Изобретение относится к сварке серого ковкого высокопрочного чугунов, никель- аустенитных чугунов специального назначения и чугунов с углеродистыми сталями без предварительного подогрева последних (холодная сварка) и может быть использовано, для изготовления литосвар- ных конструкций из чугуна, комбинированных деталей из чугуна и стали, в литейном деле и ремонтно-восстанови- тельной практике для заварки дефектов и наплавки преимущественно газовой низкотемпературной пайко-сваркой и электродуговыми способами (ручной, механизированной, автоматической сваркой открытой и закрытой дугой плавящимся электродом, аргонодуговой сваркой неплавящимся электродом.
Цель изобретения - повышение качества сварного соединения.
Кремний является более сильным рас- кислителем по сравнению с марганцем, тем самым он уменьшает склонность наплавленного металла к образованию газовых пор. Кроме того, кремний оказывает благоприятное влияние на структурно-фазовые превращения в зоне сплавления, уменьшая тем самым хрупкость.
При первичной кристаллизации кремний, являясь графитообразующим элементом, препятствует образованию карбидной эвтектики, уменьшая способность чугуна к отбелу.
В процессе вторичной кристаллизации склонность к подкалке снижается по следующим причинам:
С
VI
Os VI
2образующийся кремнистый мартенсит более мягкий по сравнению с марганцовистым за счет уменьшения равновесной концентрации углерода в исходном аустените;
уменьшается ширина зоны подкалки, поскольку стойкость переохлажденного .кремнистого аустенита меньше за счет уменьшения количества углерода и более слабого влияния кремния на его стойкость;
за счет меньшего количества углерода в исходном аустените и более слабого влияния кремния на понижение мартенситного интервала кремнистый мартенсит образуется при более высоких температурах, что повышает возможность самоотпуска закаленных зон.
Применение кремния совместно с марганцем в присадке не дает удовлетворительного по качеству сварного соединения, так как кремний, являясь более сильным раскислителем, соединяется с кислородом при сварке и уходит из сварочной ванны в виде окисла, а марганец остается в ванне как карбидсобразователь и элемент, способствующий закалке.
Присадочная проволока, содержащая 1,5-3,5% кремния, обладает достаточными графитизирующими свойствами и в зоне сплавления не образует карбидной эвтектики (отбела). Переход углерода из металлической матрицы в графитную фазу понижает одновременно способность чугуна к закаливанию: образования мартенсита в зоне сплавления не происходит, что подтверждается измерениями твердости. Запредельное количество кремния { 4%) приводит к образованию грубых включений первичного графита, что является браковочным признаком.
Отсутствие структурных составляющих с высокой твердостью в зоне сплавления при содержании кремния в присадочном сплаве 1,3-3,5% уменьшает опасность тре- щинообразования при сварке и механической обработке сварных деталей. Кроме того, снижается возможность хрупкого разрушения при работе сварного соединения. Присадочная проволока, содержащая 0,1- 0,4% РЗМ, удовлетворительно модифицирует сварочную ванну. При содержании в проволоке ,4% в наплавленном металле появляются следы перемодифицирования - пластинчатый графит.
Оптимальным количеством меди в присадочной проволоке является 10-35%. При
меньшем количестве меди сплав является маложидкотекучим, в наплавленном металле образуется много пор. Большое количество меди (40%) приводит к расслоению
жидкостей и может в результате привести к отсутствию сплавления.
Была выполнена сварка плавлением пластин размером 110x55x8 мм из перлитного серого чугуна. Разделку свариваемых
кромок осуществляли под углом 45°. Сварку проводили на весу без предварительного нагрева и без перерыва на охлаждение (за один проход) двумя способами: механизированная плавка плавящимся электродом
открытой дугой и неплавящимся электродом в среде аргона, Присадочным материалом являлась проволока из экспериментальных сплавов.
