Изобретение относится к технологическому оборудованию для производства электромонтажных изделий, в частности к шаблонам для механизации работ по изготовлению жгутов проводов.
Цель изобретения - упрощение конструкции и улучшение эксплуатационных возможностей.
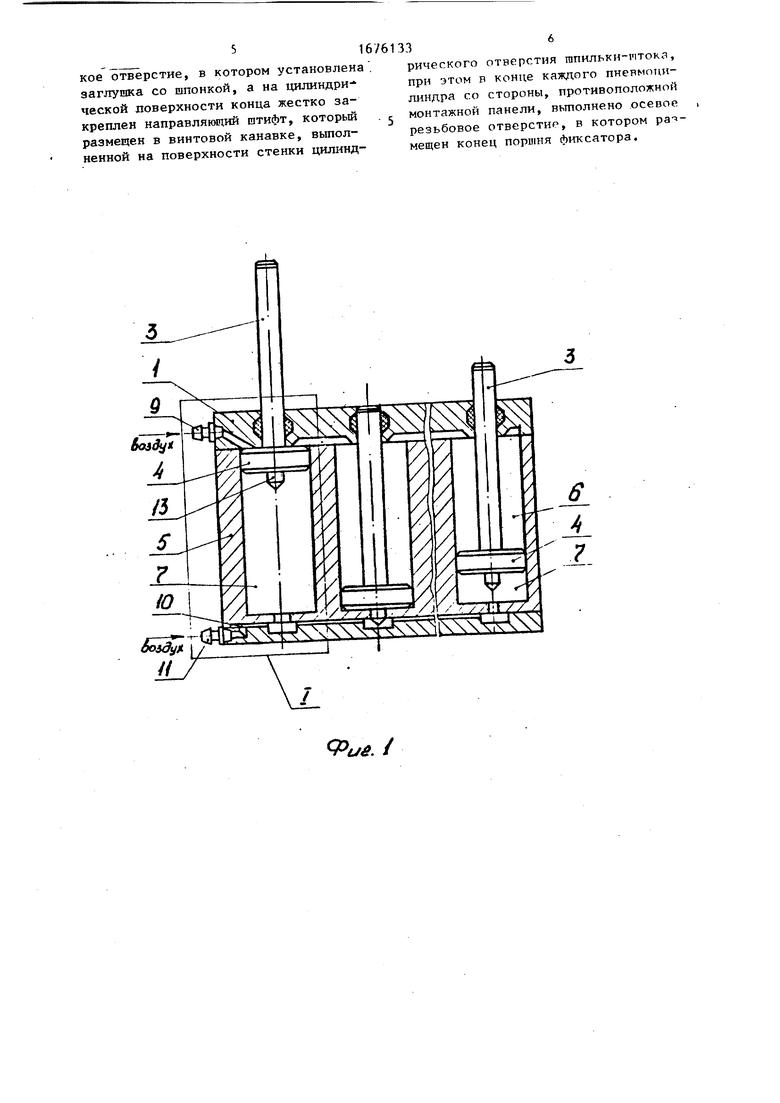
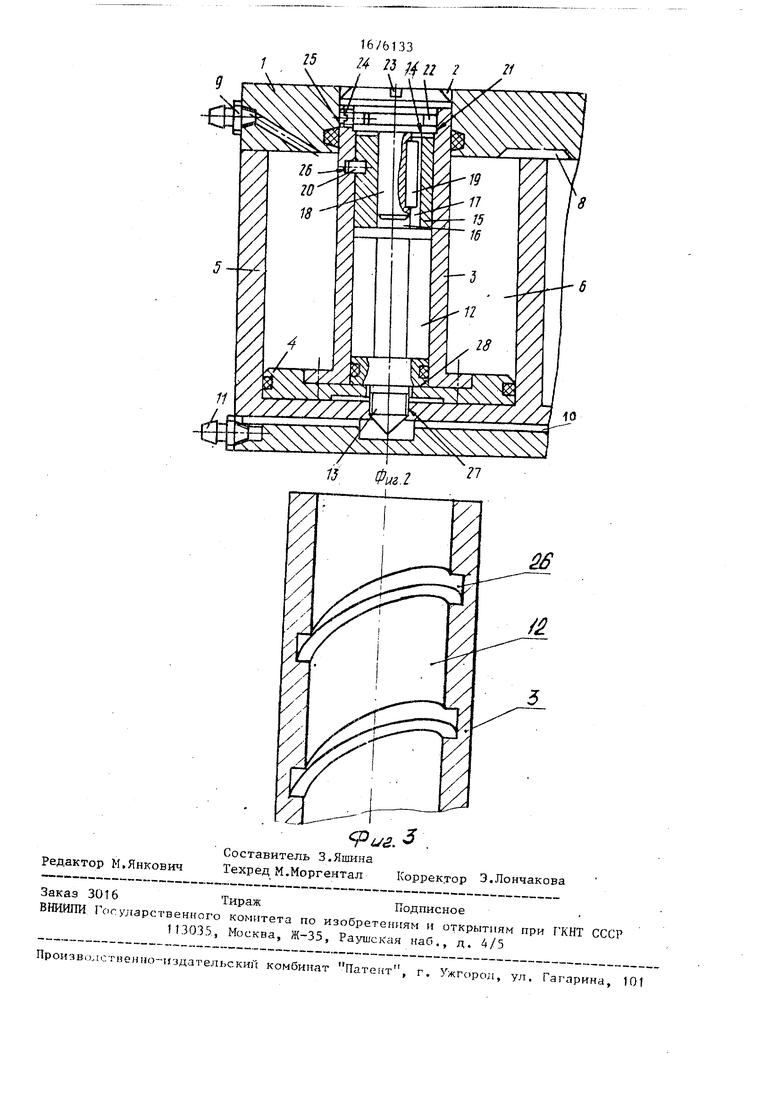
На фиг.1 представлено устройство, общий вид; на фиг.2 - узел I на фиг.1; на фиг.З - винтовая канавка в стенке отверстия 12.
Шаблон представляет собой монтажную панель 1 с отверстиями 2, через которые проходят шпильки-штоки 3 с
поршнями 4, разделяющими пневмоцилиндры 5 на верхние и нижние полости 6 и / соответственно. Верхние полости 6 пневмоцилиндров 5 объединены поперечными рядами пневмоканалов 8, акото- рые подсоединены к пневмосистеме через штуцер 9. Нижние полости / пневмоцилиндров 5 объединены .поперечными рядами пневмоканалов 10, которые подключены к пневмосистеме через штуцер 11 . В каждой шпильке-штоке 3 выполнено центральное внутреннее отверстие 12, в которое установлен фиксатор 13, выполненный в виде поршня, на одном конце которого нарезана резьба с за- ходной фаской, а в торце 14 другого
О VI
Os
со
OJ
конца 15 выполнено центральное внутреннее цилиндрическое отверстие 16 с пазом 1/ В отверстие 16 фиксатора 1 установлена с возможностью вращения заглушка 18, в которую запрессована шпонка 19Г На наружной поверхности конца 15 