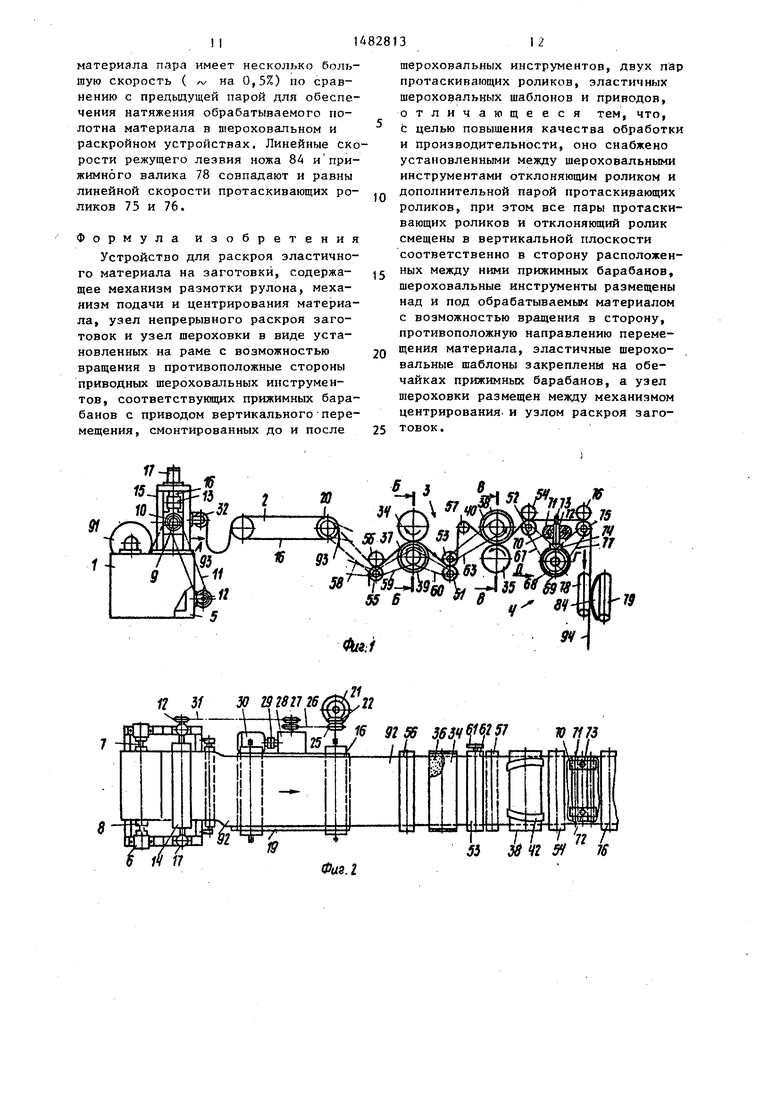
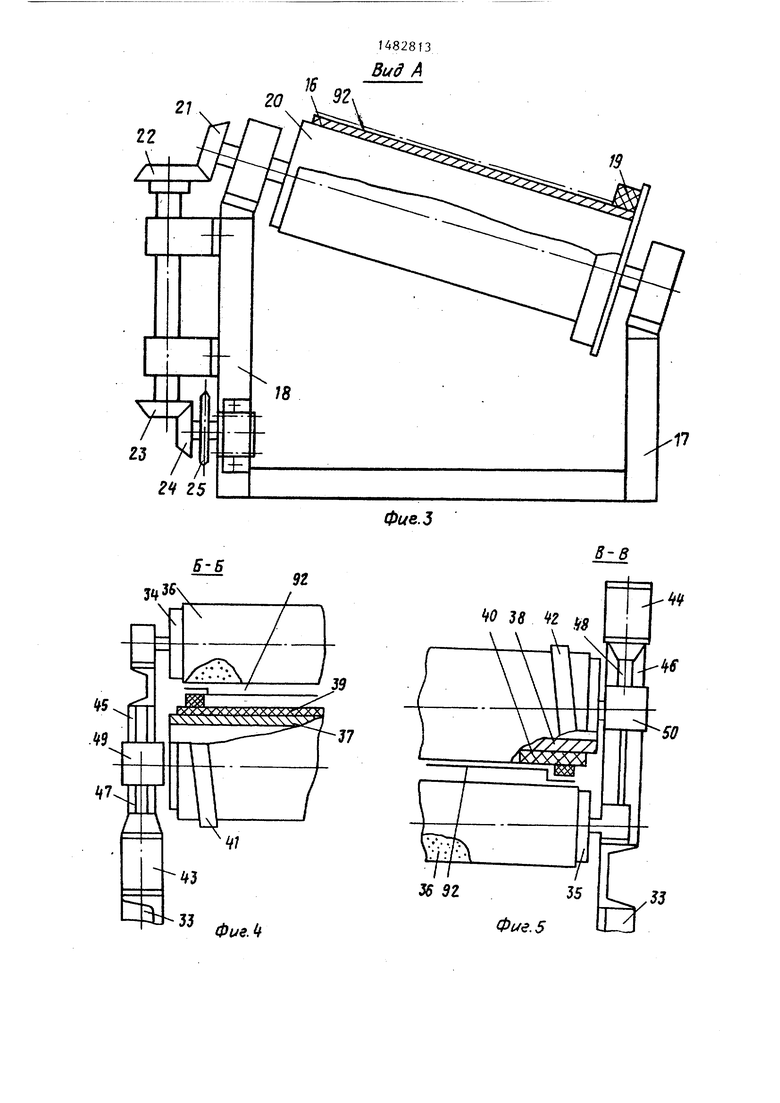
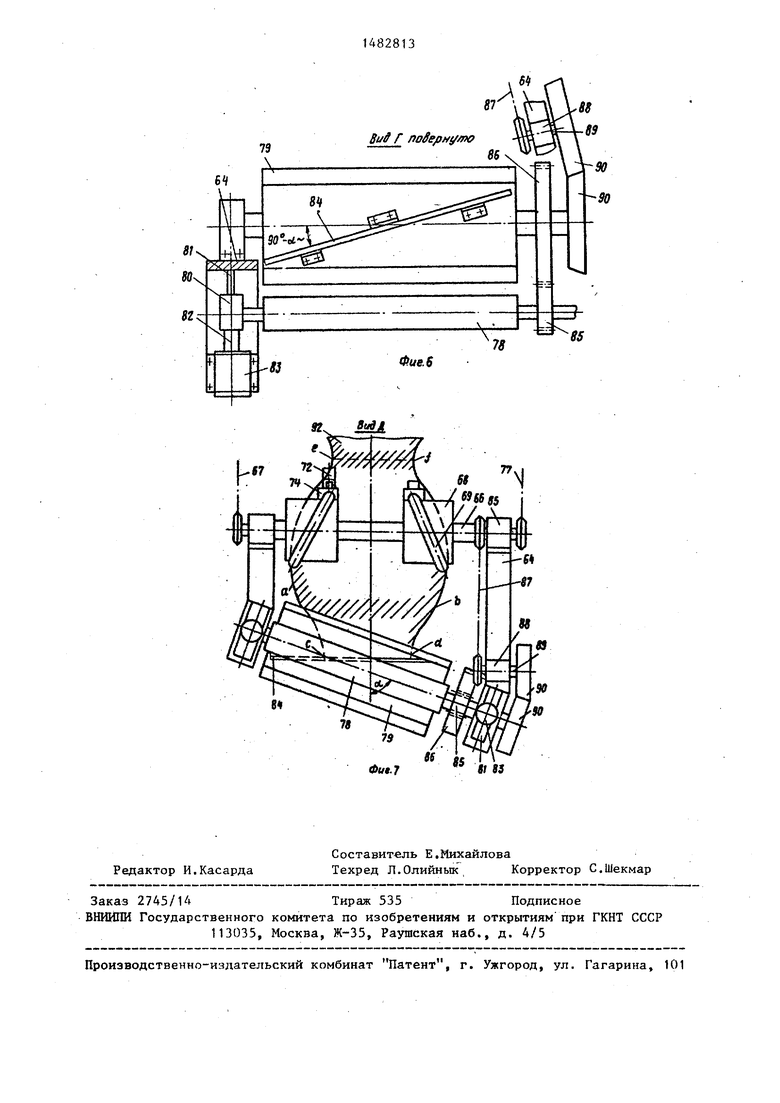
На фиг. 1 изображено устройство, вид спереди, на фиг. 2 - то же, вид сверху на фиг. 3 - вид А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - вид Г на фиг. 1; на фиг.7 - вид Д на фиг. 1.
