(21)4756948/27
(22)09.11.89
(46) 15.09.91. Бюл. № 34
(72) Н. Г. Ткачик, Я. И.. Шушкевич
и П. И. Туцкий
(53)621.981.21(088.8)
(56)Авторское свидетельство СССР № 487691, кл. В 21 D 5/14, 1973.
(54)ВАЛОК ЛИСТОГИБОЧНОЙ МАШИНЫ
(57)Изобретение относится к обработке металлов давлением, в частности к формообразованию изделий из листового материала, и может быть использовано в машиностроении. Цель изобретения - улучшение качества изготавливаемых деталей путем получения более точных их размеров и формы и повышение стойкости валка. Валок листогибочной машины снабжен металлической упругой обоймой 4, охватывающей многослойную эластичную втулку, установленную на металлической оси 1. Втулка выполнена из двух слоев. Слой с наибольшей упругостью размещен со стороны оси 1. Листовое изделие подают между вращающимися валками двухвалковой листогибочной машины. Гибка производится вокруг жесткого валка меньшего диаметра. В процессе гибки жесткий валок внедряется совместно с заготовкой в эластичное покрытие валка большего диаметра. Глубина внедрения определяет радиус гибки. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухвалковая листогибочная машина | 1980 |
|
SU830698A1 |
| Валковая листогибочная машина | 1980 |
|
SU938462A1 |
| Комплект валков листогибочной машины | 1985 |
|
SU1544519A1 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1993 |
|
RU2031751C1 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1993 |
|
RU2015772C1 |
| ДВУХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1991 |
|
RU2036739C1 |
| Валковая листогибочная машина | 1978 |
|
SU721161A1 |
| Двухвалковая листогибочная машина | 1976 |
|
SU660334A1 |
| Двухвалковая листогибочная машина | 1981 |
|
SU1003964A1 |
| КОМПЛЕКТ ВАЛКОВ ЛИСТОГИБОЧНОЙ МАШИНЫ | 1991 |
|
RU2068748C1 |
Изобретение относится к обработке металлов давлением, в частности к формообразованию изделий из листового материала, и может быть использовано в машиностроении при изготовлении штучных, изделий из листового материала на двухвалковых листогибочных машинах.
Цель изобретения - улучшение качества изготавливаемых деталей путем получения более тЪчных их размеров и формы и повышение стойкости валка.
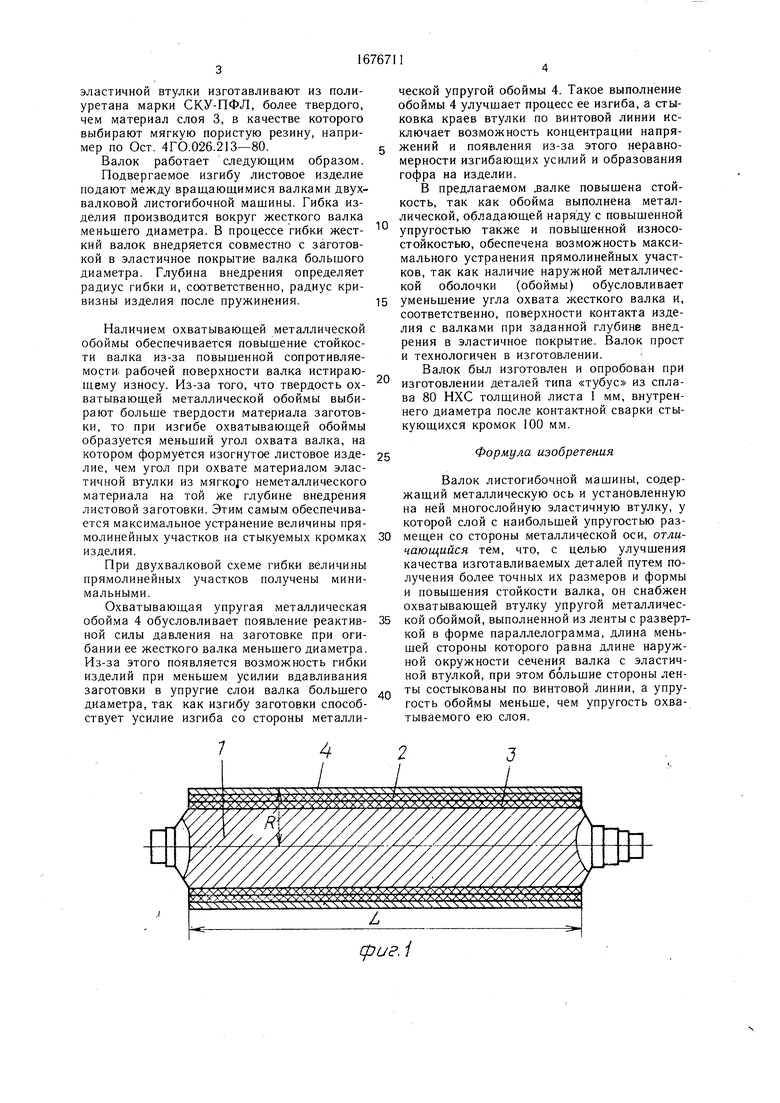
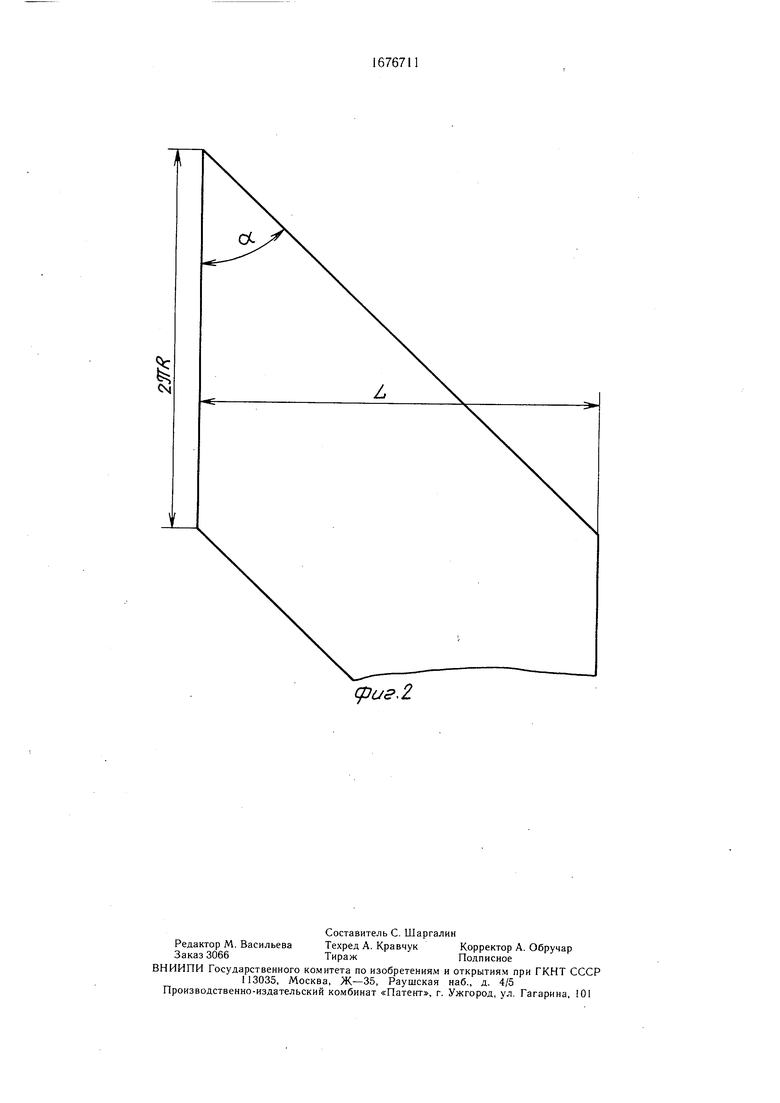
На фиг. 1 показан предлагаемый валок; на фиг. 2 - развертка обоймы.
