Изобретение относится к оптике, в частности к технологии оптических деталей, и может быть использовано для получения фазовых дифракционных решеток или матриц, преимущественно низкочастотных.
Цель изобретения - обеспечение возможности изготовления решеток с периодом 0,01-0,5 мм.
На фиг. 1-9 представлены этапы изготовления фазовой дифракционной решетки по предлагаемому способу; на фиг. 10 - составная решетка из элементов, полученных по предлагаемому способу; на фиг. 11 и 12 - вариант конкретной реализации предлагаемого способа, две проекции.
Способ реализуется следующим способом.
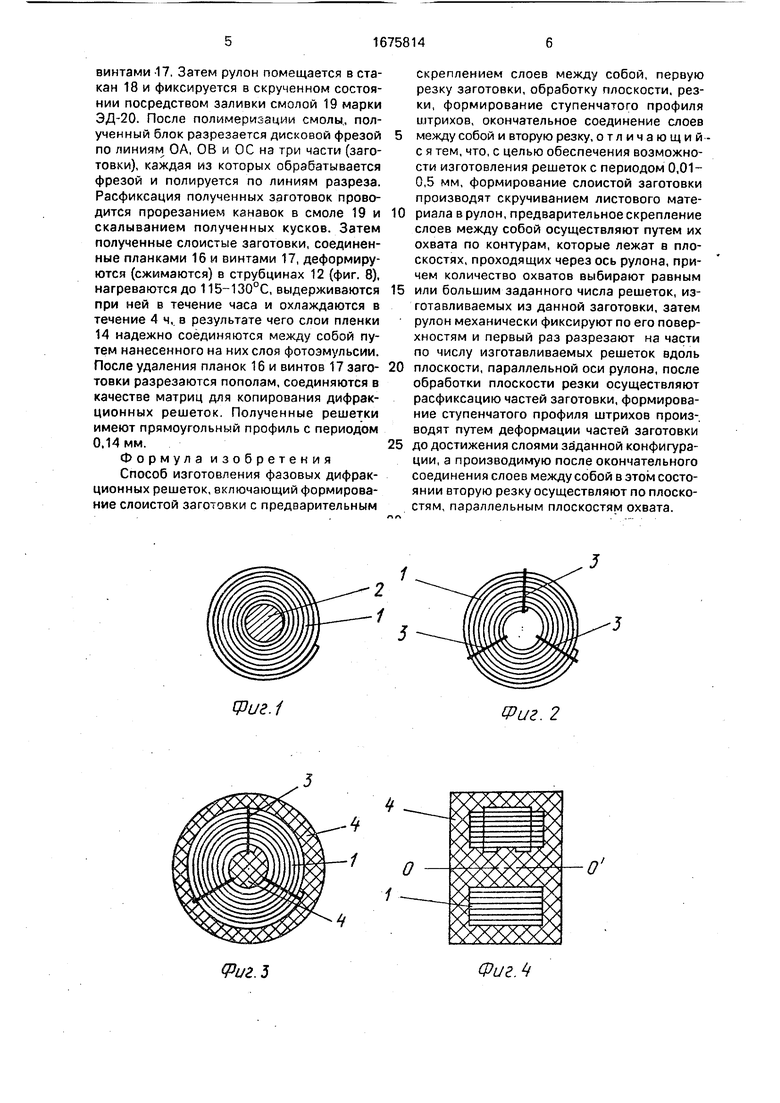
Сначала формируют слоистую заготовку, для чего используют листовой материал, например металлическую фольгу или полимерную пленку с достаточно чистыми поверхностями, который скручивают в рулон 1 на катушке 2 (фиг. 1). Затем осуществляют предварительное скрепление слоев рулона 1 между собой путем их охвата по контурам, которые лежат в плоскостях, проходящих через ось рулона. При этом количество охватов, в качестве которых могут использоваться, например, скобы 3 (фиг. 2), выбирают равным или большим заданного числа решеток, изготовленных из данной заготовки. Далее рулон 1 механически фиксируют по его поверхностям, например, заливкой компаундом 4 (фиг. 3 и 4 иллюстрируют этот этап в двух проекциях). После отвержения компаунда 4 рулон 1 первый раз разрезают на части 5-7 по числу изготавливаемых решеток вдоль плоскостей, параллельных оси рулона 1, например вдоль радиальных плоскостей ОА, ОВ и ОС (фиг. 5). Затем осуществляют обработку, например полировку плоскостей 8 и 9, сформированных в результате первой резки заготовки (фиг. 6). При этом указанные плоскости образованы рабочими гранями штрихов изготавливаемых решеток. Далее осуществляют расфикса- цию частей 5-7 заготовки, например, путем удаления компаунда 4. В результате под действием внутренних сил слои 10 элементов 5-7 несколько раскручиваются, но не сдвигаются один относительно другого бла- годаря скреплению скобами 3 (фиг. 7). Формирование ступенчатого профиля штрихов 11 проводят путем деформации частей 5-7
заготовки, например, в плоских струбцинах 12с помощью винтов 13 до достижения слоями 10 заданной конфигурации (фиг. 8). В таком состоянии слои окончательно соединяют между собой, например, склеиванием
|или спекан ем, после чего удаляют струбцины 12. заключение осуществляют вторую резку элементов 5-7 на две части по плоскостям, параллельным плоскостям их охвата. Из несколысихизготовленных решеток можно сформировать решетку любой необходимой длины (фиг.10). Изменяя количество разрезов рулона 1 и их направление, можно получать решетки с профилем штрихов различной формы, а изменяя толщину
материала можно варьировать период решетки. При необходимости на решетку может наносится вакуумное покрытие.