Устройство содержит механизм 1 размотки материала с рулона, механизм
2 подачи и центрирования сматываемого полотна и установленные за этим механизмом по ходу технологического процесса узел 3 для непрерывной двухсторонней шероховки заготовок по периметрам и участкам внутри их контуров, кинематически связанный с узлом 4 для непрерывного раскроя заготовок из обработанного полотна материала. Механизм., 1 размотки содержит раму 5, в средней левой части которой закреплены шпиндельные головки 6, несущие установленную в них штангу 7. На последнюю одета втулка 8, на которую намотан рулон материала. В верхней части рамы 5 установлен в опорах 9 вращения приводной ролик 10, связанный посредством цепной передачи
ttb
00
1C
00
со
3- 14
11 с промежуточным валом 12, смонтированным в правой нижней части рамы 5. Над опорным роликом 10 и параллельно ему установлен с возможностью свободных вращений в опорах-ползунах 13 обрезиненный прижимной ролик 14. Опоры-ползуны 13 смонтированы с возможностью вертикальных перемещений в направляющих 15, закрепленных на раме 5, и сочленены со штоком 16 вер- тикальных силовых цилиндров 17, смонтированных в верхней части направляющих 15.
Механизм 2 подачи и центрирования сматываемого с рулона материала полотна выполнен в виде ленточного транспортера 16, установленного на стойках 17 и 18 каркаса разной высоты. Лента транспортера 16 снабжена прикрепленным к ней со стороны стоек 17 меньшей высоты эластичным продольным бесконечным ремнем 19. Ведущий барабан 20 транспортера 16 связан с приводом через конические пары шестерен 21 - 22, 23 - 24 и звездочку 25 цепной передачей 26 с звездочкой 27, закрепленной на выходном валу редуктора 28, соединенного посредством муфты 29 с двухскоростным электродвигателем 30. Редуктор 28 соединен также посредством Цепной передачи 31 с промежуточным валом 12 механизма 1 размотки материала с рулона. Между механизмом 1 размотки рулона и транспортером 16 на раме 5 установлен с возможностью свободного вращения отклоняющий ролик 32, служащий для разравнивания сматываемого с рулона полотна материала и создания резервной петли перед транс портером 16.
Узел 3 для двухсторонней шерохов- ки полотна материала по периметрам заготовок и участкам различной конфигурации внутри их контуров содержи смонтированные на раме 33 по обе стороны обрабатываемого полотна материала и вращающиеся навстречу его перемещению приводные в противоположные стороны шероховальные барабаны 34 и 35. На цилиндрических обечайках барабанов 34 и 35 закреплены абразивные ленты 36. Напротив каждого из шероховальных барабанов 34 и 35 по другую сторону обрабатываемого полот на материала установлены с возможностью вертикальных перемещений приводные в направлении движения обрабатываемого полотна материала прижимные
5
0
8
с 5 0
5 0 5
0
134
барабаны 37 и 38. На цилиндрических обечайках прижимных барабанов закреплены шаблоны 39 и 40 из эластичного материала с приклеенными к ним упругими элементами 41 и 42, выполненными по форме и размерам шерохуемых с обеих сторон заготовок участков.