Валок содержит металлическую ось 1, установленную на ней многослойную эластичную втулку, состоящую из упругого слоя 2 и слоя 3 из более упругого пористого материала, охватывающую втулку обойму 4. Слои 2 и 3 и обойма 4 втулки соединены между собой и с металлической осью 1 с помощью клея. Обойма 4 выполнена из тонкой металлической ленты. Развертка обоймы представляет собой параллелограмм, длина
меньшей стороны которого равна длине наружной окружности сечения валка с эластичной втулкой, меньшая диагональ - длине L валка, а по большим сторонам при свертывании во втулку происходит стыковка по винтовой линии. Развертка обоймы 4 при раскрое выполнена так, что волокна материала ленты направлены в осевом направлении. Линии среза краев заготовки охватывающей обоймы 4 являются параллельными и выполнены под углом а, обеспечивающим совпадение начала и конца стыковки по торцам обоймы. Угол среза а определяется из соотношения:
.2л/
,
радиус наружной поверхности, охватывающей обоймы; L - длина охватывающей обоймы. В качестве материала для обоймы 4 используется тонколистовая пружинная сталь, например, марки 65 Г. Слой многослойной
Cfc 3
о
-vj
эластичной втулки изготавливают из полиуретана марки СКУ-ПФЛ, более твердого, чем материал слоя 3, в качестве которого выбирают мягкую пористую резину, например по Ост. 4ГО.026.213-80.
Валок работает следующим образом.
Подвергаемое изгибу листовое изделие подают между вращающимися валками двухвалковой листогибочной машины. Гибка изделия производится вокруг жесткого валка меньшего диаметра. В процессе гибки жесткий валок внедряется совместно с заготовкой в эластичное покрытие валка большого диаметра. Глубина внедрения определяет радиус гибки и, соответственно, радиус кривизны изделия после пружинения.
Наличием охватывающей металлической обоймы обеспечивается повышение стойкости валка из-за повышенной сопротивляемости, рабочей поверхности валка истирающему износу. Из-за того, что твердость охватывающей металлической обоймы выбирают больше твердости материала заготовки, то при изгибе охватывающей обоймы образуется меньший угол охвата валка, на котором формуется изогнутое листовое изделие, чем угол при охвате материалом эластичной втулки из мягкого неметаллического материала на той же глубине внедрения листовой заготовки. Этим самым обеспечивается максимальное устранение величины прямолинейных участков на стыкуемых кромках изделия.
При двухвалковой схеме гибки величины прямолинейных участков получены минимальными.
Охватывающая упругая металлическая обойма 4 обусловливает появление реактивной силы давления на заготовке при огибании ее жесткого валка меньшего диаметра. Из-за этого появляется возможность гибки изделий при меньшем усилии вдавливания заготовки в упругие слои валка большего диаметра, так как изгибу заготовки способствует усилие изгиба со стороны металли.Л. N
ческой упругой обоймы 4. Такое выполнение обоймы 4 улучшает процесс ее изгиба, а стыковка краев втулки по винтовой линии исключает возможность концентрации напря- жений и появления из-за этого неравномерности изгибающих усилий и образования гофра на изделии.
В предлагаемом .валке повышена стойкость, так как обойма выполнена металлической, обладающей наряду с повышенной упругостью также и повышенной износостойкостью, обеспечена возможность максимального устранения прямолинейных участков, так как наличие наружной металлической оболочки (обоймы) обусловливает уменьшение угла охвата жесткого валка и, соответственно, поверхности контакта изделия с валками при заданной глубине внедрения в эластичное покрытие. Валок прост и технологичен в изготовлении.
Валок был изготовлен и опробован при изготовлении деталей типа «тубус из сплава 80 НХС толщиной листа 1 мм, внутреннего диаметра после контактной сварки стыкующихся кромок 100 мм.
0
25
Формула изобретения
0
0
Валок листогибочной машины, содержащий металлическую ось и установленную на ней многослойную эластичную втулку, у которой слой с наибольшей упругостью размещен со стороны металлической оси, отличающийся тем, что, с целью улучшения качества изготавливаемых деталей путем получения более точных их размеров и формы и повышения стойкости валка, он снабжен охватывающей втулку упругой металличес- 5 кой обоймой, выполненной из ленты с разверткой в форме параллелограмма, длина меньшей стороны которого равна длине наружной окружности сечения валка с эластичной втулкой, при этом большие стороны ленты состыкованы по винтовой линии, а упругость обоймы меньше, чем упругость охватываемого ею слоя.
сригЛ
фиг, 2.
