По настоящей заявке испрашивается приоритет на основе патентной заявки США на изобретение 14/263120, подданной 28 апреля 2014 г. заявителями Alexander В. Goncharov, Joseph Liburdi и Paul Lowden под названием «Welding Material for Welding Superalloys» (Сварочный материал для сварки жаропрочных сплавов).
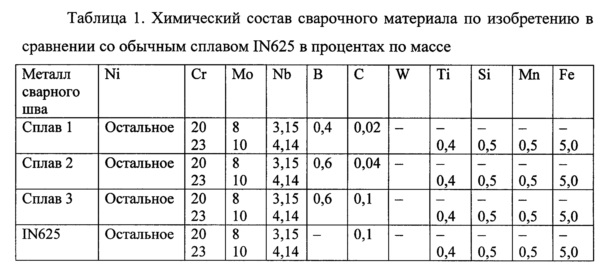
Никель-хромовый сплав 625, номинально содержащий 20-23% Cr по массе, 8-10% Мо по массе, 3,15-4,15% Nb по массе, максимум 0,1% С по массе и никель с примесями - остальное, также известный как Inconel® 625 (IN625), производимый согласно стандарту AMS 5879, имеет хорошую устойчивость к окислению при температурах до 1800°F и механические свойства до 1598°F, а также демонстрирует хорошую устойчивость к коррозии в водной среде. Поэтому данный сплав десятилетиями широко используется в аэрокосмической отрасли, химической отрасли и в энергетике.
Кроме того, благодаря уникальным металлургическим свойствам, Inconel 625 (IN625), производимый согласно стандарту AMS 5837 в виде сварочной проволоки и прутков, используется для ремонта элементов турбинных двигателей с применением аргонодуговой сварки неплавящимся электродом (Gas Tungsten Arc Welding, GTAW), лазерной, электронно-лучевой и плазменной сварки, и наплавления. Закаливаемый на твердый раствор сплав IN625 обладает высокой пластичностью благодаря сбалансированному химическому составу, в котором наличие до 0,1% углерода по массе не влияет на пластичность. Следовательно, с металлургической точки зрения нет необходимости в дальнейшей дорогостоящей очистке данного сплава, которая может увеличить цену этой широко используемой сварочной проволоки. В результате типичное содержание углерода в сварочной проволоке IN625, имеющейся на рынке, колеблется от приблизительно 0,06% по массе до приблизительно 0,1% по массе.
Сплав IN625 обеспечивает прочные сварные швы, но зона термического влияния (Heat Affected Zone, HAZ) сплавов Inconel 738, GTD 111, GTD 222, Inconel 713 и некоторых других дисперсно-упрочненных жаропрочных сплавов с высоким содержанием гамма-прим (γ') фазы склонна к образованию микротрещин, что также называется микрорастрескиванием, согласно работе Banerjee K., Richards N.L., and Chaturvedi М.С."Effect of Filler Alloys on Heat Affected Zone Cracking in Pre-weld Heat Treated IN-738 LC Gas-Tungsten-Arc Welds", Metallurgical and Materials Transactions, Volume 36A, July 2005, pp. 1881-1890.
Модификация сплава Inconel 625 бором снижает температуру плавления и уменьшает образование ликвационных трещин в зоне HAZ сварных швов, полученных путем наплавки лазером на жаропрочных сплавах на основе никеля GTD111, Inconel 738 и GTD 222, согласно работе A. Gontcharov, J. Liburdi, P. Lowden et al. "Self Healing Fusion Welding Technology", GT2014-26412, Proceedings of ASME Turbo Expo 2014: Turbine Technical Conference and Exposition, June 16-20, 2014,  , Germany. Однако такие сварные швы имеют относительное удлинение лишь 19,7% при температуре 1800°F, что практически исключает использование процесса волочения для производства сварочной проволоки.
, Germany. Однако такие сварные швы имеют относительное удлинение лишь 19,7% при температуре 1800°F, что практически исключает использование процесса волочения для производства сварочной проволоки.
Таким образом, требуется дополнительное улучшение модифицированного бором сварочного материала Inconel 625, чтобы обеспечить производство сварочной проволоки с использованием обычного процесса волочения без значительных отклонений от обычного химического состава Inconel 625. Целью настоящего изобретения является также то, что сварочная проволока должна обеспечивать не содержащие трещин сварные швы на дисперсно-упрочненных жаропрочных сплавах, а также паянные твердым припоем и сварные соединения с пределом текучести и характеристикой длительной прочности, превосходящими соответствующие свойства обычного сплава Inconel 625.
Раскрытие изобретения
Было обнаружено, что для достижения пластичности, необходимой для производства сварочной проволоки с использованием обычных процессов волочения и экструзии, содержание углерода в сплаве на основе никеля, содержащем 0,4-0,6% бора (В) по массе, 17-23% хрома (Cr) по массе, 8-10% молибдена (Мо) по массе, 0,1-4,15% ниобия (Nb) по массе, не должно превышать приблизительно 0,04% по массе, чтобы не допускать или сводить к минимуму образование карбидов.
В добавление к указанному, сварочный материал по изобретению обеспечивает не содержащие трещин сварные швы с высоким пределом текучести, пластичностью и характеристикой длительной прочности, которые превосходят механические свойства сварных швов, полученных с использованием обычной сварочной проволоки IN625.
