I
Изобретение относится к технолоническому оборудованию для производства электромонтажных изделий, в частности к устройствам шаблонов для механизации работ по изготовлению жгутов проводов.
Известен шаблон для изготовления жгутов проводов, содержащий панель с отверстиями, пневмоцилиндры, с поршнями, шпильками-штоками, установленными соосно отверстиям панели, и пневмоканалами, связанными с пневмосистемой, и фиксаторы lj.
Однако известный шаблон сложен в изготовлении, так как поршень со шпильками-штоками образуют с корпусом пневмоцилиндра и крышками три пары сопрягаемых поверхностей, к которым предъявляется требование сохранения герметичности. Изготовление таких деталей является очень трудоемким. Кроме того, для выдвижения нужных шпилек-штоков необходимо каж-дый раз производить выдвижение вначале /
всех шпилек-штоков, а затем последовательное убирание ненужных, что снижает производительность.
Цель изобретения - упрощение конструкции и повышения производительнг -сти.
Цель достигается тем,что в шаблоне, содержащем панель с отверстиями, пневмоцилиндры с поршнями, шпильками-штоками, установленными соосно отверстиям панели, и пневмоканалами, связанными с пневмосистемой, и фиксаторы, поршни пневмоцилиндров снабжены бобышками с кольцевыми проточками, а фиксаторы выполнены в виде связанных с пневмЬсистемой реек, установленных с возможностью взаимодействия с кольцевыми проточками бобышек поршней пневмоцилиндров.
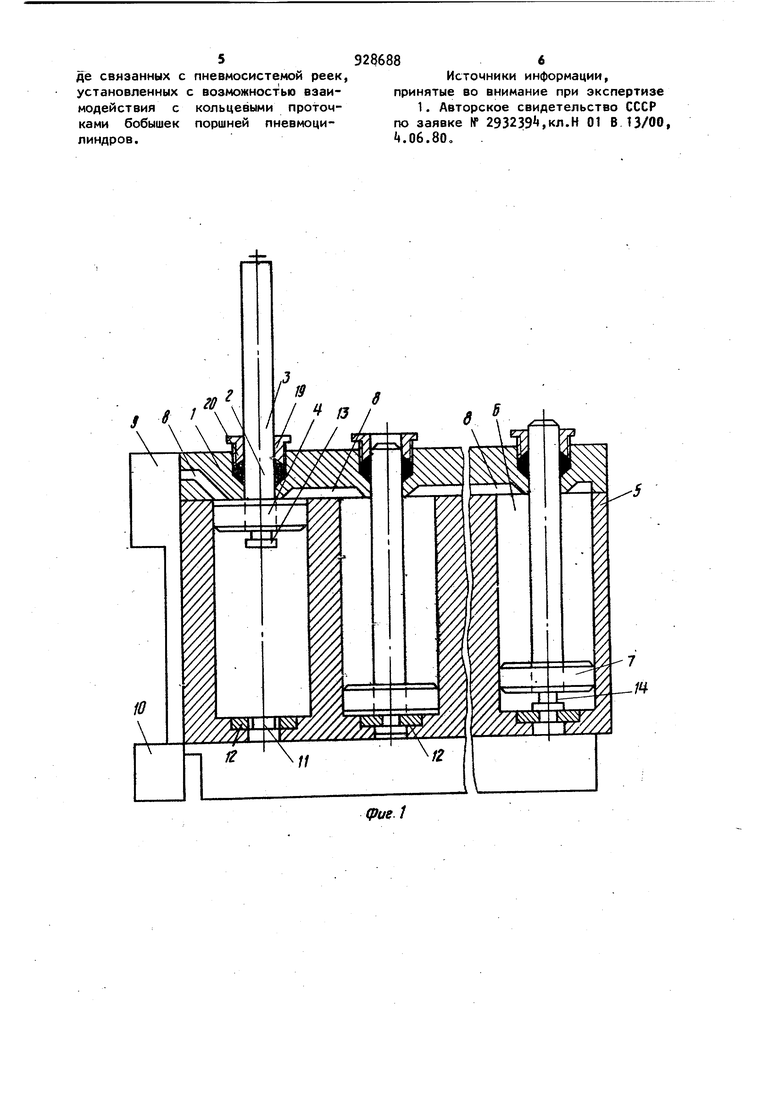
На фиг. 1 показан шаблон, поперечный разрез; на фиг. 2 - то же, вид снизу. Шаблон представляет собой панель 1 с отверстиями 2,через которые про пущены шпильки-штоки 3 с поршнями 3 разделяющими пневмоцилиндры 5 на верхние и нижние полости 6 и 7 соответственно. Верхние полости 6 пневмоцилиндров 5 объединены поперечными рядами пневмоканалов 8, которые подсоединены к пневмосистеме, выполненной из исполнительного механизма 9 блока управления 10. Нижние полости 7 пневмоцилиндров 5 вдоль продольных рядов снабжены пазами 11, в которых размещены двух позиционные рейки-фиксаторы 12. Сни ЗУ поршни снабжены бобышками 13 с проточками 14, а двухпозиционные рейки-фиксаторы 12 имеют продольну прорезь 15 с периодически сужающимся и расширяющимся поперечным сечением, причем узкая часть 16 прорези 15меньше диаметра бобышки 13 и больше диаметра проточки 1, а широ кая часть 17 прорези 15 больше диаметра бобышки 13. Двухпозиционные рейки-фиксаторы 12 охватывают бобыш ки 1 3 в продольные ряды и имеют индивидуальные приводы 18, связанные с блоком управления 10. В качестве уплотнения шпильки-штока 3 на пане ли 1 установлена грунт-букса 19 и сальник 20. Шаблон подготавливается к изготовлению жгута электропроводов следующим образом. По команде с блока управления 10 индивидуальный исполнительный механизм 9 реек-фиксаторов 12 переводит первую рейку-фиксатор 12 в положение Открыто, т.е. узкая часть 16прорези 15 рейки-фиксатора 12 выходит из проточек 14 бобышек 13 поршней 4. Затем исполнительный мех низм 9 по пневмоканалу 8 в верхние полости 6 пневмоцилиндров 5 подает либо вакуум, либо давление в зависимости от того, требуется поднять или опустить соответствующую шпильку-шток 3, находящуюся на пересечен пневмоканала 8 и рейки-фиксатора 12. После того как шпильки-штоки 3, свя занные с первой рейкой-фиксатором 12, займут требуемое положение, последняя переводится в положение Закрыто, т.