Сварные образцы контролировались по
макроструктуре на наличие пор и качество сплавления, а микроанализом выявлялась структура наплавленного металла и переходных зон, а также форма графита в наплавленном металле,
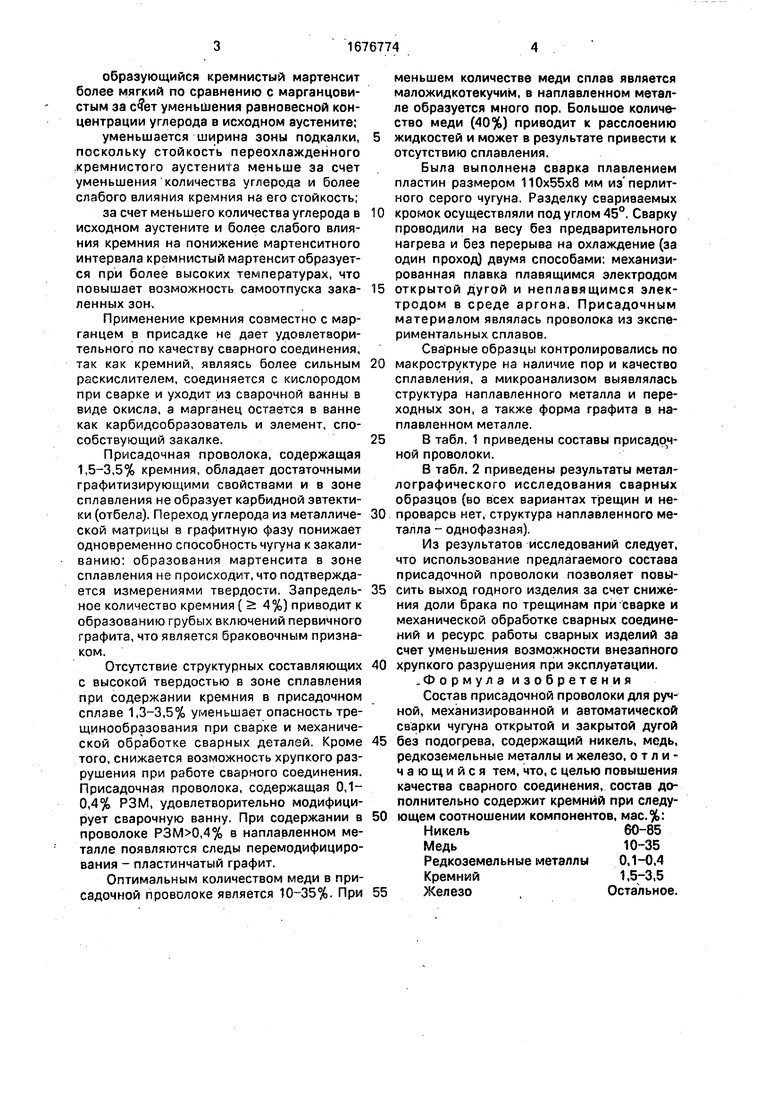
В табл. 1 приведены составы присадочной проволоки.
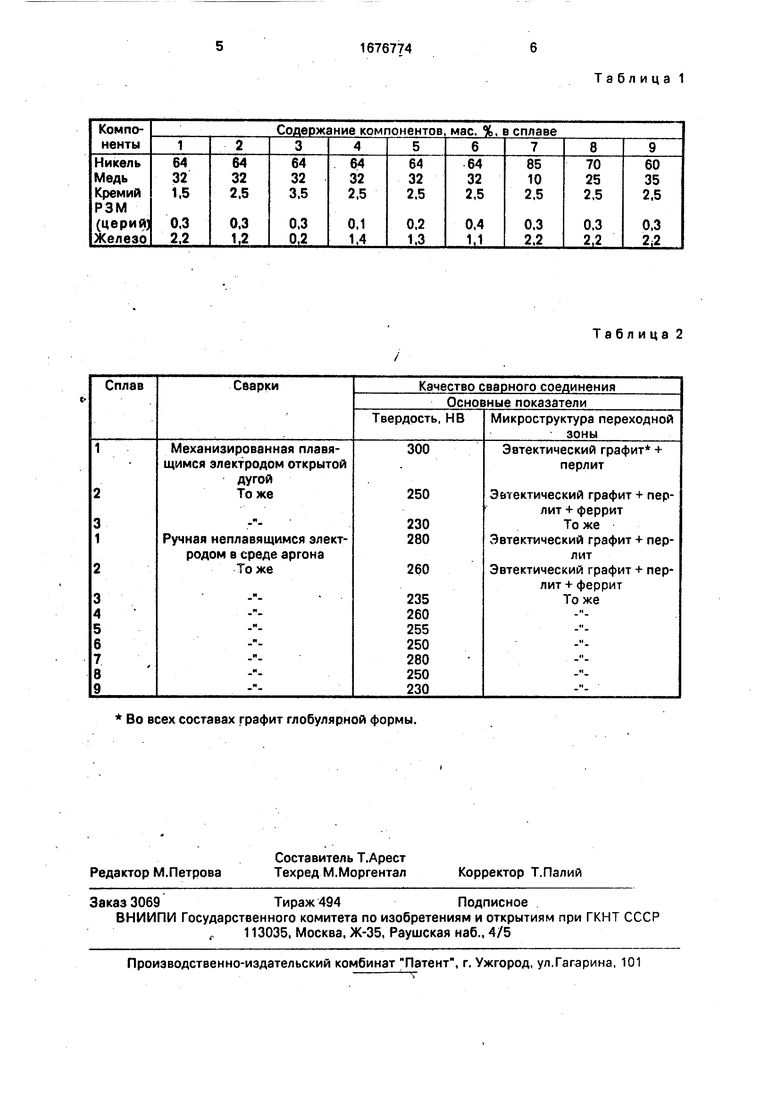
В табл. 2 приведены результаты металлографического исследования сварных образцов (во всех вариантах трещин и непроварен нет, структура наплавленного металла - однофазная).
Из результатов исследований следует, что использование предлагаемого состава присадочной проволоки позволяет повысить выход годного изделия за счет снижения доли брака по трещинам при сварке и механической обработке сварных соединений и ресурс работы сварных изделий за счет уменьшения возможности внезапного
хрупкого разрушения при эксплуатации. .Формула изобретения Состав присадочной проволоки для ручной, механизированной и автоматической сварки чугуна открытой и закрытой дугой
без подогрева, содержащий никель, медь, редкоземельные металлы и железо, отличающийся тем, что, с целью повышения качества сварного соединения, состав дополнительно содержит кремний при следующем соотношении компонентов, мас.%: Никель60-85
Медь10-35
Редкоземельные металлы 0,1-0,4 Кремний1,5-3,5
ЖелезоОстальное.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Чугун для сварочных прутков | 1987 |
|
SU1638195A1 |
| Состав сварочной проволоки | 1986 |
|
SU1399044A1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2010 |
|
RU2446929C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ НА СТАЛЬ | 2011 |
|
RU2470750C1 |
