Изобретение относится к производству радиодеталей и может быть использовано для сборки конденсаторов с выводами, установленными в картонную кассету.
Цель изобретения - улучшение эксплуатационных возможностей за счет повышения надежности устройства в работе.
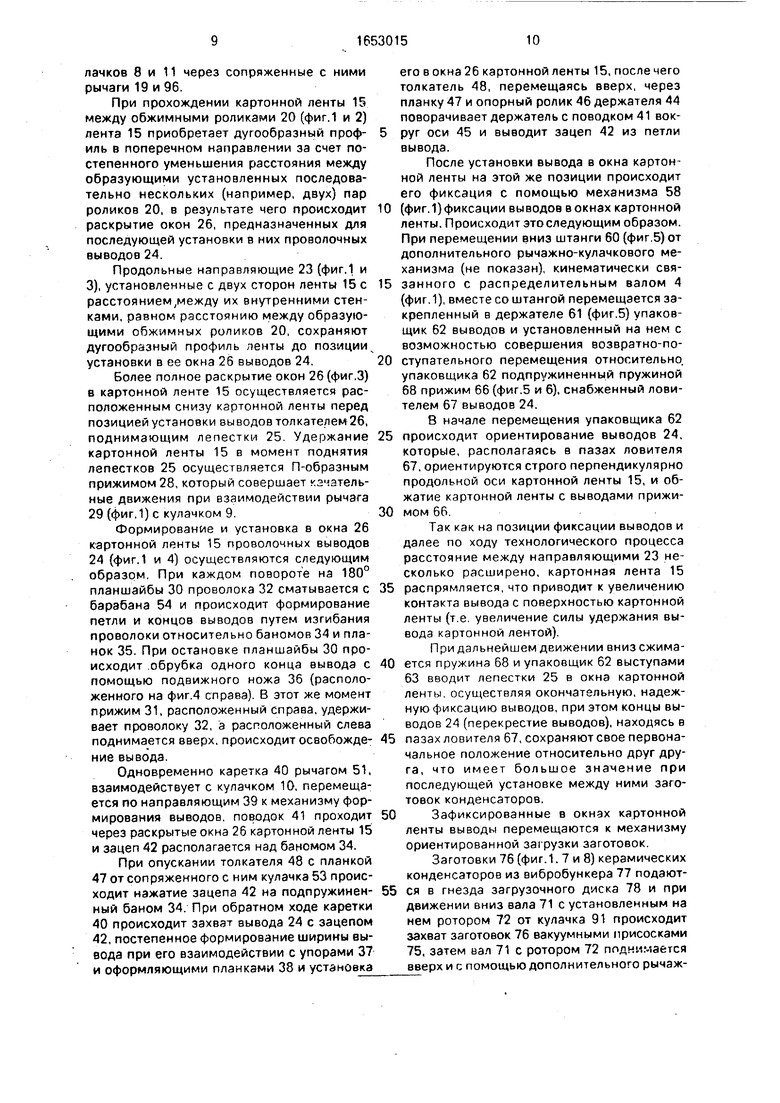
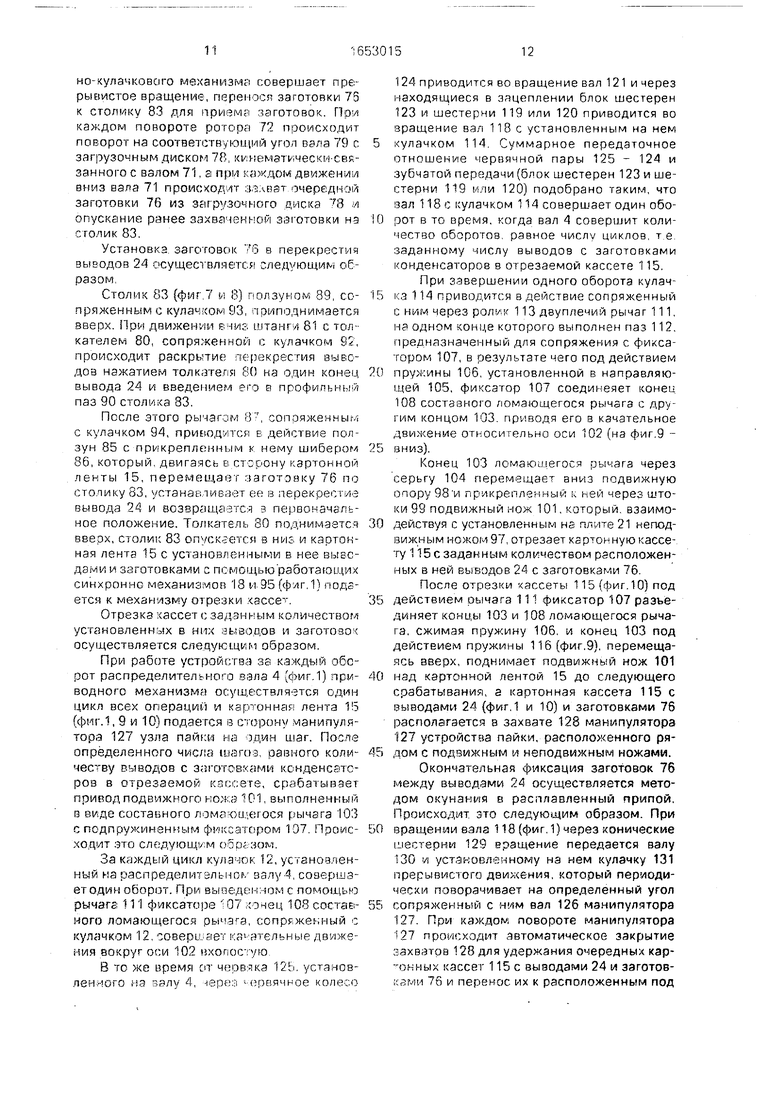
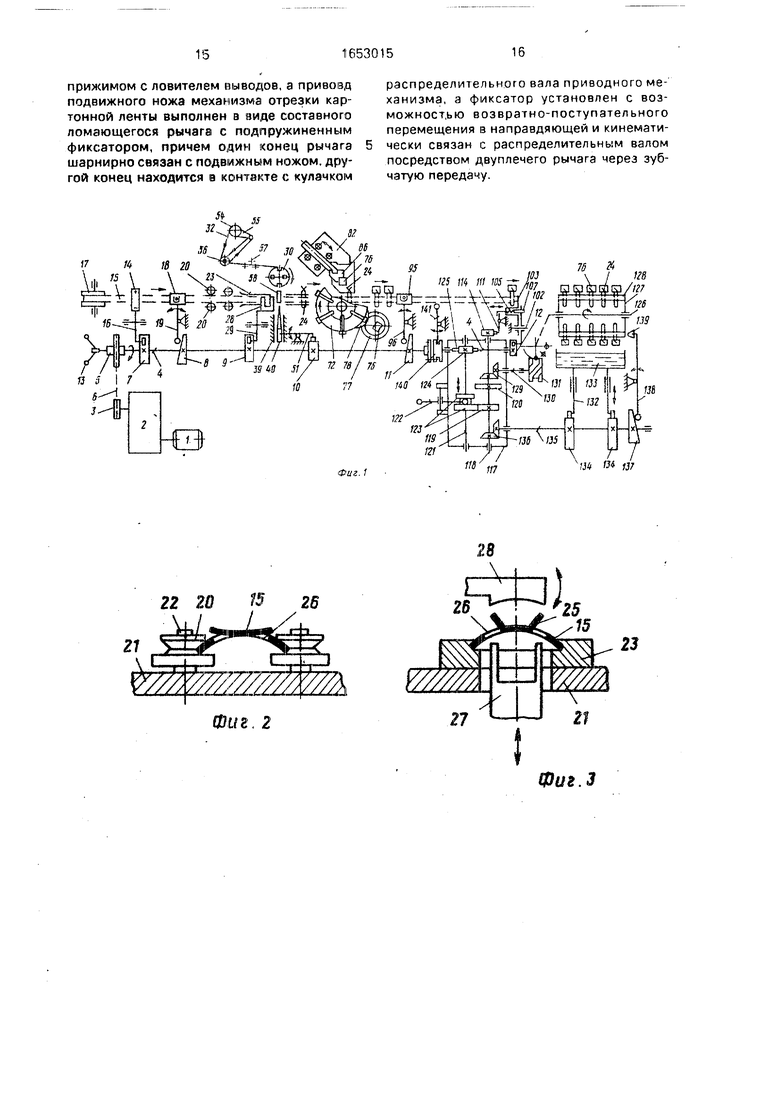
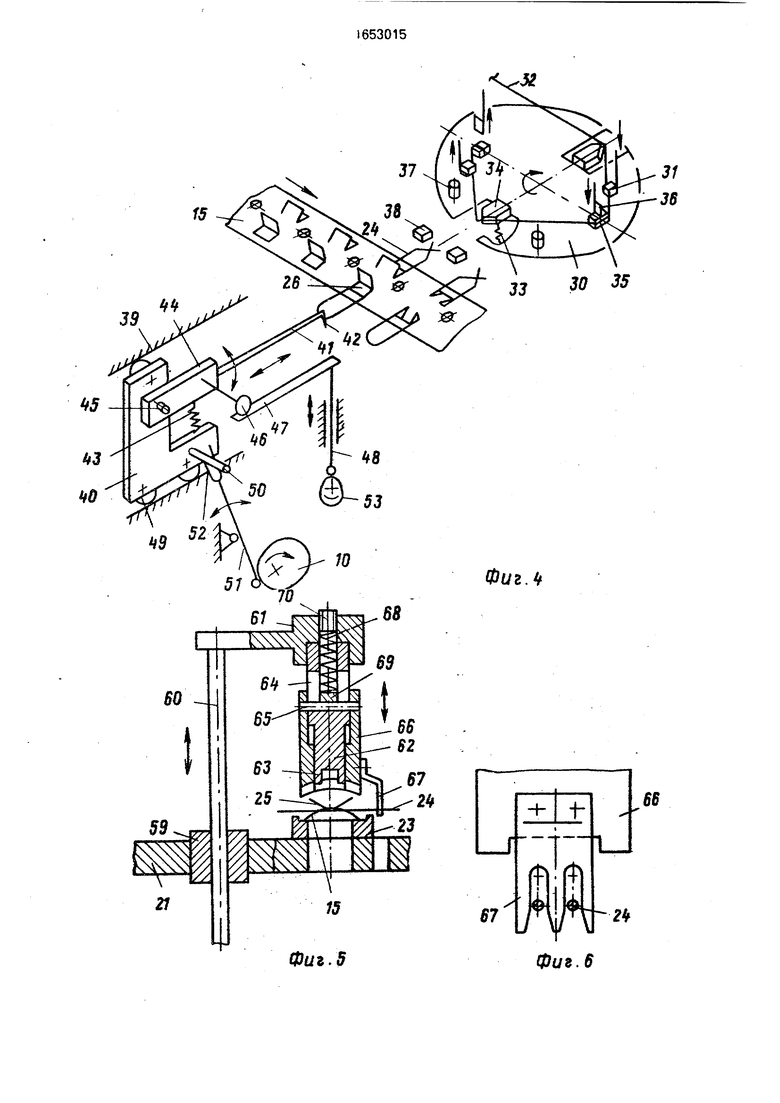
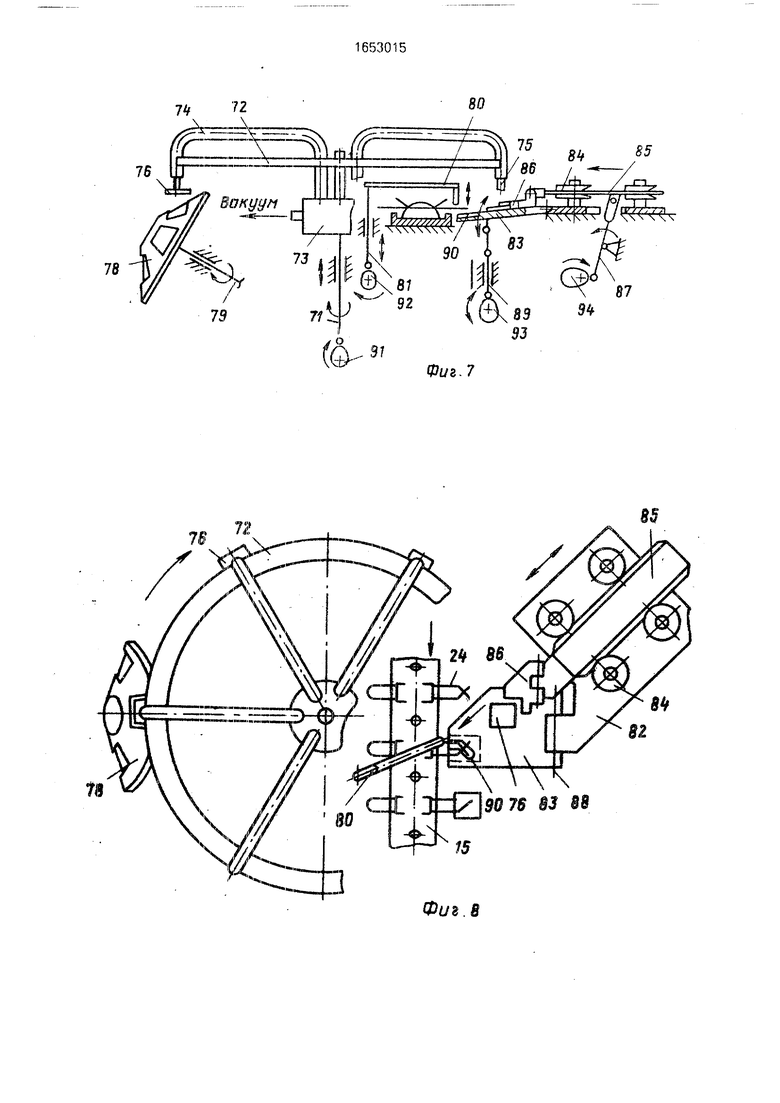
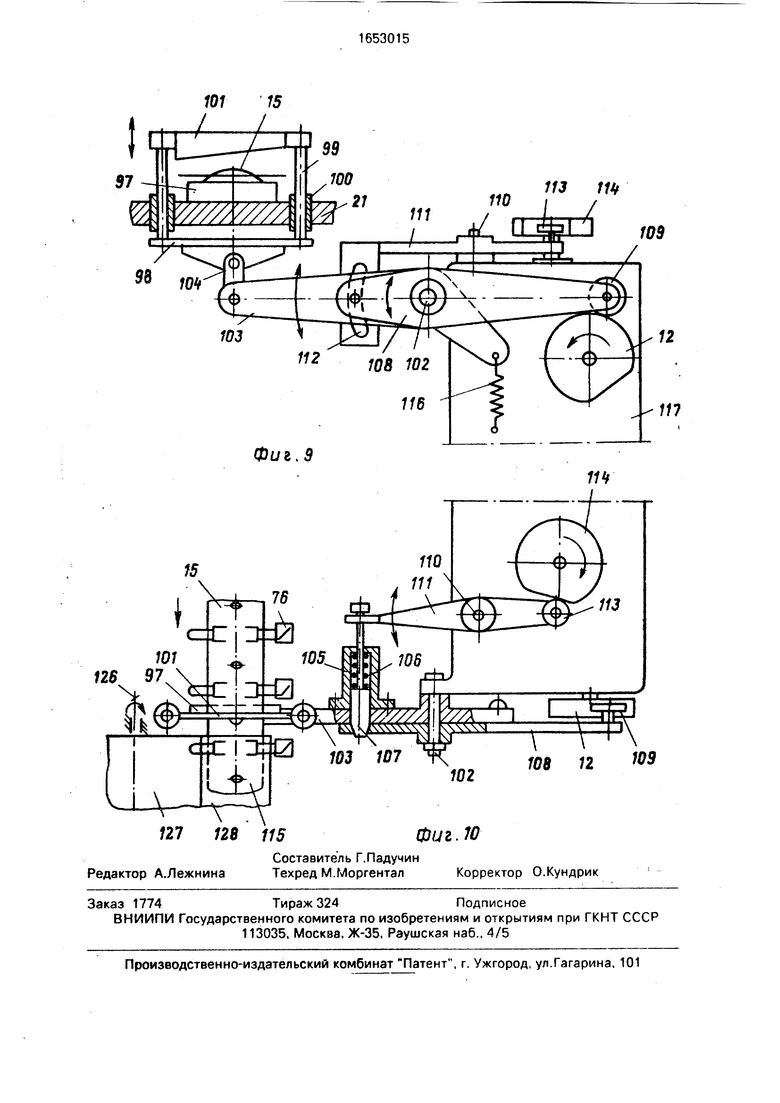
На фиг. 1 изображена кинематическая схема предлагаемого устройства; на фиг.2 и 3 - трзкт перемещения картонной ленты, поперечный разрез; на фиг.4 - механизм формирования выводов и установки их в окна картонной ленты; на фиг.5 и 6 - механизм фиксации выводов в окнах картонной ленты; на фиг.7 и 8 - механизм ориентированной загрузки заготовок конденсаторов; на фиг.9 и 10 - механизм отрезки кассет.