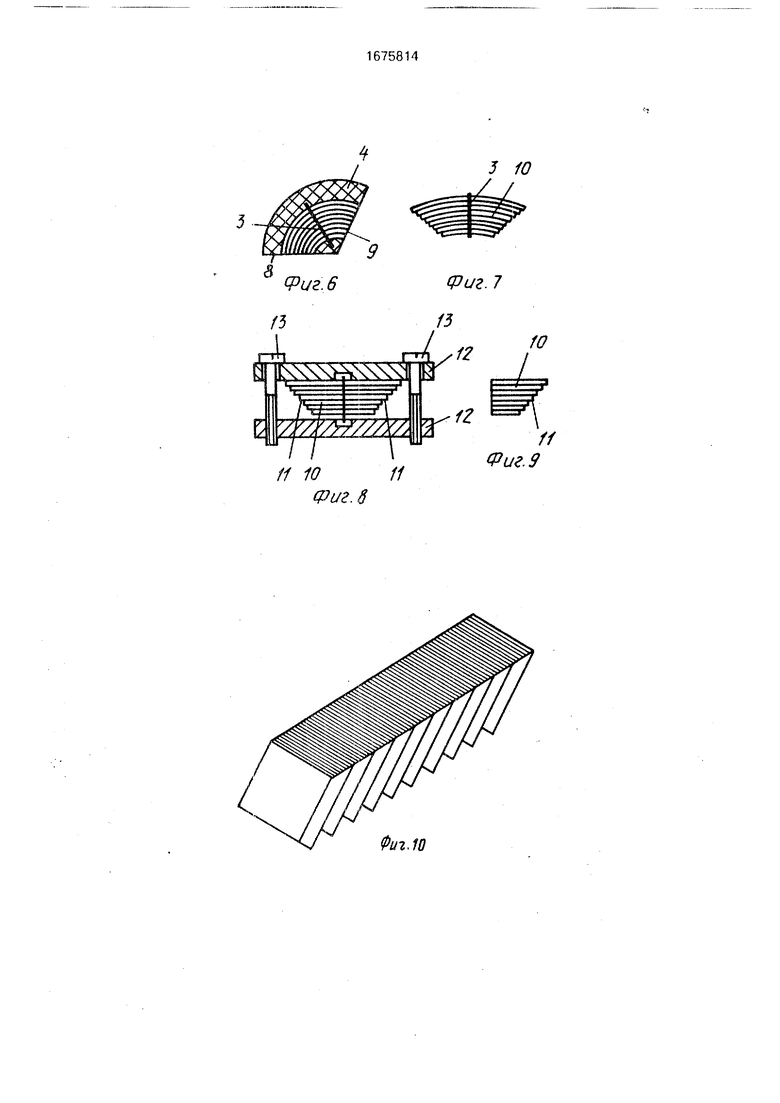
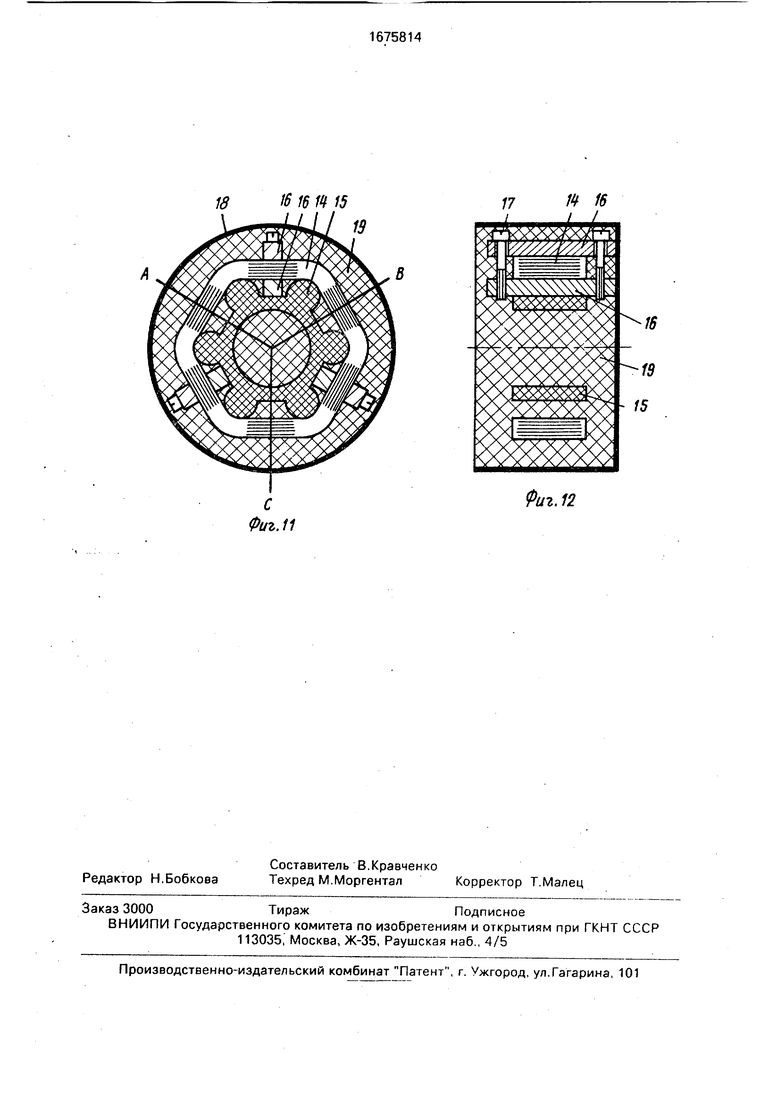
Пример. Для изготовления решетки (фиг.11 и 12) используют кинопленку 14 марки 04-50 толщиной 0,1 мм. Пленка 14 плотно наматывается на фасонную катушку 15, выполненную из эпоксидной смолы ЭД-20. Слои пленки 14 в полученном шестигранном рулоне предварительно соединяют между собой в трех местах планками 16 и
винтами -17. Затем рулон помещается в стакан 18 и фиксируется в скрученном состоянии посредством заливки смолой 19 марки ЭД-20. После полимеризации смолы, полученный блок разрезается дисковой фрезой по линиям ОА, 0В и ОС на три части (заготовки), каждая из которых обрабатывается фрезой и полируется по линиям разреза, Расфиксация полученных заготовок проводится прорезанием канавок в смоле 19 и скалыванием полученных кусков. Затем полученные слоистые заготовки, соединенные планками 16 и винтами 17, деформируются (сжимаются) в струбцинах 12 (фиг. 8), нагреваются до 115-130°С, выдерживаются при ней в течение часа и охлаждаются в течение А ч, в результате чего слои пленки 14 надежно соединяются между собой путем нанесенного на них слоя фотоэмульсии. После удаления планок 16 и винтов 17 заготовки разрезаются пополам, соединяются в качестве матриц для копирования дифракционных решеток. Полученные решетки имеют прямоугольный профиль с периодом 0,14 мм.