| Состав электродного покрытия для холодной сварки чугуна | 1991 |
|
SU1799317A3 |
| Состав сварочной проволоки для сварки чугуна | 1981 |
|
SU961906A1 |
| Состав сварочной проволоки | 1984 |
|
SU1291338A1 |
| СПЛОШНАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2008 |
|
RU2436664C1 |
| ПЛАСТИЧНЫЙ БОРСОДЕРЖАЩИЙ СВАРОЧНЫЙ МАТЕРИАЛ НА ОСНОВЕ НИКЕЛЯ | 2014 |
|
RU2666822C2 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2007 |
|
RU2346797C1 |
Изобретение касается сварки серого, ковкого высокопрочного чугунов 1 нйкель- аустенитныхчугунов специального назначения и чугунов с углеродистыми сталями без предварительного подогрева последних (холодная сварка). Цель изобретения - повышение качества сварного соединения (СС). Состав присадочной проволоки (ПП), содержащий, мас.%: никель 60-85; медь 10-35; редкоземельные металлы (РЗМ)0,1-0,4; железо остальное, дополнительно содержит 1,5-3,5 мас.% кремния. Кремний в количестве 1,5-3,5 мас.% является сильным раскис- лителем и графитизатором, что приводит отсутствию в зоне сплавления СС отбела и подкалки, а следовательно, к уменьшению опасности трещинообразования при сварке и последующей механической обработке СС. При этом РЗМ в количестве 0,1-0,4 мас.% удовлетворительно модифицируют сварочную ванну. Удовлетворительная жид- котекучесть сплава достигается при содержании в ПП меди в количестве 10-35 мас.%. 2 табл.
Во всех составах графит глобулярной формы.
Таблица 2
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Е | |||
| О | |||
| Патона, № 48-21-583-82 | |||
| Сварочная проволока | 1973 |
|
SU492394A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