Устройство содержит приводной механизм, состоящий из электродвигателя 1
(фиг.1), редуктора 2 со шкивом 3 и распределительного вала 4 с обгонной муфтой 5. соединенной со шкивом 3 клиноременной передачей бис установленными на нем приводными кулачками 7 - 12, а также маховик 13 для проворота распределительного вала 4 вручную при пуско-наладочных работах.
Штамп 14 (фиг. 1) для вырубки окон (прорезей) в картонной ленте 15 содержит неподвижную часть с матрицей и подвижную частьс пуансонами(не показаны)для вырубки окон (прорезей) для установки в них выводов и отверстий, предназначенных для перемещения ленты. Подвижная часть штампа 14 приводится в действие от кулачка 7 посредством рычага 16.
Картонная лента 15 (фиг.1) размещена в барабане 17.
О
ел
CJ
о
СП
Механизм подачи картонной ленты содержит каретку 18 (фиг. 1) с двумя собачками (не показаны) для протягивания ленты, приводимую в действие от кулачка 8 посредством рычага 19. и упор (не показан), предназначенный для регулировки величины шага перемещения ленты.
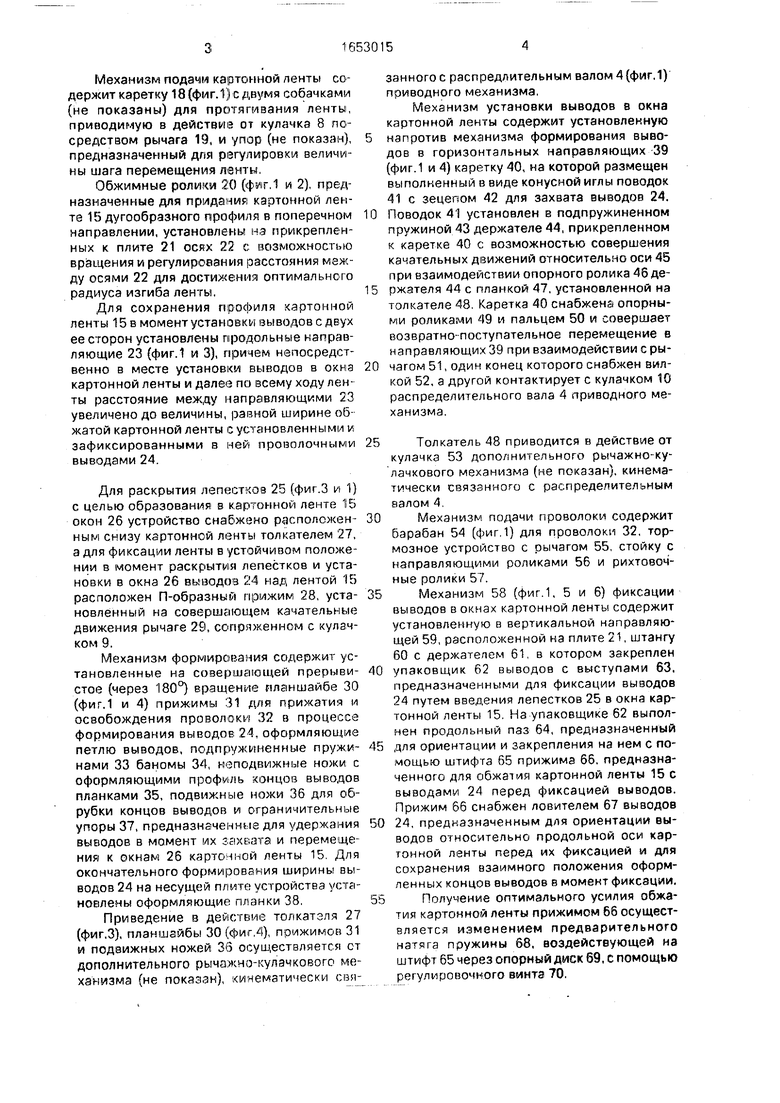
Обжимные ролики 20 (фиг.1 и 2), предназначенные для придания картонной ленте 15 дугообразного профиля в поперечном направлении,установлены на прикрепленных к плите 21 осях 22 с возможностью вращения и регулирования расстояния между осями 22 для достижения оптимального радиуса изгиба ленты.
Для сохранения профиля картонной ленты 15 в момент установки выводов с двух ее сторон установлены продольные направляющие 23 (фиг.1 и 3), причем непосредственно в месте установки выводов в окна картонной ленты и далее по всему ходу ленты расстояние между направляющими 23 увеличено до величины, равной ширине обжатой картонной ленты с установленными и зафиксированными в ней проволочными выводами 24.
