В радио- и электротехнической промышленности часто применяются контактные пластннки, называемые лепестками, с припаянным к ним отрезком провода - электрическим выводом. Операция пайки провода с лепестком обычно производится вручную и поэтому не обеспечивает высокого качества и не гарантирует, когда это требуется, точной длины электрического вывода. Кроме того, эта операция вредна для здоровья и малопроизводительна.
В предлагаемом станке указанная операция пайки осуш,ествляется без названных недостатков; производительность станка значительно повышена.
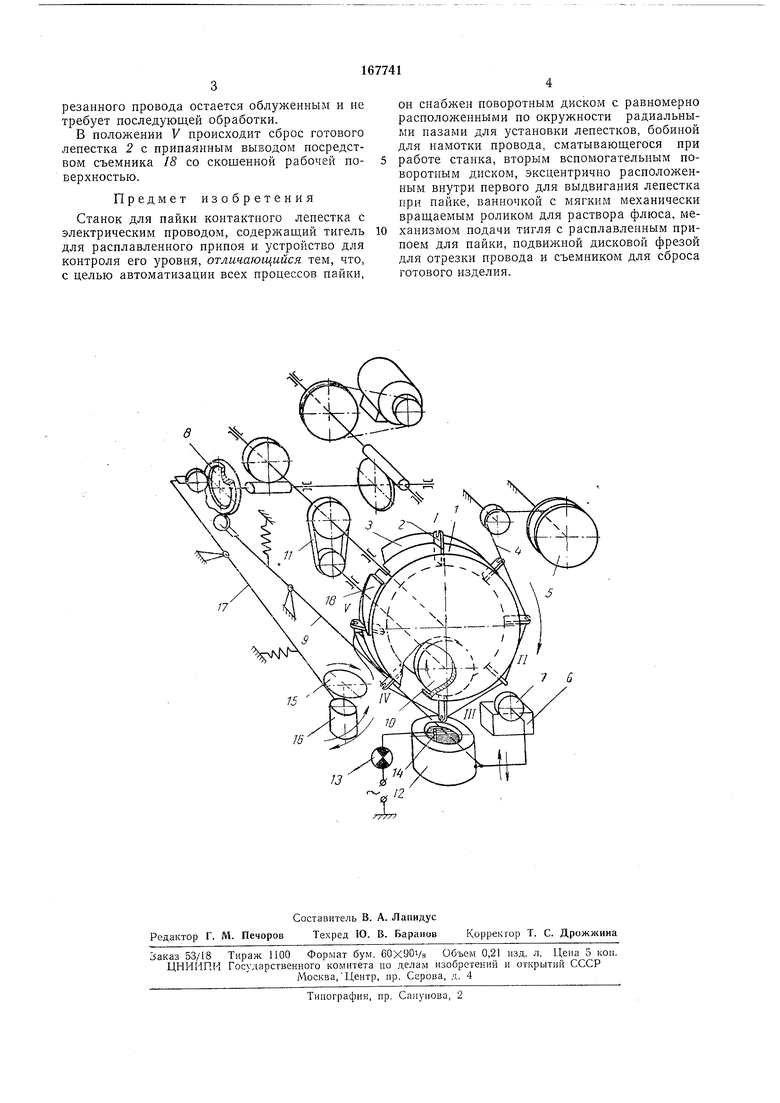
На чертеже изображена кинематическая схема предлагаемого станка.
Основным элементом станка является поворотный диск / с радиально расположенными по окружности пазами. Диск приводится во вращение электродвигателем через червячный редуктор. В пазы днска 1 вставляются лепестки 2 до упора в выступ неподвижного диска 3, расположенного соосио с диском /.
На внешнем конце лепестка должен быть открытый вырез, в который при вращении поворотного диска попадает провод 4, сматывающийся с приторможенной бобины 5. При повороте диска из положения / в положение У/ конец лепестка с находящимся в нем проводом смачивается раствором флюса из ванночки 6 посредством мягкого ролика 7, приводимого в движение кулачком 8 через рычаг 9. В положение /// лепесток выдвигается из паза вспомогательным диском 10, эксцентрично расположенным внутри диска / и вращающегося от общего редуктора через ременную передачу // таким образом, что направление вращения и окружные скорости диска 10 и внутренних концов лепестков совпадают. В момент наибольшего выдвижения лепестка 2 с проводом в вырезе к месту пайки подводится тигель 12 с расплавленным припоем, укрепленный на рычаге 9, и происходит пайка. Уровень припоя в тигле контролируется сигнальной лампой 13 при помощи электрода 14, замыкающего электрическую цепь лампы через расплавленный припой.
В положении IV происходит обрезка провода с одной стороны лепестка быстро вращающейся дисковой фрезой 15, укрепленной на валу малогабаритного электродвигателя 16. Подвод фрезы 15 к месту реза производится синхронно с движением поворотного диска 1 на короткое время и осуществляется кулачком 8 через рычаг 17.
резанного провода остается облуженным и не требует последующей обработки.
В положении У происходит сброс готового лепестка 2 с припаянным выводом посредством съемника 18 со скошенной рабочей поверхностью.
Предмет изобретения
Станок для пайки контактного лепестка с электрическим проводом, содержащий тигель для расплавленного припоя и устройство для контроля его уровня, отличающийся тем, что, с целью автоматизации всех процессов пайки,
он снаожен поворотным диском с равномерно расположенными по окружности радиальными пазами для установки лепестков, бобиной для намотки провода, сматывающегося при работе станка, вторым вспомогательным поворотным диском, эксцентрично расположенным внутри первого для выдвигания лепестка при пайке, ванночкой с мягким механически вращаемым роликом для раствора флюса, механизмом подачи тигля с расплавленным припоем для пайки, подвижной дисковой фрезой для отрезки провода и съемником для сброса готового изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДАЧИ ПРИПОЯ и ФЛЮСА в КОРПУСА | 1973 |
|
SU370666A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| УСТРОЙСТВО для ЛУЖЕНИЯ ЛЕПЕСТКА КРЫШКИ ПЕРЕМЕННОГО СОПРОТИВЛЕНИЯ ТИПА «СП» | 1965 |
|
SU168971A1 |
| Автомат для припайки выводов к дисковым керамическим конденсаторам | 1961 |
|
SU144910A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для лужения выводов радиоэлементов | 1983 |
|
SU1191218A1 |
| МНОГОПОЗИЦИОННАЯ УСТАНОВКА РОТОРНОГО ТИПА ДЛЯ АВТОМАТИЧЕСКОЙ ПАЙКИ ПОГРУЖЕНИЕМ | 1968 |
|
SU207687A1 |
| Устройство для автоматического изготовления и припайки проволочных выводов к трубчатым керамическим конденсаторам | 1956 |
|
SU116760A1 |
| Автомат для подготовки электрических проводов к монтажу | 1975 |
|
SU560284A1 |
| Способ пайки волноводных устройств сложной конфигурации из алюминиевых сплавов | 2018 |
|
RU2691433C1 |
/5
/3