Согласно предпочтительному варианту осуществления, сварочный материал по изобретению может быть изготовлен в виде проволоки, порошкового присадочного материала и фольги для сварки и пайки твердым припоем.
Сварочный материал по изобретению может использоваться для выполнения соединений и ремонта различных деталей, в том числе, элементов турбинных двигателей, изготовленных из поликристаллических, полученных способом направленной кристаллизации и монокристаллических сплавов на основе никеля, кобальта и железа.
Благодаря высокой пластичности и сниженной температуре плавления этого сплава, сварочный материал по изобретению может использоваться для аргонодуговой сварки неплавящимся электродом в среде инертного газа (TIG) с применением твердого припоя и соединения материалов, полученных путем пайки твердым припоем с широким зазором (Wide Gap Brazing), методом порошковой металлургии Liburdi (Liburdi Powder Metallurgy), а также композитных материалов.
Краткое описание чертежей
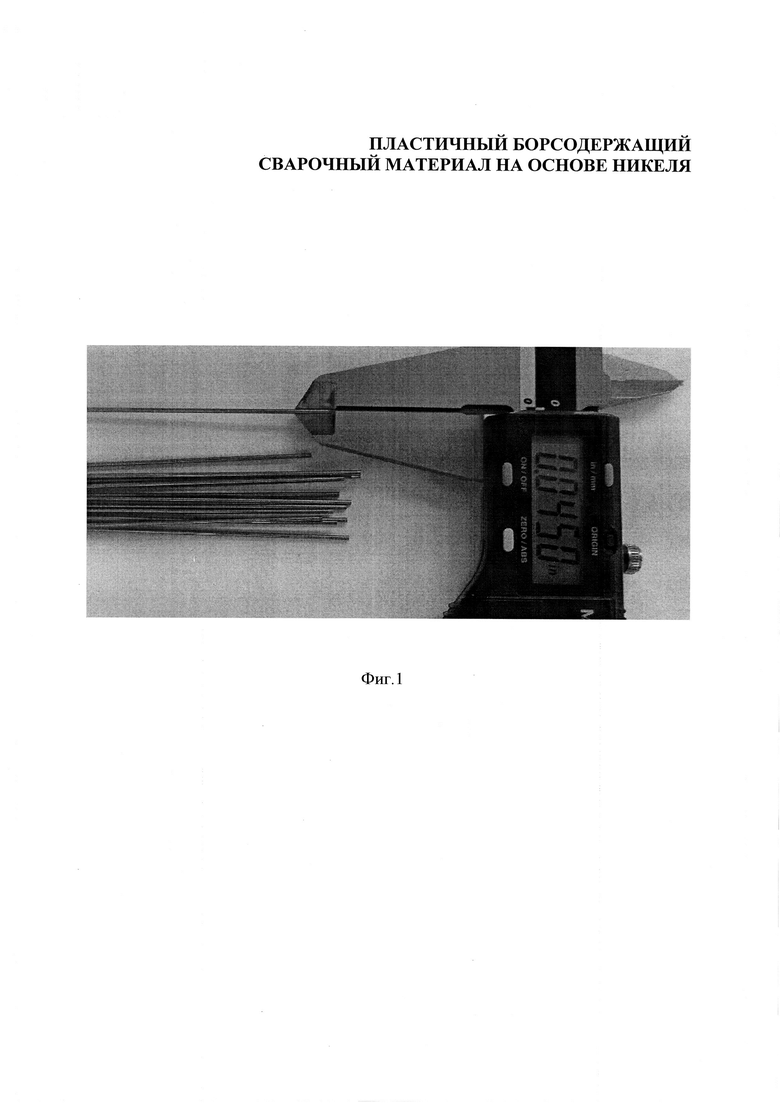
На фиг. 1 представлена фотография сварочной проволоки, разрезанной на прутки, для сварки способом GTAW-MA и пайки TIG с применением твердого припоя.