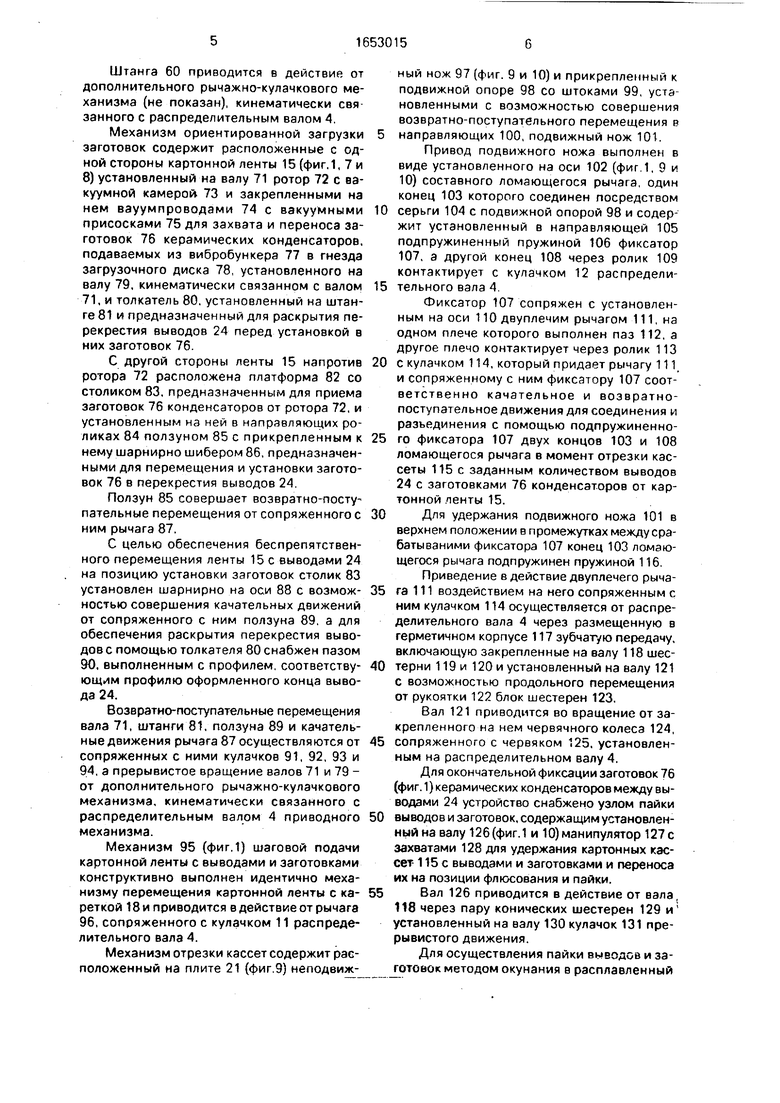
Для раскрытия лепестков 25 (фиг.З и 1) с целью образования в картонной ленте 15 окон 26 устройство снабжено расположенным снизу картонной ленты толкателем 27, а для фиксации ленты в устойчивом положении в момент раскрытия лепестков и установки в окна 26 выводов 24 над лентой 15 расположен П-образный прижим 28, установленный на совершающем качательные движения рычаге 29, сопряженном с кулачком 9.
Механизм формирования содержит установленные на совершающей прерывистое (через 180°) вращение планшайбе 30 (фиг.1 и 4) прижимы 31 для прижатия и освобождения проволоки 32 в процессе формирования выводов 24, оформляющие петлю выводов, подпружиненные пружинами 33 баномы 34, неподвижные ножи с оформляющими профиль концов выводов планками 35, подвижные ножи 36 для обрубки концов выводов и ограничительные упоры 37. предназначенные для удержания выводов в момент их захвата и перемещения к окнам 26 картонной ленты 15. Для окончательного формирования ширины выводов 24 на несущей плите устройства установлены оформляющие планки 38.
Приведение в действие толкатзля 27 (фиг.З). планшайбы 30 (фиг.4), прижимов 31 и подвижных ножей 36 осуществляется от дополнительного рычажно-кулачкового механизма (не показан), кинематически связанного с распредлительным валом 4 (фиг.1) приводного механизма.
Механизм установки выводов в окна картонной ленты содержит установленную
напротив механизма формирования выводов в горизонтальных направляющих 39 (фиг.1 и 4) каретку 40, на которой размещен выполненный в виде конусной иглы поводок 41 с зецепом 42 для захвата выводов 24.
Поводок 41 установлен в подпружиненном пружиной 43 держателе 44, прикрепленном к каретке 40 с возможностью совершения качательных движений относительно оси 45 при взаимодействии опорного ролика 46 держателя 44 с планкой 47, установленной на толкателе 48. Каретка 40 снабжена опорными роликами 49 и пальцем 50 и совершает возвратно-поступательное перемещение в направляющих 39 при взаимодействии с рычагом 51, один конец которого снабжен вилкой 52, а другой контактирует с кулачком 10 распределительного вала 4 приводного механизма.
Толкатель 48 приводится в действие от
кулачка 53 дополнительного рычажно-кулачкового механизма (не показан), кинематически связанного с распределительным валом 4.
Механизм подачи проволоки содержит барабан 54 (фиг.1) для проволоки 32, тормозное устройство с рычагом 55, стойку с направляющими роликами 56 и рихтовоч- ные ролики 57.
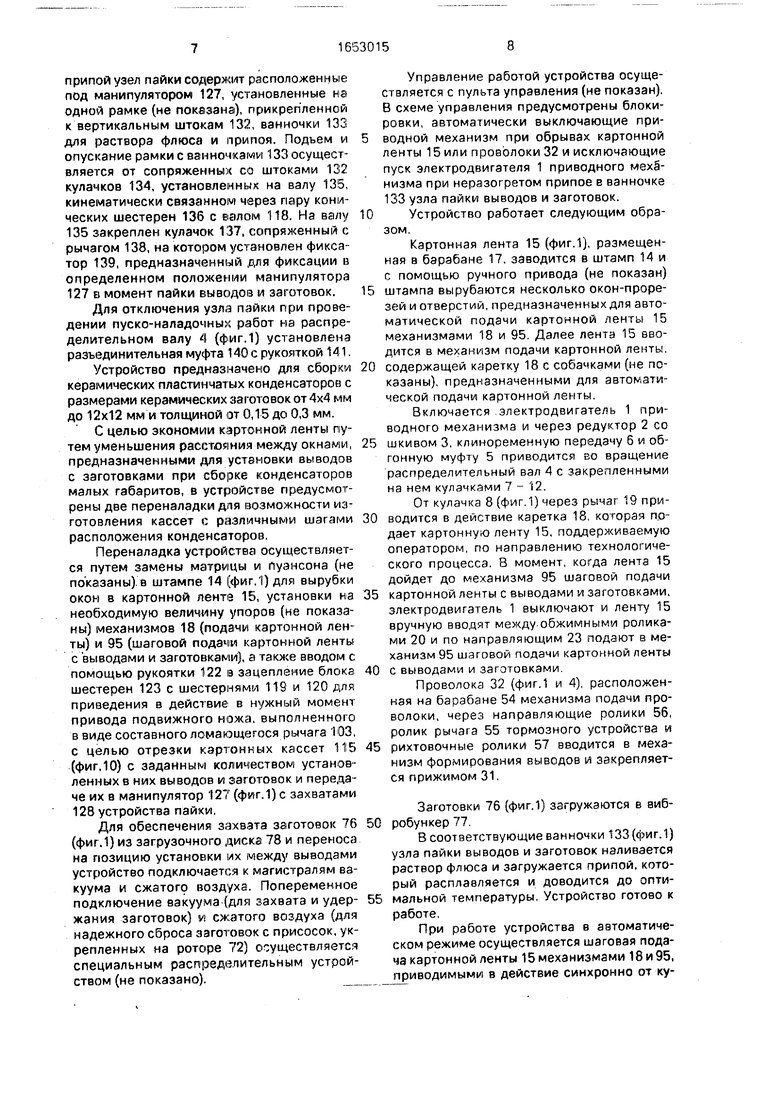
Механизм 58 (фиг.1, 5 и 6) фиксации
выводов в окнах картонной ленты содержит установленную в вертикальной направляющей 59, расположенной на плите 21, штангу 60 с держателем 61, в котором закреплен
упаковщик 62 выводов с выступами 63, предназначенными для фиксации выводов 24 путем введения лепестков 25 в окна картонной ленты 15. На упаковщике 62 выполнен продольный паз 64, предназначенный
для ориентации и закрепления на нем с помощью штифта 65 прижима 66. предназначенного для обжатия картонной ленты 15 с выводами 24 перед фиксацией выводов. Прижим 66 снабжен ловителем 67 выводов
24. предназначенным для ориентации выводов относительно продольной оси картонной ленты перед их фиксацией и для сохранения взаимного положения оформленных концов выводов в момент фиксации.