фиксатора 13 запрессован направляющий штифт 20. На цилиндрической поверхности 21 заглушки 18 выполнен кольцевой паз 22 прямоугольной формы, а на торцовой поверхности выполнен диаметральный паз 23. В кольцевом пазу 22 размещен винт 24, жестко закрепленный в отверстии 25 шпильки-штока 3. Направляющий штифт 20 установлен в винтовой канавке 26, выполненной на внутренней поверхност стенки отверстия 12 шпильки-штока 3. В нижней части каждого пневмоцилинд- ра выполнено центральное резьбовое отверстие 2/„ На поршне 4 выполнен кольцевой упор 28.
Шаблон для изготовления жгутов проводов работает следующим образомо
Отверткой, вставленной в диаметральный паз 23, поворачивают заглушку 18 по часовой стрелке. Шпонка 19 передает вращательное движение через шпоночный паз 1/ фиксатору 13„ Но, так как на наружной поверхности конц 15 фиксатора 13 запрессован направляющий штифт 20, установленный в винтовую канавку 26, а винт 24, скользя по кольцевому пазу 22, препятствует вертикальному перемещению заглушки 18, то фиксатор 13 получает одновременное поступательное перемещение вниз, скользя шпоночным пазом 1/ по шпонке 19 заглушки 18. В это вре.мя резьбовой конец фиксатора 13 с заход ной фаской ввинчивается в резьбовое отверстие 2/ в нижней части пневмо- цилиндра 5 до упора в кольцевой упор 28 поршня 4. Таким образом, производится фиксация всех шпилек-штоков 3, не участвующих в изготовлении жгута.