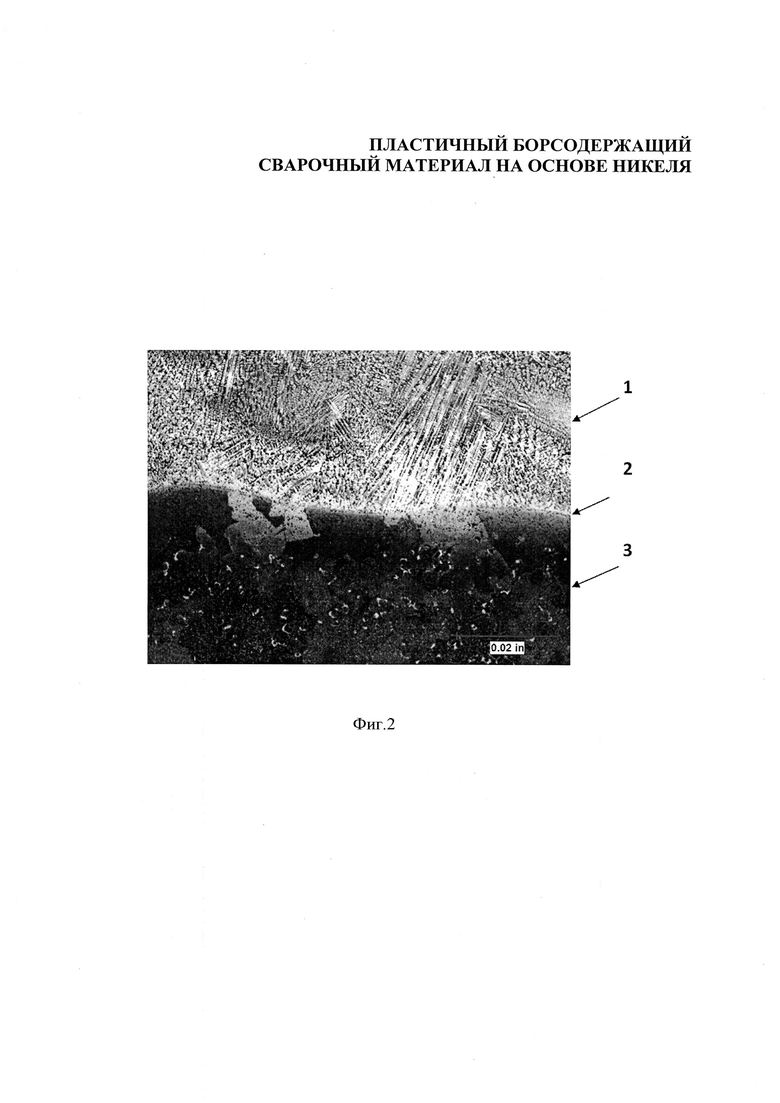
На фиг. 2 представлена микрофотография наплавленного сварного шва, полученного на основном материале GTD 111 с использованием сварочных прутков, содержащих 0,4% В по массе и 0,02% С по массе, на которой показана не содержащая трещин зона HAZ внизу и наплавленный сварной шов наверху, где 1 - металл сварного шва, 2 - линия сплавления и 3 - основной материал, изготовленный из жаропрочного сплава GTD 111.
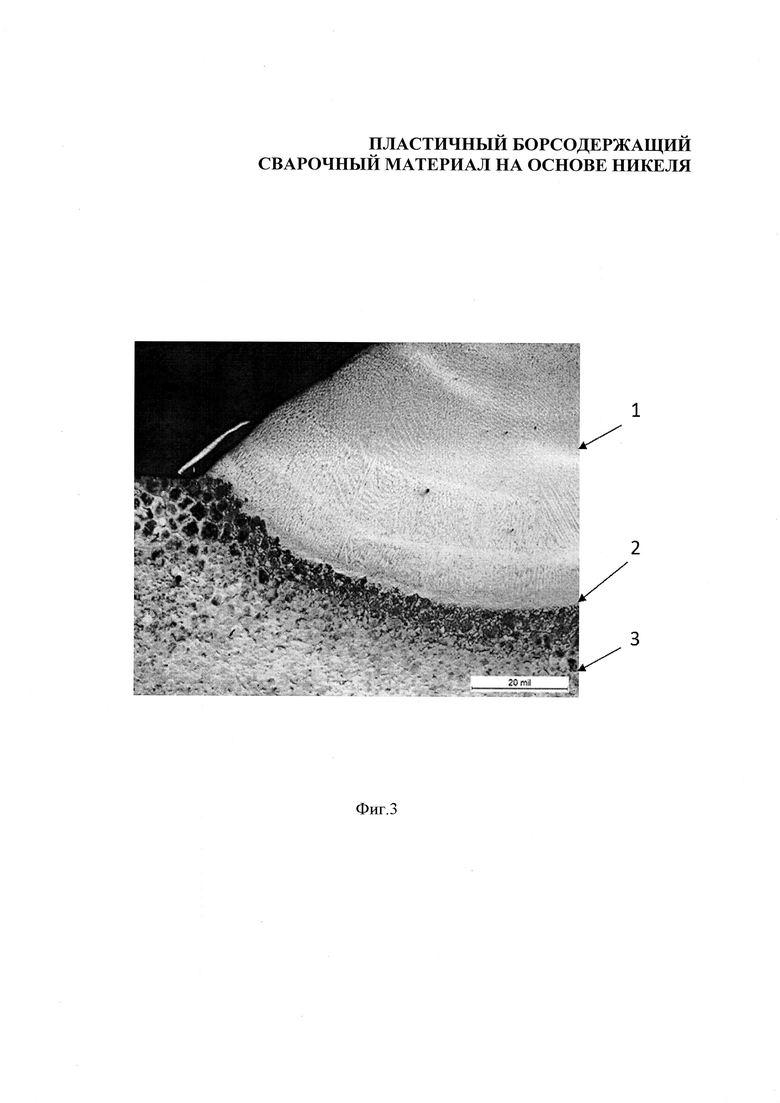
На фиг. 3 представлена микрофотография наплавленного сварного шва, полученного на материале Mar М24 - Amdry 775 для пайки твердым припоем с широким зазором (Wide Gap Brazing Material, WGB), нанесенном на поверхность жаропрочного сплава Inconel 738, где 1 - металл сварного шва, 2 - линия сплавления и 3 - основной материал, изготовленный из WGB.