Получение оптимального усилия обжатия картонной ленты прижимом 66 осуществляется изменением предварительного натяга пружины 68, воздействующей на штифт 65 через опорный диск 69, с помощью регулировочного винта 70.
Штанга 60 приводится в действие от дополнительного рычажно-кулачкового механизма (не показан), кинематически свя занного с распределительным валом 4.
Механизм ориентированной загрузки заготовок содержит расположенные с одной стороны картонной ленты 15 (фиг.1, 7 и 8) установленный на валу 71 ротор 72 с вакуумной камерой 73 и закрепленными на нем вауумпроводами 74 с вакуумными присосками 75 для захвата и переноса заготовок 76 керамических конденсаторов, подаваемых из вибробункера 77 в гнезда загрузочного диска 78, установленного на валу 79, кинематически связанном с валом 71, и толкатель 80. установленный на штанге 81 и предназначенный для раскрытия перекрестия выводов 24 перед установкой в них заготовок 76.
С другой стороны ленты 15 напротив ротора 72 расположена платформа 82 со столиком 83. предназначенным для приема заготовок 76 конденсаторов от ротора 72, и установленным на ней в направляющих роликах 84 ползуном 85 с прикрепленным к нему шарнирно шибером 86, предназначенными для перемещения и установки заготовок 76 в перекрестия выводов 24.
Ползун 85 совершает возвратно-поступательные перемещения от сопряженного с ним рычага 87,
С целью обеспечения беспрепятственного перемещения ленты 15 с выводами 24 на позицию установки заготовок столик 83 установлен шарнирно на оси 88 с возможностью совершения качательных движений от сопряженного с ним ползуна 89, а для обеспечения раскрытия перекрестия выводов с помощью толкателя 80 снабжен пазом 90, выполненным с профилем, соответствующим профилю оформленного конца вывода 24.
Возвратно-поступательные перемещения вала 71, штанги 81, ползуна 89 и качатель- ные движения рычага 87 осуществляются от сопряженных с ними кулачков 91, 92, 93 и 94, а прерывистое вращение валов 71 и 79 - от дополнительного рычэжно-кулачкового механизма, кинематически связанного с распределительным валом 4 приводного механизма.
Механизм 95 (фиг.1) шаговой подачи картонной ленты с выводами и заготовками конструктивно выполнен идентично механизму перемещения картонной ленты с кареткой 18 и приводится в действие от рычага 96, сопряженного с кулачком 11 распределительного вала 4.
Механизм отрезки кассет содержит расположенный на плите 21 (фиг 9) неподвижный нож 97 (фиг. 9 и 10) и прикрепленный к подвижной опоре 98 со штоками 99, уста новленными с возможностью совершения возвратно-поступательного перемещения р
направляющих 100, подвижный нож 101.
Привод подвижного ножа выполнен в виде установленного на оси 102 (фиг 1, 9 и 10) составного ломающегося рычага, один конец 103 которого соединен посредством
0 серьги 104 с подвижной опорой 98 и содержит установленный в направляющей 105 подпружиненный пружиной 106 фиксатор 107. а другой конец 108 через ролик 109 контактирует с кулачком 12 распредели5 тельного вала 4.
Фиксатор 107 сопряжен с установленным на оси 110 двуплечим рычагом 111, на одном плече которого выполнен паз 112, а другое плечо контактирует через ролик 113
0 с кулачком 114, который придает рычагу 111 и сопряженному с ним фиксатору 107 соответственно качательное и возвратно- поступательное движения для соединения и разьединения с помощью подпружиненно5 го фиксатора 107 двух концов 103 и 108 ломающегося рычага в момент отрезки кассеты 115 с заданным количеством выводов 24 с заготовками 76 конденсаторов от картонной ленты 15.
0Для удержания подвижного ножа 101 в
верхнем положении в промежутках между сра- батываними фиксатора 107 конец 103 ломающегося рычага подпружинен пружиной 116. Приведение в действие двуплечего рыча5 га 111 воздействием на него сопряженным с ним кулачком 114 осуществляется от распределительного вала 4 через размещенную в герметичном корпусе 117 зубчатую передачу, включающую закрепленные на валу 118 шес0 терни 119 и 120 и установленный на валу 121 с возможностью продольного перемещения от рукоятки 122 блок шестерен 123.
Вал 121 приводится во вращение от закрепленного на нем червячного колеса 124,
5 сопряженного с червяком 125, установленным на распределительном валу 4.
Для окончательной фиксации заготовок 76 (фиг. 1) керамических конденсаторов между выводами 24 устройство снабжено узлом пайки
0 выводов и заготовок, содержащим установленный на валу 126 (фиг.1 и 10) манипулятор 127с захватами 128 для удержания картонных кассет 115с выводами и заготовками и переноса их на позиции флюсования и пайки.
5Вал 126 приводится в действие от вала,
118 через пару конических шестерен 129 и установленный на валу 130 кулачок 131 прерывистого движения.
Для осуществления пайки выводов и заготовок методом окунания в расплавленный
припой узел пайки содержит расположенные под манипулятором 127, установленные на одной рамке (не показана), прикрепленной к вертикальным штокам 132, ванночки 133 для раствора флюса и припоя. Подъем и опускание рамки с ванночками 133 осуществляется от сопряженных со штоками 132 кулачков 134, установленных на валу 135, кинематически связанном через пару конических шестерен 136 с валом 118. На валу 135 закреплен кулачок 137, сопряженный с рычагом 138, на котором установлен фиксатор 139, предназначенный для фиксации в определенном положении манипулятора
127в момент пайки выводов и заготовок. Для отключения узла пайки при проведении пуско-наладочных работ на распределительном валу 4 (фиг.1) установлена разъединительная муфта 140с рукояткой 141.
Устройство предназначено для сборки керамических пластинчатых конденсаторов с размерами керамических заготовок от 4x4 мм до 12x12 мм и толщиной от 0,15 до 0,3 мм.
С целью экономии картонной ленты путем уменьшения расстояния между окнами, предназначенными для установки выводов с заготовками при сборке конденсаторов малых габаритов, в устройстве предусмотрены две переналадки для возможности изготовления кассет с различными шагами расположения конденсаторов.