Привод вертикальных перемещений прижимных барабанов 37 и 38 осуществляют от силовых цилиндров 43 и 44, смонтированных на вертикальных направляющих 45 и 46, закрепленных на раме 33. Штоки 47 и 48 силовых цилиндров 43 и 44 сочленены с ползунами 49 и 50, установленными с возможностью их вертикальных перемещений в направляющих 45 и 46 и служащими одновременно опорами вращений прижимных барабанов 37 и 38. За шероховаль- ными барабанами 34 и 35 по ходу перемещения обрабатываемого полотна размещены пары протаскивающих роликов 51-53, 52-54, выполненные аналогично протаскивающим роликам 10-14 механизма 1 размотки рулона и состоящие из опорных приводных роликов 51 и 52 я расположенных над ними с возможностью перемещений в вертикальной плоскости от силовых цилиндров (не изображены) прижимных роликов 53 и 54.
Между ленточным транспортером 16 и шероховальным устройством размещена дополнительная пара протаскивающих роликов 55 и 56, выполненных аналогично протаскивающим парам роликов 51-53 и 52-54. Перед прижимным барабаном 38 установлен отклоняющий ролик 57. Пары протаскивающих роликов 51-53, 52-54, 55-56 и отклоняющий ролик 57 расположены с смешением относительно друг друга и прижимных барабанов 37 и 38 для обеспечения ох- ватывания обрабатываемым полотном материала прижимных барабанов 37 и 38. Опорный ролик 55 соединен посредством цепных передач 58 и 59 с ведущим барабаном 20 транспортера 16 и валом прижимного ролика 37, связанного, в свою очередь, посредством цепной передачи 60 с опорным роликом 51.
Опорный 51 и прижимной 53 ролики снабжены закрепленными к ним шестерням 61 и 62, находящимися в зацеплении одна с другой. Шестерни 61 и 62 выполнены с положительной коррекцией (с острозаточенным зубом) для обеспечения возможности их зацепления одна с другой при перемещениях прижимного ролика 53, соединенного цепной передачей 63 с валом прижимного барабана 38. Межцентровое расстояние между прижимными роликами 37 н 38 и крепление на их поверхностях шаблонов 39 и 40 выполнены таким образом, чтобы участки шероховок заготовок с обеих сторон обрабатываемого полотна Материала находились в соответствии друг с другом.
Узел 4 для непрерывного раскраивания заготовок содержит смонтированны на раме 64 механизмы продольного и поперечного раскраивания полотна материала по контурам сторон заготовок. Неханиэм продольного раскраивания полотна по контурам продольных сторон заготовок содержит смонтированный на раме 64 в опорах 65 вращения приводной горизонтальный вал 66, расположенный перпендикулярно продольной оси полотна материала и связанный посредством цепной передачи 67 с опорным валом 52 шероховального узла 3.
На валу 66 установлены барабаны 68, на цилиндрической поверхности которых закреплены замкнутые по периметрам кольцевые витки 69, развертки которых соответствуют по форме и размерам контурам продольных сторон выкраиваемых заготовок. Над валом 66 параллельно его оси на раме 64 закреплены горизонтальные направляющие 70, на которых установлены с возможностью перемещений по ним каретки 71 В последних установлены с возможностью свободных вращений относительно вертикальной оси держатели 72, по торцам которых закреплены в верхней части съемные плоские ножи 73, а в нижней части - ползуны 74, взаимодействующие с кольцевыми витками 69 барабанов 68.
На раме 64 смонтированы протаскивающие ролики 75 и 76. Опорный ролик 75 связан посредством цепной передачи 77 с валом 66 барабанных копиров 68. Прижимной ролик 76 снабжен вертикальными силовыми цилиндрами (не показаны) его перемещений, аналогично прижимным роликам 14, 53, 54 и 56 механизма 1 размотки и шероховального устройства 3. Механизм поперечного раскроя полотна материала на заготовки содержит смонтированные на раме 64 под протаскивающими роликами 75 и 76 по обе стороны вертикальной плоскости, касательной к их
0
5
0
5
образующим, и параллельно этой плоскости прижимной валик 78 и опорный вал 79, оси вращения которых расположены параллельно друг друга и под углом с/ к продольной оси раскраиваемой полосы материала.