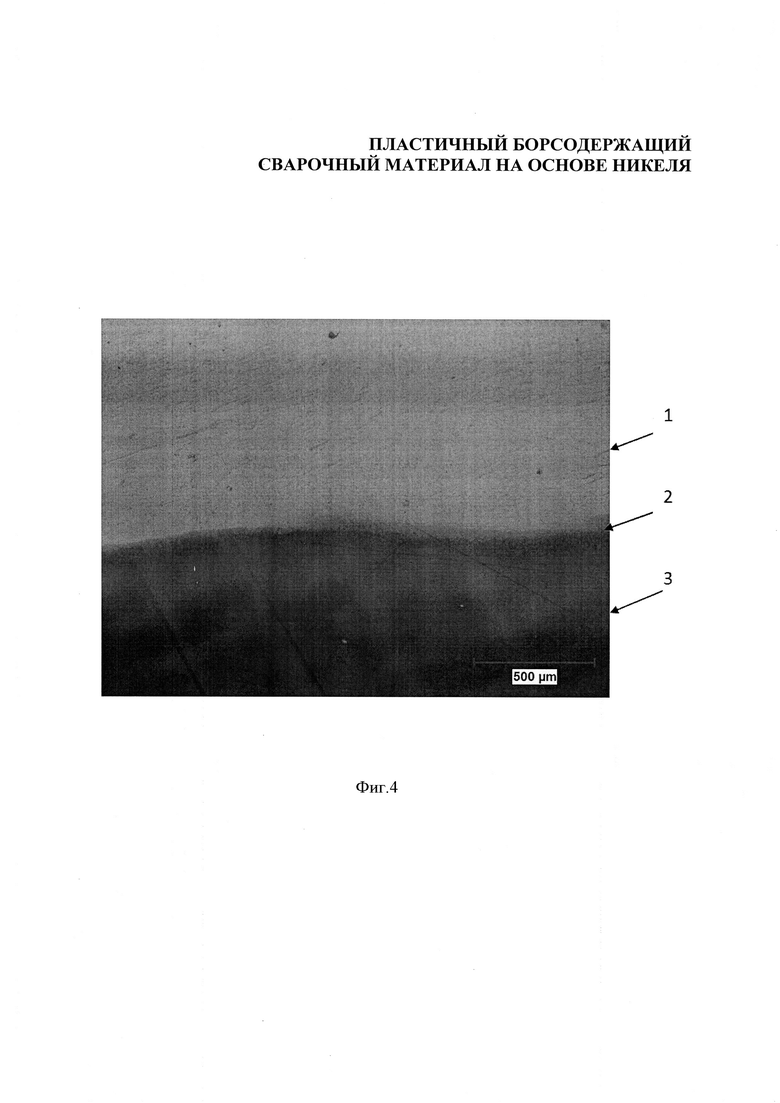
На фиг. 4 представлена микрофотография наплавленного сварного шва на CMSX-4, на которой показан не содержащий трещин сварной шов на монокристаллической подложке без каких-либо признаков рекристаллизации, где 1 - металл сварного шва, 2 - линия сплавления и 3 - основной материал, изготовленный из монокристаллического сплава CMSX-4.
СТАНДАРТНЫЕ АББРЕВИАТУРЫ
AMS (Aerospace Material Specification) - технические требования к аэрокосмическим материалам (стандарты)
ASTM (American Society For Testing and Materials) - Американское общество по испытаниям и материалам (стандарты)
AWS (American Welding Society) - Американское общество сварщиков (стандарты)
HAZ (Heat Affected Zone) - зона термического влияния
NDT (Non Destructive Testing) - неразрушающие испытания
PWHT (Post Weld Heat Treatment) - послесварочная термообработка
RA (Reduction Area) - область относительного сужения образца при испытаниях на растяжение
UTS (Ultimate Tensile Strengths) - предел прочности на разрыв
IN625 - сплав на основе никеля Inconel 625
GTAW-MA (Gas Tungsten Arc Welding - Manual) - ручная аргонодуговая сварка неплавящимся электродом
GTAW-ME (Gas Tungsten Arc Welding - Machine) - машинная аргонодуговая сварка неплавящимся электродом
LBW (Laser Beam Welding) - лазерная сварка
EBW (Electron Beam Welding) - электронно-лучевая сварка
PAW (Plasma Arc Welding) - плазменная сварка
TIG (Tungsten Inert Gas) - вольфрамовый электрод в среде инертного газа
WGB (Wide-Gap Brazing) - пайка твердым припоем с широким зазором
LPM (Liburdi Powder Metallurgy) - технология порошковой металлургии Liburdi и соответствующий товарный знак
HPT (High Pressure Turbine) - турбина высокого давления
ГЛОССАРИЙ ТЕРМИНОВ
Amdry 775 - сплав для диффузионной пайки твердым припоем с высоким содержанием хрома, что обеспечивает отличную устойчивость к окислению и коррозии, также содержащий бор в качестве депрессанта температуры плавления, что обеспечивает однородное наплавление.
Бориды - соединения, состоящие из двух элементов, из которых бор является более электроотрицательным. Бор образует бориды с металлическими и неметаллическими элементами.
Материал CMSX-4 - монокристаллический сплав со сверхвысокой прочностью.
Разбавление - изменение химического состава сварочного материала, вызванное присутствием основного материала или ранее наплавленного металла в наплавленном валике, которое измеряется в процентах содержания основного металла или ранее наплавленного металла в наплавленном валике.