Переналадка устройства осуществляется путем замены матрицы и пуансона (не показаны) в штампе 14 (фиг.1) для вырубки окон в картонной ленте 15, установки на необходимую величину упоров (не показаны) механизмов 18 (подачи картонной ленты) и 95 (шаговой подачи картонной ленты с выводами и заготовками), а также вводом с помощью рукоятки 122 в зацепление блока шестерен 123 с шестернями 119 и 120 для приведения в действие в нужный момент привода подвижного ножа, выполненного в виде составного ломающегося рычага 103, с целью отрезки картонных кассет 115 (фиг. 10) с заданным количеством установленных в них выводов и заготовок и передаче их в манипулятор 127 (фиг.1) с захватами
128устройства пайки.
Для обеспечения захвата заготовок 76 (фиг.1) из загрузочного диска 78 и переноса на позицию установки их между выводами устройство подключается к магистралям вакуума и сжатого воздуха. Попеременное подключение вакуума (для захвата и удержания заготовок) и сжатого воздуха (для надежного сброса заготовок с присосок, укрепленных на роторе 72) осуществляется специальным распределительным устройством (не показано).
Управление работой устройства осуществляется с пульта управления (не показан), В схеме управления предусмотрены блокировки, автоматически выключающие приводной механизм при обрывах картонной ленты 15 или проволоки 32 и исключающие пуск электродвигателя 1 приводного мех§- низма при неразогретом припое в ванночке 133 узла пайки выводов и заготовок.
Устройство работает следующим образом.
Картонная лента 15 (фиг.1), размещенная в барабане 17, заводится в штамп 14 и с помощью ручного привода (не показан)
штампа вырубаются несколько окон-прорезей и отверстий, предназначенных для автоматической подачи картонной ленты 15 механизмами 18 и 95. Далее лента 15 вводится в механизм подачи картонной ленты,
содержащей каретку 18с собачками (не показаны), предназначенными для автоматической подачи картонной ленты.
Включается электродвигатель 1 приводного механизма и через редуктор 2 со
шкивом 3. клиноременную передачу 6 и обгонную муфту 5 приводится во вращение распределительный вал 4 с закрепленными на нем кулачками 7 - 12.
От кулачка 8 (фиг.1) через рычаг 19 приводится в действие каретка 18, которая подает картонную ленту 15, поддерживаемую оператором, по направлению технологического процесса. В момент, когда лента 15 дойдет до механизма 95 шаговой подачи
картонной ленты с выводами и заготовками, электродвигатель 1 выключают и ленту 15 вручную вводят между-обжимными роликами 20 и по направляющим 23 подают в механизм 95 шаговой подачи картонной ленты
с выводами и заготовками.
Проволока 32 (фиг.1 и 4), расположенная на барабане 54 механизма подачи проволоки, через направляющие ролики 56, ролик рычага 55 тормозного устройства и
рихтовочные ролики 57 вводится в механизм формирования выводов и закрепляется прижимом 31,
Заготовки 76 (фиг.1) загружаются в виб- робункер 77.
В соответствующие ванночки 133 (фиг.1) узла пайки выводов и заготовок наливается раствор флюса и загружается припой, который расплавляется и доводится до опти- мальной температуры. Устройство готово к работе.
При работе устройства в автоматическом режиме осуществляется шаговая подача картонной ленты 15 механизмами 18 и 95, приводимыми в действие синхронно от кулачков 8 и 11 через сопряженные с ними рычаги 19 и 96
При прохождении картонной ленты 15 между обжимными роликами 20 (фиг.1 и 2) лента 15 приобретает дугообразный профиль в поперечном направлении за счет постепенного уменьшения расстояния между образующими установленных последовательно нескольких (например, двух) пар роликов 20, в результате чего происходит раскрытие окон 26, предназначенных для последующей установки в них проволочных выводов 24
Продольные направляющие 23 (фиг.1 и 3), установленные с двух сторон ленты 15 с расстоянием(между их внутренними стенками, равном расстоянию между образующими обжимных роликов 20, сохраняют дугообразный профиль ленты до позиции установки в ее окна 26 выводов 24.
Более полное раскрытие окон 26 (фиг.З) в картонной ленте 15 осуществляется расположенным снизу картонной ленты перед позицией установки выводов толкателем 26, поднимающим лепестки 25 Удержание картонной ленты 15 в момент поднятия лепестков 25 осуществляется П-обрээным прижимом 28, который совершает отельные движения при взаимодействии рычага 29 (фиг.1) с кулачком 9
Формирование и установка в окна 26 картонной ленты 15 проволочных выводов 24 (фиг.1 и 4) осуществляются следующим образом. При каждом повороте на 180° планшайбы 30 проволока 32 сматывается с барабана 54 и происходит формирование петли и концов выводов путем изгибания проволоки относительно баномов 34 и планок 35. При остановке планшайбы 30 происходит обрубка одного конца вывода с помощью подвижного ножа 36 (расположенного на фиг 4 справа) В этот же момент прижим 31, расположенный справа, удерживает проволоку 32, а расположенный слева поднимается вверх, происходит освобождение вывода.
Одновременно каретка 40 рычагом 51, взаимодействует с кулачком 10, перемещается по направляющим 39 к механизму формирования выводов, поводок 41 проходит через раскрытые окна 26 картонной ленты 15 и зацеп 42 располагается над баномом 34.
При опускании толкателя 48 с планкой 47 от сопряженного с ним кулачка 53 происходит нажатие зацепа 42 на подпружиненный баном 34. При обратном ходе каретки 40 происходит захват вывода 24 с зацепом 42, постепенное формирование ширины вывода при его взаимодействии с упорами 37 и оформляющими планками 38 и установка
его в окна 26 картонной ленты 15, после чего толкатель 48, перемещаясь вверх, через планку 47 и опорный ролик 46 держателя 44 поворачивает держатель с поводком 41 вокруг оси 45 и выводит зацеп 42 из петли вывода.
После установки вывода в окна картон- ной ленты на этой же позиции происходит его фиксация с помощью механизма 58
0 (фиг.1) фиксации выводов в окнах картонной ленты. Происходит этоследующим образом. При перемещении вниз штанги 60 (фиг.5) от дополнительного рычажно-кулачкового механизма (не показан), кинематически свя5 занного с распределительным валом 4 (фиг. 1), вместе со штангой перемещается закрепленный в держателе 61 (фиг 5) упаковщик 62 выводов и установленный на нем с возможностью совершения возвратно-по0 ступательного перемещения относительно, упаковщика 62 подпружиненный пружиной 68 прижим 66 (фиг.5 и 6), снабженный ловителем 67 выводов 24.
В начале перемещения упаковщика 62
5 происходит ориентирование выводов 24, которые, располагаясь в пазах ловителя 67, ориентируются строго перпендикулярно продольной оси картонной ленты 15, и обжатие картонной ленты с выводами прижи0 мом 66
Так как на позиции фиксации выводов и далее по ходу технологического процесса расстояние между направляющими 23 несколько расширено, картонная лента 15
5 распрямляется, что приводит к увеличению контакта вывода с поверхностью картонной ленты (т е увеличение силы удержания вывода картонной лентой)
При дальнейшем движении вниз сжима0 ется пружина 68 и упаковщик 62 выступами 63 вводит лепестки 25 в окна картонной ленты осуществляя окончательную, надежную фиксацию выводов, при этом концы выводов 24 (перекрестие выводов), находясь в
5 пазах ловителя 67, сохраняют свое первоначальное положение относительно друг друга, что имеет большое значение при последующей установке между ними заготовок конденсаторов.
0Зафиксированные в окнах картонной
ленты выводы перемещаются к механизму ориентированной зафузки заготовок.