Формула изобретения Способ изготовления фазовых дифракционных решеток, включающий формирование слоистой заготовки с предварительным
скреплением слоев между собой, первую резку заготовки, обработку плоскости, резки, формирование ступенчатого профиля штрихов, окончательное соединение слоев
между собой и вторую резку, отличающий- с я тем, что, с целью обеспечения возможности изготовления решеток с периодом 0,01- 0,5 мм, формирование слоистой заготовки производят скручиванием листового материала в рулон, предварительноескрепление слоев между собой осуществляют путем их охвата по контурам, которые лежат в плоскостях, проходящих через ось рулона, причем количество охватов выбирают равным
или большим заданного числа решеток, изготавливаемых из данной заготовки, затем рулон механически фиксируют по его поверхностям и первый раз разрезают на части по числу изготавливаемых решеток вдоль
плоскости, параллельной оси рулона, после обработки плоскости резки осуществляют расфиксацию частей заготовки, формирование ступенчатого профиля штрихов произ-, водят путем деформации частей заготовки
до достижения слоями заданной конфигурации, а производимую после окончательного соединения слоев между собой в этом состоянии вторую резку осуществляют по плоскостям, параллельным плоскостям охвата,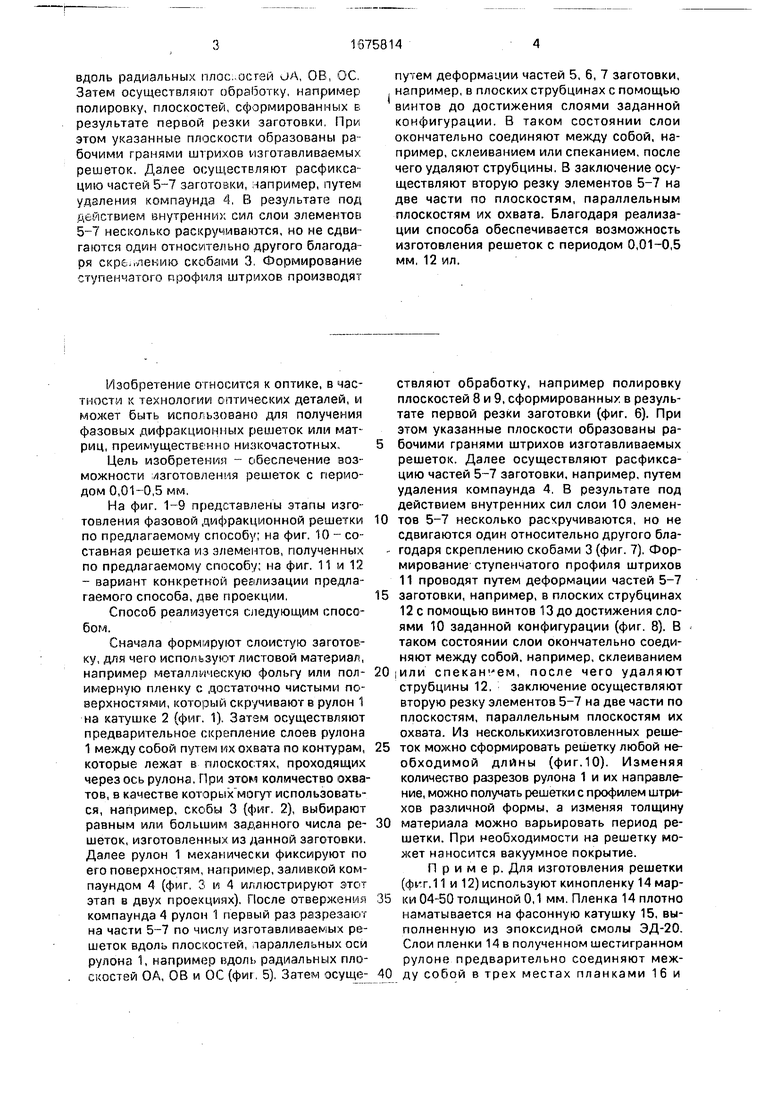
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления голографических дифракционных решеток | 1989 |
|
SU1656484A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОГНУТЫХ ДИФРАКЦИОННЫХ РЕШЕТОК СО СТУПЕНЧАТЫМ ПРОФИЛЕМ ШТРИХОВ | 1991 |
|
RU1799161C |
| МНОГОКАНАЛЬНЫЙ ОПТИЧЕСКИЙ ВОЛНОВОД (ВАРИАНТЫ) | 2001 |
|
RU2200969C2 |
| Способ изготовления пропускающей измерительной фазовой диффракционной решетки | 1982 |
|
SU1045201A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФРАКЦИОННЫХ РЕШЕТОК | 2016 |
|