Пластичность - способность металлов и сплавов к вытяжке, растяжению или формованию без разрушения.
Трещиноватость - мелкие трещиноподобные неоднородности с незначительным разделением поверхностей разрыва (раскрытием трещины). Приставки макро- или микро- указывают на относительный размер неоднородности.
Аргонодуговая сварка неплавящимся электродом (GTAW) - в соответствии с определением AWS это процесс дуговой сварки, который обеспечивает сращивание металлов при их нагревании с помощью дуги между вольфрамовым (неплавящимся) электродом и изделием, также называемым основным материалом. Защитную атмосферу получают с помощью газа или газовой смеси. При этом может использоваться или не использоваться давление и может использоваться или не использоваться присадочный металл.
GTD 111 - жаропрочный сплав на основе никеля, разработанный General Electric.
Inconel 738 - сплав на основе никеля, отливаемый в вакууме и являющийся дисперсно-упрочненным.
Сварка и наплавление лазерным лучом (LBW) - в соответствии с определением AWS - процесс сваривания, который обеспечивает сращивание материалов с помощью нагревания, полученного за счет применения сфокусированного когерентного светового луча, воздействующего на материал стыка или основной материал, соответственно.
Ликвационное растрескивание (Liquation Cracking) - образование мелких трещин, вызванное плавлением структурных составляющих на границах зерен во время кристаллизации расплавленного материала.
Материал LPM - материал, содержащий матрицу на основе твердого припоя и присутствующий в твердофазных высокотемпературных присадочных порошках, таких как Mar М247, Inconel 738 и др.
Mar M-247 - дисперсно-упрочненный жаропрочный сплав на основе никеля с высоким содержанием гамма-прим фазы.
Inconel 738 - дисперсно-упрочненный жаропрочный сплав на основе никеля с высоким содержанием гамма-прим фазы.
Пайка вольфрамовым электродом в инертном газе (TIG) с применением твердого припоя - способ сварки, в котором дуга поддерживается с помощью вольфрамового электрода, а для предотвращения контакта с воздухом используется инертный газ.
Сварочный порошок - сварочный материал в виде порошка, который добавляется при выполнении сварных соединений или наплавленных сварных швов.
Сварочные прутки - сварочная проволока, разрезанная на отрезки стандартной длины.
Сварочная проволока - сварочный материал в виде проволоки, который добавляется при выполнении сварных соединений или наплавленных сварных швов.
Сплав для пайки твердым припоем с широким зазором - сплавы с элементом, который плавится при температуре пайки твердым припоем, и с элементом, который либо частично плавится, либо не плавится при той же температуре. Это обеспечивает создание «моста» между соединяемыми конструктивными элементами.
Слой пайки твердым припоем с широким зазором - слой материала, покрывающего подложку.
Осуществление изобретения
Сплав по изобретению может использоваться в виде сварочной проволоки и порошка, а также в виде различных изделий, изготовленных путем литья, прокатки, горячей и холодной штамповки, и включаемых в такие изделия путем замены поврежденных фрагментов во время ремонта.
Сварочные материалы в виде сварочной проволоки и порошка являются основным видом применения сплава по изобретению и поэтому описаны далее более подробно.
Для изготовления сварочной проволоки слитки, также называемые заготовками, диаметром 0,5-3 дюйма, получают в вакууме или в атмосфере аргона с использованием обычных технологий и оборудования для индукционной плавки, дуговой плавки и переплавки. Затем болванки уменьшают до необходимого диаметра путем волочения или экструзии с предварительным нагревом с последующей обычной обработкой поверхности. Таким образом, для успешного производства сварочной проволоки путем экструзии и волочения важна высокая пластичность исходного материала отливки, чтобы снизить до минимума температуру обработки.
Во время окончательной обработки проволока проходит обычную операцию тщательной очистки, которая гарантирует, что сварочная проволока и сварные швы, полученные с использованием данной проволоки, не будут содержать загрязнений.
После очистки проволоку режут на отрезки требуемой длины для изготовления сварочных прутков для ручной сварки GTAW-MA или соединяют сваркой встык и сматывают в катушки для автоматической сварки GTAW-ME, LBW, EBW и PAW.
Сварочный порошок с диаметром частиц 45-75 мкм для лазерной и плазменной сварки и наплавления изготавливается путем обычного процесса газового распыления. В ходе данного процесса расплавленный сплав распыляется с помощью струй инертного газа на мелкие металлические капли, которые охлаждаются во время падения в распылительной колонне. Металлические порошки, полученные с помощью газового распыления, имеют совершенную сферическую форму частиц и высокий уровень чистоты.
Во время сварки порошок и сварочная проволока подаются в сварочную ванну, которая вследствие кристаллизации соединяется с основным материалом, образуя металл сварного шва с химическим составом, близким к химическому составу сварочного материала. Для снижения перегрева и предотвращения образования трещин в зоне HAZ сварка и наплавление выполняются с минимальным разбавлением. Лучшие результаты при наплавлении были достигнуты при разбавлении 5-15%.
Как было обнаружено в объеме настоящего изобретения, бор в указанном диапазоне создает два эффекта, благоприятных для достижения целей настоящего изобретения. Во-первых, бор при указанном содержании углерода увеличивает пластичность сплава по изобретению в диапазоне температур 1600-1800°F, что позволяет производить сварочную проволоку с использованием обычных процессов волочения и экструзии.