Заготовки 76 (фиг.1. 7 и 8) керамических конденсаторов из вибробункера 77 подают5 ся в гнезда загрузочного диска 78 и при движении вниз вала 71 с установленным на нем ротором 72 от кулачка 91 происходит захват заготовок 76 вакуумными присосками 75, затем вал 71с ротором 72 поднимается вверх и с помощью дополнительного рычажно-кулачкового механизма совершает прерывистое вращение, перенося заготовки 76 к столику 83 для приема заготовок. При каждом повороте ротора 72 происходит поворот на соответствующий угол оэла 79 с загрузочным диском 78, кинематически связанного с валом 71, а при каждом движении вниз вала 71 происходит задват очередной заготовки 76 из загрузочного диска 78 и опускание ранее захваченной заготовки на столик 83.
Установка заготовок 76 в перекрестия выводов 24 осуществляется следующим образом
Столик 83 (фиг.7 и 8) ползуном 89, сопряженным с кулачком 93, приподнимается вверх. При движении вниз штанги 81 с толкателем 80, сопряженной с кулачком 92, происходит раскрытие перекрестия выводов нажатием толкателя 80 на один конец вывода 24 и введением его в профильный паз 90 столика 83.
После этого рычагом 87, сопряженным с кулачком 94, приводится в действие ползун 85 с прикрепленным к нему шибером 86, который, двигаясь в сторону картонной ленты 15, перемещает заготовку 76 по с голику 83, устанавливает ее в перекрестие вывода 24 и возвращается в первоначальное положение. Толкатель 80 поднимается вверх, столик 83 опускается в низ и картонная лента 15 с установленными в нее выводами и заготовками с помощью работающих синхронно механизмов 18 и 95 (фиг. 1) подается к механизму отрезки кассет.
Отрезка кассет с заданным количеством установленных в них выводов и заготовок осуществляется следующим образом.
При работе устройства за каждглй оборот распределительного вала 4 (фиг.1) приводного механизма осуществляется один цикл всех операций и картонная лента 15 (фиг.1, 9 и 10) подается в сторону манипулятора 127 узла пайки на один шаг. После определенного числа шагов, равного количеству выводов с заготовками конденсаторов в отрезаемой кассете, срабатывает привод подвижного ножа 101, выполненный в виде составного ломающегося рычага 103 с подпружиненным фиксатором 107. Происходит это следующим образом.
За каждый цикл кулачок 12, установленный на распределительном валу 4, совершает один оборот. При выведенном с помощью рычага 111 фиксаторе 107 конец 108 составного ломающегося рычага, сопряженный с кулачком 12. совершает качательные движения вокруг оси 102 вхолостую.
В то же время от червяка 125, установленного на валу 4, через червячное колесо
124 приводится во вращение вал 121 и через находящиеся в зацеплении блок шестерен 123 и шестерни 119 или 120 приводится во вращение вал 118 с установленным на нем
кулачком 114. Суммарное передаточное отношение червячной пары 125 - 124 и зубчатой передачи (блок шестерен 123 и шестерни 119 или 120) подобрано таким, что вал 118с кулачком 114 совершает один обо0 рот в то время, когда вал 4 совершит количество оборотов, равное числу циклов, те заданному числу выводов с заготовками конденсаторов в отрезаемой кассете 115. При завершении одного оборота кулач5 ка 114 приводится в действие сопряженный с ним через ролик 113 двуплечий рычаг 111, на одном конце которого выполнен паз 112. предназначенный для сопряжения с фиксатором 107, в результате чего под действием
0 пружины 106, установленной в направляющей 105. фиксатор 107 соединеяет конец 108 составного ломающегося рычага с дру гим концом 103. приводя его в качательное движение относительно оси 102 (на фиг.9 5 вниз).
Конец 103 ломающегося рычага через серьгу 104 перемещает вниз подвижную опору 98 и прикрепленный к ней через штоки 99 подвижный нож 101. который, взаимо0 действуя с установленным на плите 21 неподвижным ножом 97. отрезает картонную кассету 115 с заданным количеством расположенных в ней выводов 24 с заготовками 76.
После отрезки кассеты 115 (фиг. 10) под
5 действием рычага 111 фиксатор 107 разъединяет концы 103 и 108 ломающегося рычага, сжимая пружину 106. и конец 103 под действием пружины 116 (фиг.9). перемещаясь вверх, поднимает подвижный нож 101
0 над картонной лентой 15 до следующего срабатывания, а картонная кассета 115 с выводами 24 (фиг.1 и 10) и заготовками 76 располагается в захвате 128 манипулятора 127 устройства пайки, расположенного ря5 дом с подвижным и неподвижным ножами. Окончательная фиксация заготовок 76 между выводами 24 осуществляется методом окунания в расплавленный припой. Происходит это следующим образом. При
0 вращении вала 118 (фиг.1) через конические шестерни 129 вращение передается валу 130 и установленному на нем кулачку 131 прерывистого движения, который периодически поворачивает на определенный угол
5 сопряженный с ним вал 126 манипулятора 127. При каждом повороте манипулятора 127 происходит автоматическое закрытие захватов 128 для удержания очередных картонных кассет 115 с выводами 24 и заготовками 76 и перенос их к расположенным под
манипулятором ванночкам 133 с раствором флюса и расплавленым припоем.
При остановке манипулятора 127 (фиг.1) происходит фиксация его положения с помощью фиксатора 139. расположенного на рычаге 138, сопряженном с кулачком 137, закрепленным на валу 135, кинематически связанном через конические шестерни 136 с валом 118.
Одноверменное флюсование и пайка заготовок 76 с выводами 24 осуществляются подъемом установленных рядом на одной рамке (не показана) ванночек 133 с флюсом и расплавленным припоем до полного погружения заготовок 76, расположенных в двух соседних захватах 128. Подъем и опускание рамки с ванночками 133 осуществляются штоками 132. сопряженными с кулачками 134, установленными на валу 135.
При очередном повороте манипулятора 127 кассета с отфлюсованными выводами 24 и заготовками 76 располагается над ванночкой 133 с расплавленным припоем, а кассета с паяными выводами и заготовками при автоматическом раскрытии захвата 128 перемещается по склизу в приемник (не показаны) картонных кассет с выводами и заготовками.
Установка перед механизмами формиро- вания выводов и установки их в окна картонной ленты с двух сторон картонной ленты обжимных роликов и продольных направляющих для придания картонной ленте дугообразного профиля в поперечном на- правлении и сохранения его до момента зарядки выводов, а также выполнение поводка для захвата выводов в виде конусной иглы с зацепом и размещение его с возможностью качания на каретке, установленной в горизонтальных направляющих напротив механизма формирования выводов, создают возможность устанавливать выводы в предварительно раскрытые окна картонной ленты без повреждения или отрыва лепест- ков, предназначенных для последующей фиксации выводов.
Снабжение упаковщика выводов механизма упаковки выводов в окнах картонной ленты выступами и подпружиненным при- жимом с ловителем выводов обеспечивает четкое ориентирование (перпендикулярность) выводов относительно продольной оси картонной ленты с сохранением необходимого положения перекрестия выводов и последующую надежную фиксацию выводов путем обжатия картоннй ленты с выводами прижимом и введением лепестков между выводами с помощью выступов упаковщика.
Выполнение привода подвижного ножа механизма отрезки кассет в виде составного ломающегося рычага с подпружиненным фиксатором, приводимым в действие двуплечим рычагом, кинематически связанным с распределительным валом приводного механизма через размещенную в герметичном корпусе зубчатую передачу, позволяет осуществлять надежную отрезку кассет с определенным количеством установленных в них выводов и заготовок и бесперебойную их подачу в устройство пайки.