Через штуцер 11 по пневмоканалам 10 сжатый воздух из пневмосети подаеся в нижние полости / пневмоцшшндро 5. Под давлением воздуха свободные поршни 4 перемещаются вверх, выталкивая через отверстия 2 в панели 1 шпильки-штоки 3.
После раскладки проводов в жгут воздух переключается со штуцера 11 на штуцер 9 и через систему пневмо- каналов 8 попадает в верхние полости 6 пневмоцшшндров 5 о Под давлением
0
5
0
5
0
5
0
5
0
5
воздуха поршни 4 перемещаются вниз, втягивая за собой шпильки-штоки 3, и освобождают жгутг При этом воздух из полости / через систему пневмока- налов 10 и штуцер 11 вытесняется наружу о
Для повторного изготовления однотипного жгута требуется переключить воздух со штуцера 9 на штуцер 11 и требуемые шпильки-штоки 3 поднимутся. Шаблон вновь готов к работе «Для изготовления нового типа жгута необходимо ввернуть фиксаторы 13 лишних шпилек-штоков 3 и освободить требуемые шпильки-штоки 3, вывернув их фиксаторы 13 из резьбовых отверстий 21 пнев- моцилиндров 5.
Таким образом, конструкция шаблона как бы предусматривает память о схеме жгута, изготовленного ранее, и не требует последовательного перебора шпилек-штоков при изготовлении однотипных жгутов проводов.
Данное техническое решение за счет установки в каждую шпильку-шток фиксатора в виде поршня и выполнения центральных резьбовых отверстий в нижней части пневмоцилиндров позволяет упростить подготовку шаблона к работе, так как для этого необходимо лишь ввернуть ненужные фиксаторы в резьбовые отверстия пневмоцилиндров, упростить конструкцию шаблона, так как исключена необходимость применения исполнительного механизма и блока управления.
Формула изобретения
Шаблон -для раскладки проводов в жгут, содержащий монтажную панель с каналами для соединения с пневмо- системой и с отверстиями, соосно которым установлены шпильки-штоки, пневмоцилиндры с поршнями и фиксаторы положения шпилек-штоков, отличающийся тем, что, с целью упрощения конструкции и улучшения эксплуатационных возможностей, в поршнях пневмоцилиндров и в шпильках- штоках выполнены сквозные соосные отверстия, в которых установлены с возможностью возвратно-поступательного перемещения фиксаторы, каждый из которых выполнен в виде поршня, (на одном конце которого выполнена резьба с эаходной фаской, в торце другого конца со стороны монтажной панели выполнено осевое цилиндрическое отверстие, в котором установлена заглушка со шпонкой, а на цилиндрической поверхности конца жестко закреплен направляющий штифт, который размещен в винтовой канавке, выполненной на поверхности стенки цилиндрического отверстия гапилькн-штока, при этом в конце каждого пневмоци- лнндра со стороны, противоположной монтажной панели, выполнено осеиор резьбовое отверстнр, в котором мещен конец поршня фиксатора.

| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для изготовления жгутов проводов | 1980 |
|
SU928688A1 |
| Шаблон для изготовления жгутов проводов | 1980 |
|
SU903992A1 |
| Разъединитель | 1984 |
|
SU1277238A1 |
| Контроллер управления железнодорожным транспортом и способ его работы | 2022 |
|
RU2788226C1 |
| Устройство для обвязки жгутов проводов | 1980 |
|
SU1001191A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1786699A1 |
| Шаблон для изготовления жгутов проводов | 1984 |
|
SU1302331A1 |
| УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2006 |
|
RU2323077C2 |
| Контроллер управления режимами движения рельсовых тяговых транспортных средств | 2019 |
|
RU2720597C1 |
| Контроллер управления режимами движения рельсовых тяговых транспортных средств. | 2019 |
|
RU2720390C1 |
3W /
16/6133 (5 24 23 Ц 22 221
4w ь.и
Редактор М.Янкович
Фиг. З ,
Составитель З.Яшина
Техред М.Моргентал Корректор Э.Лончакова
| Шаблон для изготовления жгутов проводов | 1980 |
|
SU903992A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