Во-вторых, бор в пределах концентрации от 0,4% до 0,6% по массе снижает температуру плавления сварочного материала и перегрев зоны HAZ, благодаря этому сводя к минимуму или устраняя образование ликвационных трещин в зоне HAZ жаропрочного сплава GTD 111, как показано на фиг. 1.
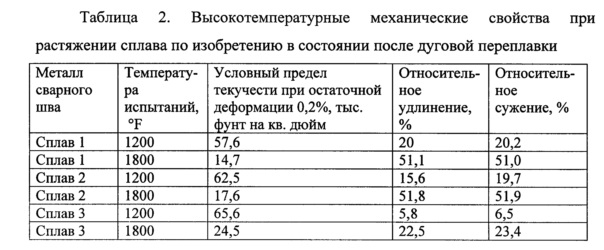
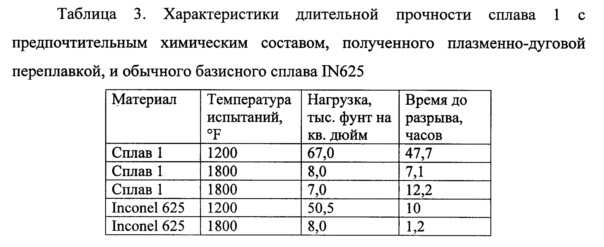
Кроме того, бор увеличивает прочность сварных швов вследствие образования кубических боридов, см. таблицы 2 и 3.
Высокая пластичность и сниженная температура плавления сварочного материала по изобретению позволяют выполнять непосредственную сварку и пайку TIG твердым припоем на паянных твердым припоем соединениях и материалах WGB, как показано на фиг. 3. Кроме того, сварка и наплавление с использованием сварочного материала по изобретению исключает образование трещин и рекристаллизацию монокристаллических материалов, как показано на фиг. 4.
ПРИМЕРЫ СВАРОЧНОЙ ПРОВОЛОКИ И СВАРНЫХ ШВОВ, ПОЛУЧЕННЫХ НА СПЛАВЕ GTD 111 И НА МАТЕРИАЛЕ WGB С ПАЙКОЙ ТВЕРДЫМ ПРИПОЕМ
Сплав по изобретению с предпочтительными химическими составами, указанными в таблице 1, обозначенный как сплав 1, сплав 2 и сплав 3 с повышенным содержанием углерода, в виде прутков, полученный путем плазменно-дуговой плавки в аргоне, подвергался испытаниям на растяжение согласно ASTM Е-8, Е-21 при температурах 1200°F и 1800°F и испытаниям на длительную прочность согласно ASTM Е-139 при температуре 1700°F.
Как следует из таблиц 2 и 3, сплав по изобретению демонстрировал высокую пластичность, что позволяет производить сварочную проволоку с использованием обычных процессов волочения и экструзии. Пример сварочной проволоки диаметром 0,045 дюйма, изготовленной из сплава 1, показан на фиг. 1.
Помимо высокой пластичности, предел текучести и характеристика длительной прочности сплава по изобретению значительно превосходили свойства обычного сплава IN625 вследствие образования кубических боридов, равномерно кристаллизованных в пластичной матрице на основе никеля.
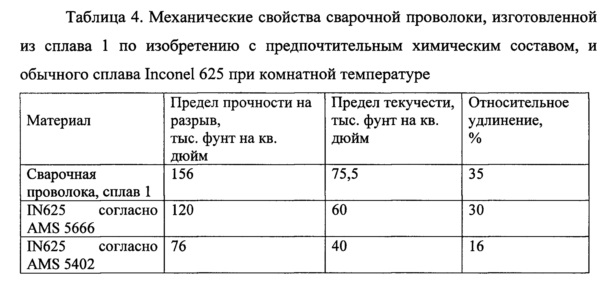
Механические свойства прутков, изготовленных из сплава 1 путем плазменно-дуговой переплавки, и проволоки в состоянии заводской поставки, представлены в таблице 3 и 4 в сравнении с механическими свойствами сплава Inconel 625 согласно стандартам AMS 5666 и AMS 5402, соответственно, в кованом и литом состоянии. Как следует из этих данных, сплав по изобретению демонстрирует высокие механические свойства при комнатной температуре и может быть использован для изготовления различных изделий, в том числе, элементов турбинных двигателей.
Испытания на свариваемость выполнялись с использованием сварки GTAW-MA путем наплавления и сварки с использованием сварочных прутков, изготовленных из сплава 1. Наплавление выполнялось на дисперсно-упрочненном жаропрочном сплаве GTD 111 - равноосном и полученном путем направленной кристаллизации, на слое WGB, состоящем из присадочного порошка Mar М247 и материала твердого припоя Amdry 775, нанесенном на поверхность подложки из Inconel 738 и на монокристаллическом материале CMSX-4.
Сплавы GTD 111, WGB и CMSX-4 были выбраны для демонстрации высоких свойств сварочного материала по изобретению в связи с известной плохой свариваемостью данных материалов и их широким промышленном применении для изготовления и ремонта различных элементов турбинных двигателей. Например, GTD 111 сильно склонен к микроскопической трещиноватости в зоне HAZ. GTD 111 десятилетиями используется для производства лопаток турбин высокого давления (НРТ) промышленных газотурбинных двигателей. Монокристаллический материал CMSX-4 используется для изготовления лопаток НРТ авиационных турбинных двигателей. Он склонен к рекристаллизации и образованию трещин. Материалы WGB широко используются для ремонта элементов турбинных двигателей. Данный материал склонен к образованию трещин из-за деформационного напряжения вследствие низкой пластичности.