Прижимной валик 78 смонтирован в опорах - ползунах 80, установленных с возможностью их перемещения в горизонтальных направляющих 81, закрепленных на раме 64. Опоры-ползуны 80 сочленены со штоками 82 горизонтальных силовых цилиндров 83, смонтированных на направляющих 81. Опорный вал 79 выполнен с лыской (плоскостью), расположенной параллельно его оси, на которой жестко закреплен нож 84 для раскраивания поперечных сторон заготовок, расположенный под углом 90° - d к оси вращения опорного вала 79 перпендикулярно продольной оси полотна материала.
Нож 84 выполнен цельным с плоской опорной гранью и криволинейной по длине лезвия режущей частью, точки которой равноудалены от оси вращения опорного вала (что достигается совместной обработкой режущего лезвия ножа 84 в сборе с валом 79). Длина развертки цилиндрической поверхности, описываемой режущим лезвием ножа 85 при его вращении, соответствует длине раскраиваемых заготовок. Прижимной 78 и опорный 79 валы снабжены закрепленными на них шестернями 85 и 86, находящимися в зацеплении одна с другой. Привод вращения ножевого вала 79 осуществлен от вала 66 барабанных копиров 68 посредством цепной .передачи 87 через установленный в опоре 88 вращения на раме 64 промежуточный вал 89 и конической пары шестерен 90. Обечайка прижимного валика 78 выполнена из алюминиевой трубы или из чугуна, а нож 84 - из термически обработанной инструментальной
стали, i
Управление включениями электродвигателей приводов осуществляется от кнопочных станций, а управление включениями силовых цилиндров прижимных барабанов и роликов - от воздушных кранов с ручным управлением (не Е показаны).
Установка работает следующим образом.
Вставляют штангу 7 и отверстие технологической втулки 8, на которую
0
5
0
5
0
намотан рулон 91 прорезиненного материала. Устанавливают и фиксируют штангу 7 с рулоном 91 материала в гнездах шпиндельных головок 6 с за- ведомым смещением его в противоположную центрирующему ремню 19 ленточного транспортера 16 сторону на величину, равную или несколько большую неровностей намотки кромки материала в рулоне 91. Переводом ручек воздушных кранов управления силовыми цилиндрами 17, 43, 44 и 83 поднимают прижимные ролики 14, 56, 53, 54 и 76 и отводят прижимные барабаны 37 и 38 от шероховальных инструментов 34 и 35. Заправляют вручную передний конец полотна материала 92 в зазор между опорным 10 и прижимным 14 роликами. Переводят ручку управления си- левыми цилиндрами 17 в исходное положение и опускают прижимной ролик 14 на опорный ролик 10, фиксируя материал 92 между роликами 10 и 14.
Затем кратковременно включают электродвигатель 30 привода на замедленные обороты и вручную пропускают конец сматываемого с рулона 91 вращающимися роликами 10 и 14 полотна материала 92 через отклоняющий ролик 32 по ленточному транспортеру 16, на котором смещают вручную материал 92 до взаимодействия его продольной кромки с центрирующим ремнем 19, и перемещают далее полотно материала 92 к ше- роховальному узлу 3 с запасом материала, достаточным для образования резервных петель 93 до и после ленточного транспортера 16 и заправки переднего конца полотна материала в зазор между протаскивающими роликами 51-53. Отключают электродвигатель 30 привода.