RU2642139C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФРАКЦИОННОЙ РЕШЕТКИ ПИЛООБРАЗНОГО ТИПА | 2024 |
|
RU2841334C1 |
| СЛОИСТАЯ СТРУКТУРА С СОЗДАЮЩЕЙ ЛИНЗОПОДОБНЫЙ ЭФФЕКТ СТРУКТУРОЙ СО СВОЙСТВОМ ОПТИЧЕСКОЙ ДИФРАКЦИИ | 2003 |
|
RU2317574C2 |
| ЭТИКЕТКА С ДИФРАКЦИОННЫМ ШТРИХ-КОДОМ И СЧИТЫВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ТАКИХ ЭТИКЕТОК | 2002 |
|
RU2291485C2 |
| Способ изготовления прозрачных амплитудных дифракционных решеток | 1979 |
|
SU924650A1 |
| ХРОМАТОГРАФИЧЕСКАЯ ПОЛИКАПИЛЛЯРНАЯ КОЛОНКА (ВАРИАНТЫ) | 1999 |
|
RU2149397C1 |
Изобретение относится к оптике, в частности к технологии оптических деталей, и может быть использовано для получения фазовых дифракционных решеток или их матриц. Способ реализуют следующим образом. Сначала формируют слоистую заготовку, для чего используют листовой материал, например металлическую фольгу или полимерную пленку с достаточно чистыми поверхностями, который скручивают в рулон 1 на катушке. Затем осуществляют предварительное скрепление слоев рулона 1 между собой путем их дхвата по контурам, которые лежат в плоскостях, проходящих через ось рулона. При этом количество охватов, в качестве которых могут использоваться, например, скобы 3, выбирают равным или большим заданного числа решеток, изготавливаемых из данной заготовки. Далее рулон 1 механически фиксируют по его поверхности, например, заливкой компаундом 4. После отверждения компаунда 4 рулон 1 первый раз разрезают на части 5-7 по числу изготавливаемых решеток вдоль плоскостей, параллельных оси рулона 1, например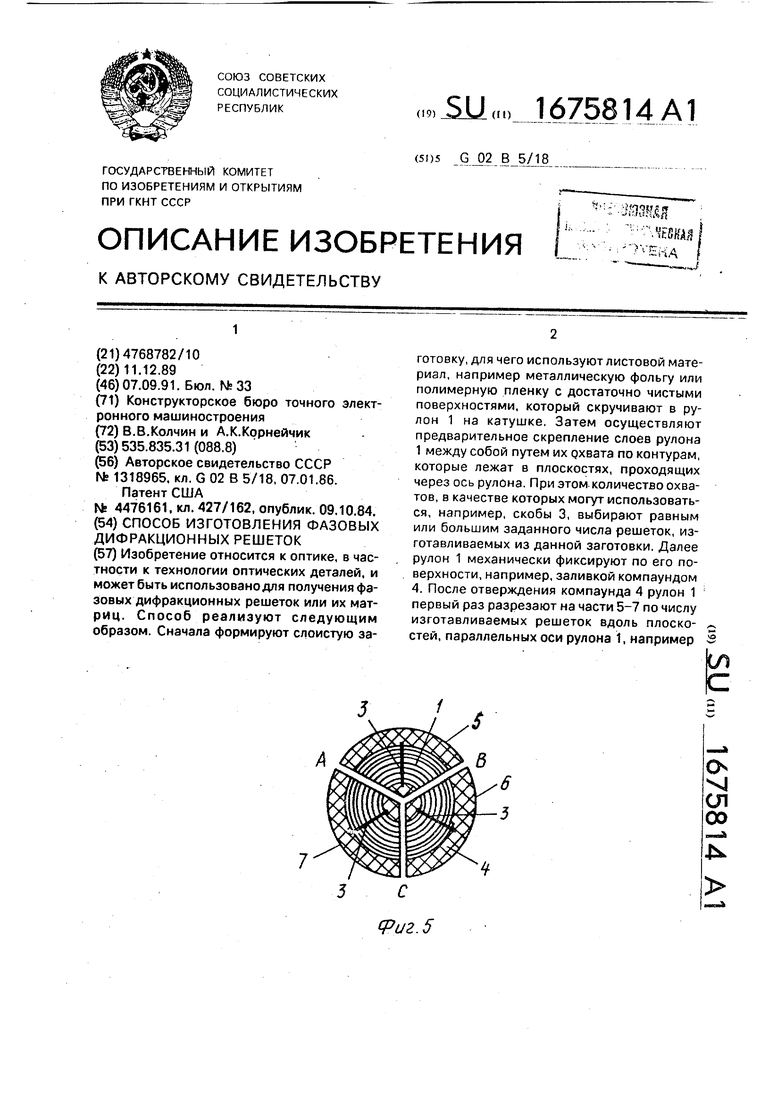
Фиг.1
Фиг.з
Фиг. 2
Фиг. 4
(Риг. 6
/3
И
УШ/У////ХЛ
f1 1011
Фиг. 8
W
Фиг. 9
Фиг. 10
16 W П 15
Риг. 12
| Дифракционная решетка | 1986 |
|
SU1318965A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 4476161, кл | |||
| Способ уравновешивания движущихся масс поршневых машин | 1925 |
|
SU427A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