Испытания на свариваемость выполнялись при однопроходном и многопроходном наплавлении на образцах WGB, GTD 111 и CMSX-4, соответственно, имея целью осуществление наращивания шва 4 дюймов в длину, от 0,15 дюйма до 0,3 дюйма в ширину и от 0,080 дюйма до 0,35 дюйма в высоту с использованием сварки GTAW-MA при температуре окружающей среды. Типичные микрофотографии наплавленных сварных швов на материалах GTD 111, WGB и CMSX-4 в состоянии послесварочной термообработки (PWHT) показаны на фиг. 2, 3 и 4, соответственно.
Параметры сварки выбирались экспериментально с целью получения наплавленных сварных швов с разбавлением 10-15%:
сварочный ток 60-70А
напряжение дуги 13-14 В
скорость сварки 1,0-1,2 дюйма в минуту.
Перед сваркой образцы, изготовленные из сплава GDT 111, подвергали предсварочной термической обработке отжигом при температуре 2192°F в течение двух (2) часов с последующей закалкой в атмосфере аргона. Сварка на образцах, изготовленных из материалов WGB и CMSX-4, выполнялась без предсварочной термической обработки.
После сварки образцы, изготовленные из материала GTD 111 и WGB, подвергали обработке PWHT, заключающейся в отжиге при температуре 2192°F в течение двух (2) часов с последующим состариванием при температуре 2048°F в течение двух (2) часов и при температуре 1553°F в течение двадцати четырех (24) часов. Образцы CMSX-4 подвергались снятию напряжений при температуре 2048°F в течение одного (1) часа.
Приемлемые составы сварочного материала для сварки жаропрочных сплавов на основе никеля включали те, которые имели достаточную пластичность, чтобы подвергаться волочению для получения проволоки и обеспечивать не содержащие трещин сварные швы с пределом текучести и характеристикой длительной прочности, превосходящими свойства IN625 при температуре 1800°F.
Как следует из таблицы 2, повышенное содержание углерода в сплаве 3 более чем вдвое снижало относительное удлинение в диапазоне температур 1200-1800°F и делало его непригодным для волочения с целью получения сварочной проволоки.
Сплав по изобретению с химическим составом, соответствующим сплаву 1 и сплаву 2, демонстрировал высокую пластичность, позволяющую производить сварочную проволоку с использованием обычных процессов волочения и экструзии. Кроме того, сплав 1 имел гораздо лучшую характеристику длительной прочности, чем обычный сплав Inconel 625 при 1200°F и 1800°F, как показано в таблице 3, и обеспечивал не содержащие трещин сварные швы на материалах GTD 111, WGB и монокристаллическом CMSX-4, как показано на фиг. 2, 3 и 4, соответственно. Кроме того, как показано в таблице 4, сплав по изобретению имеет высокие механические свойства при растяжении и пластичность при комнатной температуре, чтобы рассматриваться для производства элементов турбинных двигателей и других изделий.
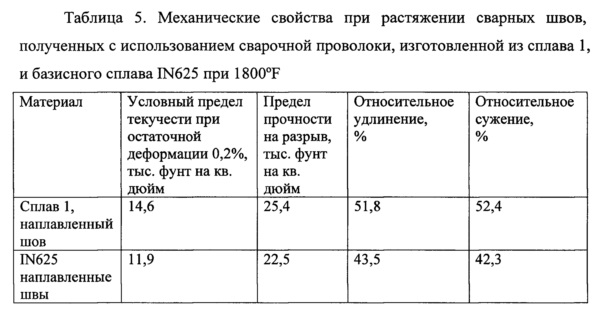
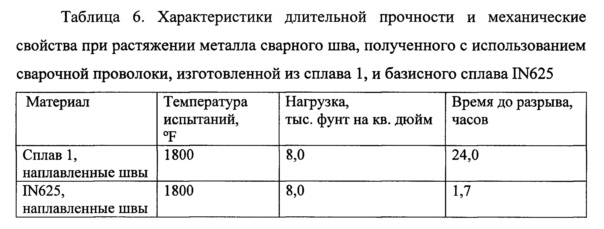
Как следует из таблиц 5 и 6, механические свойства наплавленных сварных швов, которые были получены на подложке GTD 111 с применением GTAW-MA и с использованием сварочной проволоки, изготовленной из сплава 1, превосходили свойства сварных швов, полученных с использованием обычной сварочной проволоки IN625 при температуре 1800°F.