е„ узкая часть 1б прорези 15 входит в проточки 1Ц бобыше 13 шпилек-штоков 3. Для перехода остальных шпилек-штоков 3 в требуем положение аналогичную операцию повторяют последовательно со всеми остальными рейками-фиксаторами 12. Таким образом шаблон подготавливается к изготовлению жгута электропроводов. После изготовления жгута электропроводов по сигналу с блока управления 10 исполнительный механизм 9 подает давление по пневмоканалам 8 в верхние полости 6 пневмоцилиндров 5 и все шпильки-штоки 3 опускаясь, освобождают жгут. Однако поскольку все рейки-фиксаторы 12 в это время находятся в положении Закрыто, то бобышки 13 поршней Ч не опускаются до конца вниз, а лишь упираются в рейки-фиксаторы 12. Для повторного изготовления однотипного жгута требуется лишь подать посредством сигнала с блока управления 10 на исполнительный механизм 9 одновременно вакуум во все пневмоканалы .8, соединяющие верхние полости 6 пневмоцилиндров 5, и требуемые шпильки-штоки 3 поднимутся, а шаблон вновь готов для изготовления жгута. Таким образом, конструкция шаблона как бы предусматривает память о схеме жгута, изготовленного ранее, и не требует последовательного перебора шпилек-штоков при изготовлении однотипных жгутов. Шаблон сохраняет работоспособность, если нижние полости пневмоцилиндров загерметизировать, соединив каналами, это дополнительно позволяет использовать давление как для подъема, так и для опускания шпилек-штоков, при этом не играет роли, используется ли в качестве среды передающее усилие или жидкость. Формула изобретения Шаблон для изготовления жгутов проводов, содержащий панель с отверстиями, пневмоцилиндры с поршнями, шпильками-штоками, установленными соосно отверстиям панели, и пневмоканаламИ, связанными с пневмосистемой, и фиксаторы, отличающийся тем, что, с целью упрощения конструкции и повышения производительности, поршни пневмоцилиндров снабжены бобышками с кольцевыми проточками, а фиксаторы выполнены в ви59286886
де связанных с пневмосистемой реек.Источники информации,
ГвГт«Г взаи- принятые во внимание при экспертизе ка2и R ьцевыми проточ- 1. Авторское свидетельство СССР Zl. пневмоци- по заявке f 293239ЧКЛ.Н 01 В 13/00, линдров..Об.ЗО, .

| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1676133A1 |
| Шаблон для изготовления жгутов проводов | 1980 |
|
SU903992A1 |
| Шаблон для изготовления жгутов электропроводов | 1977 |
|
SU621025A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ОТНОСИТЕЛЬНОГО ПОЛОЖЕНИЯ СПИНКИ И ПОДУШКИ СИДЕНЬЯ ТРАНСПОРТНОГО СРЕДСТВА | 2000 |
|
RU2216460C2 |
| Управляемый снаряд, блок рулевого привода управляемого снаряда, пневмораспределительное устройство рулевого привода управляемого снаряда, механизм инициирования рулевого привода управляемого снаряда | 2017 |
|
RU2669979C1 |
| Устройство для установки трассировочных шпилек на монтажном шаблоне | 1989 |
|
SU1739531A1 |
| КОМБИНИРОВАННЫЙ КЛАПАН | 1991 |
|
RU2011091C1 |
| Устройство для изготовления жгутовэлЕКТРОпРОВОдОВ | 1979 |
|
SU847543A1 |
| Устройство для установки магниточувствительных шпилек на шаблоне установки для раскладки проводов в шгут | 1990 |
|
SU1780203A1 |
| Устройство для изготовления гофрированных фильтров | 1987 |
|
SU1583503A1 |