Таким образом, изобретение позволяет осуществлять бесперебойную, наружную работу устройства в целом, обеспечивая повышение его производительности
Формула изобретения
Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами, содержащее приводной механизм с распределительным валом, механизм подачи картонной ленты, штамп для вырубки окон в картонной ленте, механизм подачи проволоки, механизм формирования выводов, механизм установки выводов в окна картонной ленты с поводком для захвата выводов, механизм фиксации выводов в окнах картонной ленты в виде установленного на кинематически связанной с распределительным валом штанге держателя с упаковщиком выводов, механизм шаговый подачи картонной ленты с выводами и заготовками, механизм ориентированной загрузки заготовок с толкателем для раскрытия перекрестия выводов и шибером для установки заготовок в перекрестии выводов и механизм отрезки картонной ленты с неподвижным и подвижным ножами и приводом, отличающееся тем, что, с целью улучшения эксплуатационных возможностей, оно снабжено установленными перед механизмами формирования выводов и ус- тновки выводов в окна картонной ленты обжимными роликами и продольными направляющими, расстояние между которыми меньше ширины картонной ленты, механизм установки выводов в окна картонной ленты снабжен кареткой, установленной напротив механизма формирования выводов и кинематически связанной с распределительным валом приводного механизма, а поводок для захвата выводов механизма установки выводов в окна картонной ленты выполнен в виде конусной иглы с зацепом и шарнирно закреплен на каретке, причем упаковщик выводов механизма фиксации выводов в окнах картонной ленты снабжен выступами на его торце и подпружиненным
прижимом с ловителем выводов, а привовд подвижного ножа механизма отрезки картонной ленты выполнен в виде составного ломающегося рычага с подпружиненным
распределительного вала приводного механизма, а фиксатор установлен с возможностью возвратно-поступательного перемещения в направляющей и кинематификсатором, причем один конец рычага 5 чески связан с распределительным валом шарнирно связан с подвижным ножом, дру- посредством двуплечего рычага через зубраспределительного вала приводного механизма, а фиксатор установлен с возможностью возвратно-поступательного перемещения в направляющей и кинемати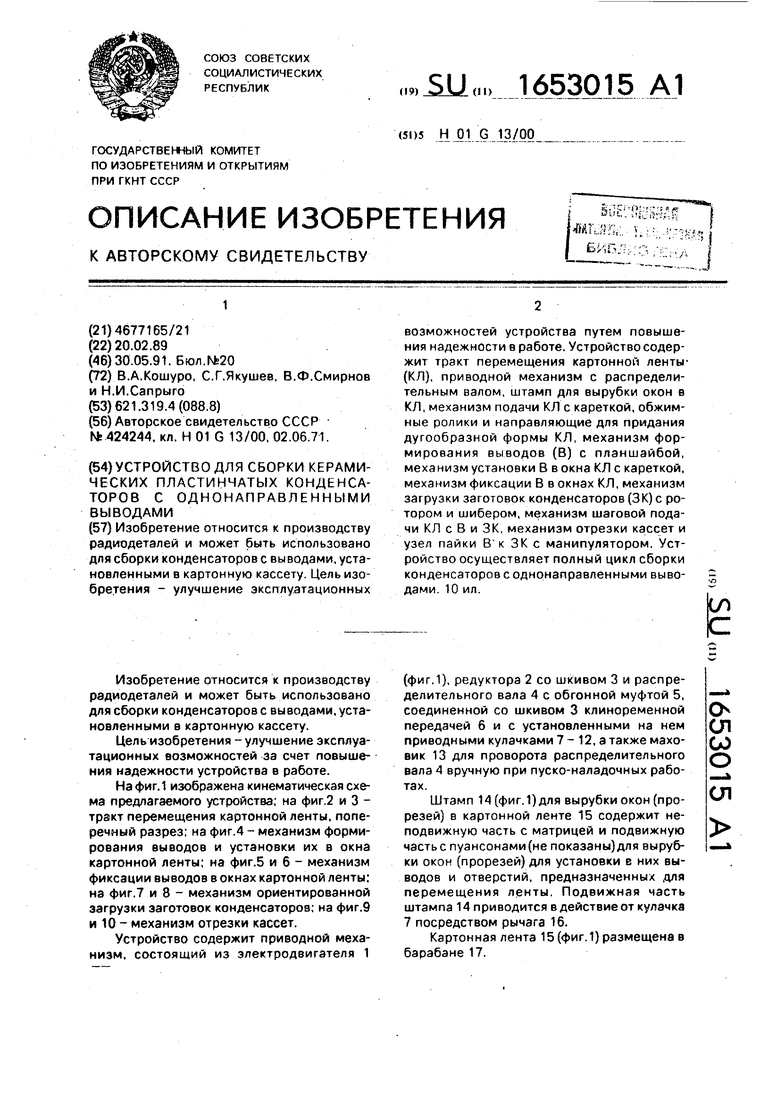
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки плоских керамических конденсаторов с однонаправленными выводами | 1985 |
|
SU1257714A1 |
| Устройство для транспортирования радиодеталей с однонаправленными выводами | 1988 |
|
SU1559452A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАССЕТ | 1971 |
|
SU424244A1 |
| Машина для изготовления, например, календарных стенок | 1959 |
|
SU126473A1 |
| ОПИСАНИЕ ИЗОБРЕТЕНИЯ | 1973 |
|
SU385829A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ И ПРИПАЙКИ ВЫВОДОВ К СЕКЦИЯМ КОНДЕНСАТОРОВ | 1970 |
|
SU259279A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
| Устройство для упаковывания предметов в рукавную пленку | 1991 |
|
SU1814634A3 |
| Устройство для укладки хрупких изделий в тару | 1983 |
|
SU1129129A1 |
| Устройство для сборки проволочных контактов | 1988 |
|
SU1554040A1 |
Изобретение относится к производству радиодеталей и может быть использовано для сборки конденсаторов с выводами, установленными в картонную кассету. Цель изобретения - улучшение эксплуатационных возможностей устройства путем повышения надежности в работе. Устройство содержит тракт перемещения картонной лентьг (КЛ), приводной механизм с распределительным валом, штамп для вырубки окон в КЛ, механизм подачи КЛ с кареткой, обжимные ролики и направляющие для придания дугообразной формы КЛ, механизм формирования выводов (В) с планшайбой, механизм установки В в окна КЛ с кареткой, механизм фиксации В в окнах КЛ. механизм загрузки заготовок конденсаторов (ЗК) с ротором и шибером, механизм шаговой подачи КЛ с В и ЗК, механизм отрезки кассет и узел пайки В к ЗК с манипулятором. Устройство осуществляет полный цикл сборки конденсаторов с однонаправленными выводами 10 ил. (Л С
гой конец находится в контакте с кулачком
Фиг. 1
22 20 15 26
/
21
I
//7////////у;Ш,
Фиг. 2
чатую передачу.
/М Я 137
Фиг.З
15
39
X
66
2k
Фиг. 6
Jf
75
78
f
7
flt/
и/; „Tn
У УуУХЛУУ 1
К / f
rl/07
90
If
83
+ 83 93
Фиг. 7
Фиг 8
96
103
Фиг.9
15
СЈТ50 т м
1Л
127 12В 115
Редактор А.Лежнина
102 Фиг. 10
Составитель Г.Падучин
Техред М.МоргенталКорректор О.Кундрик
102 Фиг. 10
Г
108 12 Ю9
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАССЕТ | 1971 |
|
SU424244A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