Таким образом, сварочный материал по изобретению, содержащий бор от приблизительно 0,4% по массе до приблизительно 0,6% по массе и углерод от следов до максимум 0,04% по массе, имеет высокую пластичность и обеспечивает получение не содержащих трещин сварных швов на жаропрочном сплаве GTD 111, WGB и монокристаллическом материале CMSX-4 с механическими свойствами, превосходящими свойства обычного базисного сплава IN625 при высокой температуре, и позволяет изготавливать сварочную проволоку по изобретению с использованием обычных недорогих и высокопроизводительных процессов волочения и экструзии. Обычный сплав IN625 не содержит бора, однако вследствие наличия углерода содержит некоторое количество карбидов. Чтобы исключить образование карбидов в данном сплаве, необходимо обеспечить низкое содержание углерода, меньшее, чем 0,04% С по массе. Более высокое содержание углерода, от 0,06% по массе приблизительно до 0,1% по массе, которое характерно для Inconel 625, способствует образованию карбидов, что снижает пластичность и ухудшает пригодность материала по изобретению к холодной обработке, волочению и формированию проволоки. Это подтверждено экспериментально, что видно на примере сплава 3 в приведенных выше таблицах 1 и 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСПЕРСНО-УПРОЧНЕННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ НА ОСНОВЕ НИКЕЛЯ ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ ЖАРОПРОЧНЫХ СПЛАВОВ | 2013 |
|
RU2679503C2 |
| СПОСОБ НАПЛАВЛЕНИЯ И СВАРКИ ПЛАВЛЕНИЕМ СВЕРХПРОЧНЫХ СПЛАВОВ | 2012 |
|
RU2610198C2 |
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2012 |
|
RU2613006C2 |
| СПОСОБ РЕМОНТА И ИЗГОТОВЛЕНИЯ КОМПОНЕНТОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И КОМПОНЕНТЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОТРЕМОНТИРОВАННЫЕ ИЛИ ИЗГОТОВЛЕННЫЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2015 |
|
RU2635688C2 |
| УПРОЧНЁННЫЙ ГАММА-ШТРИХ ФАЗОЙ СУПЕРСПЛАВ НА ОСНОВЕ НИКЕЛЯ, ЕГО ПРИМЕНЕНИЕ И СПОСОБ ПРОИЗВОДСТВА КОМПОНЕНТОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2018 |
|
RU2777822C2 |
| СВАРОЧНЫЙ ПРИСАДОЧНЫЙ МАТЕРИАЛ ДЛЯ СУПЕРСПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2018 |
|
RU2754941C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ ЖАРОСТОЙКИХ СПЛАВОВ | 2008 |
|
RU2373039C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ СВАРКИ ЛАЗЕРНЫМ ЛУЧОМ ПО МЕНЬШЕЙ МЕРЕ ДВУХ КОМПОНЕНТОВ | 2010 |
|
RU2553142C2 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2007 |
|
RU2346797C1 |
| ПРИСАДОЧНЫЙ МАТЕРИАЛ НА ОСНОВЕ НИКЕЛЯ | 2015 |
|
RU2602570C1 |
Изобретение относится к области металлургии, в частности к борсодержащему сварочному материалу на основе никеля, и может быть использовано при ремонте разнообразных изделий, изготовленных из сплавов на основе никеля, кобальта и железа. Пластичный борсодержащий сварочный материал на основе никеля содержит, мас.%: бор от 0,4 до 0,6, углерод до 0,04, хром от 20 до 23, молибден от 8 до 10, ниобий от 3,15 до 4,14, никель и примеси - остальное. Использование сварочного материала обеспечивает не содержащие трещин сварные швы на дисперсно-упрочненных жаропрочных сплавах, а также паяные твердым припоем и сварные соединения с высокими значениями предела текучести и длительной прочности. 9 з.п. ф-лы, 4 ил., 6 табл.
1. Пластичный борсодержащий сварочный материал на основе никеля, содержащий следующие элементы, мас.%:
2. Сварочный материал по п. 1, характеризующийся тем, что он дополнительно содержит следующие элементы, мас.%:
3. Сварочный материал по п. 1, характеризующийся тем, что он изготовлен в виде проволоки для сварки и пайки.
4. Сварочный материал по п. 1, характеризующийся тем, что он изготовлен в виде порошка для сварки и пайки.
5. Сварочный материал по п. 1, характеризующийся тем, что он изготовлен в виде фольги для пайки и диффузионной сварки.
6. Сварочный материал по п. 1, характеризующийся тем, что он предназначен для сварки и пайки поликристаллических сплавов на основе никеля, кобальта и железа.
7. Сварочный материал по п. 1, характеризующийся тем, что он предназначен для сварки и пайки полученных методом направленной кристаллизации сплавов на основе никеля, кобальта и железа.
8. Сварочный материал по п. 1, характеризующийся тем, что он предназначен для сварки и пайки монокристаллических материалов на основе никеля, кобальта и железа.
9. Сварочный материал по п. 1, характеризующийся тем, что он предназначен для пайки в среде инертного газа и сварки композитных материалов.
10. Сварочный материал по п. 1, характеризующийся тем, что он предназначен для ремонта изделий, полученных путем сварки и пайки твердым припоем.
| US 4363659 A, 14.12.1982 | |||
| КОСВЕННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ФОРМЫ ОДИНОЧНЫХ СВЕРХКОРОТКИХ СВЕТОВЫХ ИМПУЛЬСОВ | 1992 |
|
RU2039950C1 |
| КОМПОЗИЦИЯ ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 1999 |
|
RU2154563C1 |
| СПОСОБ НАПЛАВКИ ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ | 1995 |
|
RU2078657C1 |
| US 3798075 A, 19.03.1974. | |||