Затем пропускают вручную полотно материала 92 в зазоре между роликами 55-56, барабанами 34 и 37 и роликами 51-53. Переводят ручки управления воздушных кранов управления силовыми цилиндрами 43 и опускают сначала прижимной ролик 53, фиксируя сцентрированное на ленточном транспортере 16 относительно шероховального узла 3 полотно материала 92 в протаскивающей паре роликов 51-53. Затем вручную натягивают полотно материала в направлении обратном его заправке и перемещают прижимной барабан 37 и прижимной ролик 58 в исходное поло- жениг. Вручную образуют резервные
петли 93 из полотна материала 92 до и после ленточного транспортера 16. Повторно включают электродвигатель 30 привода на замедленные обороты и электродвигатели вращения шероховальных барабанов 34 и 35. При этом сматываемый с рулона 91 материал 92 непрерывно подается по ленточному транспортеру 16 к шероховальному узлу 3, а так как .линейные скорости протаскивающих полотно материала 92 роликов 10-14, ленточного транспортера 16, протаскивающих роликов 55-56 равны, то размер резервных петель 93 из сматываемого полотна материала 92 постоянен до и после ленточного транспортера 16, что обеспечивает свободное перемещение движущегося вместе с лентой транспортера 16 сматываемого полотна материала 92 под действием угла наклона ленты транспортера 16 также и в поперечном перемещению ленты транспортера 16 направлении до взаимодействия продольной кромки движущегося материала с бесконечным эластичным ремнем 19 - центрирующим буртом, обеспечивая тем самым непрерывное центрирование его кромки относительно бурта 19 и эластичных шаблонов 39 и 40 прижимных барабанов 37 и 38 шероховального устройства 3 одновременно с отбором сматываемого с рулона материала и подачей его в шеро- ховальный узел 3.
При прохождении полотна материала 92 в зазоре между вращающимся по ходу его перемещения и с той же скоростью прижимным барабаном 37 и вращающимся навстречу его перемещения шероховаль- ным инструментом 34 происходит непрерывная шероховка участков обрабатываемого полотна прорезиненного материала, лежащих на упругих элементах 41 эластичного шаблона 39 прижимного барабана 37 с верхней (лицевой) стороны полотна материала 92, расположенных в соответствии с контурами заготовок, которые будут выкроены при дальнейшей обработке материала 92 в раскройном узле 4 (изображено штриховыми линиями на фиг.2).
По мере выхода отшерохованного с одной стороны в соответствии с контурами заготовок полотна материала 92 из зазора протаскивающих роликов 51-53 его заправляют вручную поверх отклоняющего ролика 57 в зазор между прижимным 38 и шероховальным 35
барабанами и далее в зазор протаскивающих роликов 52-54. Переводят ручки воздушных кранов управления включениями силовых цилиндров 44 и силовых цилиндров перемещений прижимного ролика 54 в исходные положения и опускают прижимной барабан 38 и прижимной ролик 54 в их нижние рабочие положения.
При прохождении полотна материала в зазоре между вращающимся по ходу его перемещения и с той же скоростью прижимным барабаном 38 и вращающимся навстречу его перемещению шероховальным инструментом 35 при непрерывном протаскивании обрабатываемого полотна парой роликов 52 и 54 происходит непрерывная шероховка участков материала, лежащих на упругих элементах 42 эластичного шаблона 40 прижимного барабана 38 с нижней стороны полотна материала (изображено штриховкой на фиг. 7), расположенных в соответствии с контурами заготовок.
При выходе отшерохованного с обеих сторон в соответствии с контурами заготовок полотна материала из зазора протаскивающих роликов 52 и 54 отключают электродвигатель 30 и заправляют вручную конец полотна в зазор протаскивающих роликов 75 и 76 раскройного узла 4. Натягивают вручную полотно материала между парами роликов 52-54 и 75-76 и переводом ручек соответствующих воздушных кранов в исходное положение опускают прижимной ролик 76 на опорный ролик 75 и перемещают прижимной валик 78 к ножевому валу 79. Нажатием вручную (посредством деревянной планки с прорезями под ножи 73) на полотно материала сверху накалывают его на ножи 73 и включают электродвигатель привода на основную скорость.
При непрерывном прохождении материала между протаскивающими парами роликов 75-76 и 52-54 происходит непрерывное выкраивание первой заготовки в соответствии с ее отшерохо- ванными с обеих сторон участками последовательно по контурам их продольных сторон а, Ь по мере вращения барабанных копиров 68, обеспечивающих согласованное с продольным перемещением полотна материала поперечное перемещение кареток 71 с режущими
10
48281310
ножами 73 и разворот лезвий ножен 73 в каждый момент времени по касатель- ным к продольным контурам я , S выкраиваемых заготовок в сторону разрезания.
Выкроенная передняя часть первой заготовки 94 непрерывно опускается под действием собственного веса в i вертикальной плоскости в зазор между вращающимися по ходу перемещения материала и с той же скоростью прижимным валком 78 и ножевым валом 79, и нож 84 при его непрерывном вращении со скоростью опускания продольно раскроенной полосы материала вступает в взаимодействие с передним концом этой полосы материала и прижимного валика 78 в точке с контура заготовки 94. При дальнейшем опускании полосы и вращении ножа 84 и валика 78 точка контактирования режущего лезвия ножа 84 с прижимным валиком 78 перемещается по лезвию 84 в направлении слева направо от точки с
15
20
25
30
35
40
45
50
55
до точки d , и нож 84 производит непрерывное раскраивание передней поперечной стороны заготовки 94.
При дальнейшем непрерывном опускании продольно раскроенной полосы материала и непрерывном вращении ножа 84 и прижимного валика 78 происходит раскраивание задней поперечной стороны ef заготовки 94, которая поступает в тележку накопителя, а отходы материала по продольным сторонам полотна поступают в контейнеры (не изображены). I
Таким образом, при непрерывной
работе механизмов и устройств осуществляются непрерывное шерохование полотна с обеих его сторон в соответствии с контурами заготовок и непрерывное выкраивание заготовок из обработанного с обеих сторон полотна материала.
Линейные скорости механизма 1 размотки материала с рулона, механизма 2 подачи и центрирования сматываемого полотна и протаскивающих роликов 55-56 одинаковы для сохранения постоянного положения резервных петель из обрабатываемого полотна материала до и после центрирующего транспортера 16. Линейные скорости пар протаскивающих роликов 55-5(э, 51-53, 52-54, 75-76 рассчитаны таким образом, что каждая последующая по ходу перемещения обрабатываемого полотна
материала пара имеет несколько большую скорость ( /v на 0,5%) по сравнению с предыдущей парой для обеспечения натяжения обрабатываемого полотна материала в шероховальном и раскройном устройствах. Линейные скорости режущего лезвия ножа 84 и прижимного валика 78 совпадают и равны линейной скорости протаскивающих роликов 75 и 76.
Формула изобретения Устройство для раскроя эластичного материала на заготовки, содержащее механизм размотки рулона, механизм подачи и центрирования материала, узел непрерывного раскроя заготовок и узел шероховки в виде установленных на раме с возможностью вращения в противоположные стороны приводных шероховапьных инструментов, соответствующих прижимных барабанов с приводом вертикального перемещения, смонтированных до и после
12 У
17
Фае. 2
5
0
5
шероховальных инструментов, двух пар протаскивающих роликов, эластичных шероховальных шаблонов и приводов, отличающееся тем, что, с целью повышения качества обработки и производительности, оно снабжено установленными между шероховальными инструментами отклоняющим роликом и дополнительной парой протаскивающих роликов, при этом все пары протаскивающих роликов и отклоняющий ролик смещены в вертикальной плоскости соответственно в сторону расположенных между ними прижимных барабанов, шероховальные инструменты размещены над и под обрабатываемым материалом с возможностью вращения в сторону, противоположную направлению перемещения материала, эластичные шероховальные шаблоны закреплены на обечайках прижимных барабанов, а узел шероховки размещен между механизмом центрирования и узлом раскроя заготовок.
ТО 7173
чг я п is
9 Мф
26 X
8-8
61
Ъ Мф
ЈЈ
5Ј«
3-9
Ј9Пф
IZ
V
79
ВЧ
И
Фив.7
86
К 83
