Ч
Изобретение относится к области электротехники, а именно к оборудованию для иодготовки электрических проводов к монтажу.
Известно устройство для зачистки концов, лужения и мерной резки проводов, содержащее механизмы перемещения провода со штырями для его раскладки, обжига, зачистки и лужения, выполненное в виде двух раздвижных дисков, по окружности которых размещены штыри для укладки на них провода подпружиненным кулачком, имеющим отверстие для провода и перемещающимся по контуру, расположенному на каретке.
Недостатком указанного устройства является возникновение наплывов и капель припоя иа зачищенном от изоляции участке провода, вследствие того, что слой покрытия ничем не ограничен.
Известен автомат для мерной резки провода, зачистки и лужения его концов, содержащий механизм отмера и отрезки провода, механизмы обжига, скручивания жил и снятия изоляции.
Последнее из указанных выше устройств является более близким к изобретению. Недостатком этого автомата является то, что после снятия изоляции и скручивания жил -фовода происходит значительное увеличение его диаметра, как за счет скручивания жил, так и за счет увеличения толщины иокрытия
при лужении, так как слой покрытия ничем не ограничен.
Целью изобретения является упрощение технологического процесса обработки путем исключения операции скручивания жил и повышение качества обрабатываемых ироводов за счет обеспечения минимального слоя покрытия при лужении. Указанная цель достигается тем, что автомат содержит устройство предварительного снятия изоляции и устройство окончательного снятия изоляции и выпрямления концов провода, выполненное в виде двух рычагов, установленных с возможностью их поворота вокруг своих осей, каждый из которых снабжен прижимной планкой, установленной на оси с возможностью поворота в плоскости, перпендикулярной плоскости вращения рычага, на которой закреплен один конец пластинчатой пружины, взаимодействующей с толкателем, свободно сидящим в рычаге и имеющем возможность перемещаться вверх по копиру при повороте рычага. На конце прижимной планки выполнен выступ, а захваты транспортирующего устройства снабжены отгибающими подпружпненнымн рычагами.
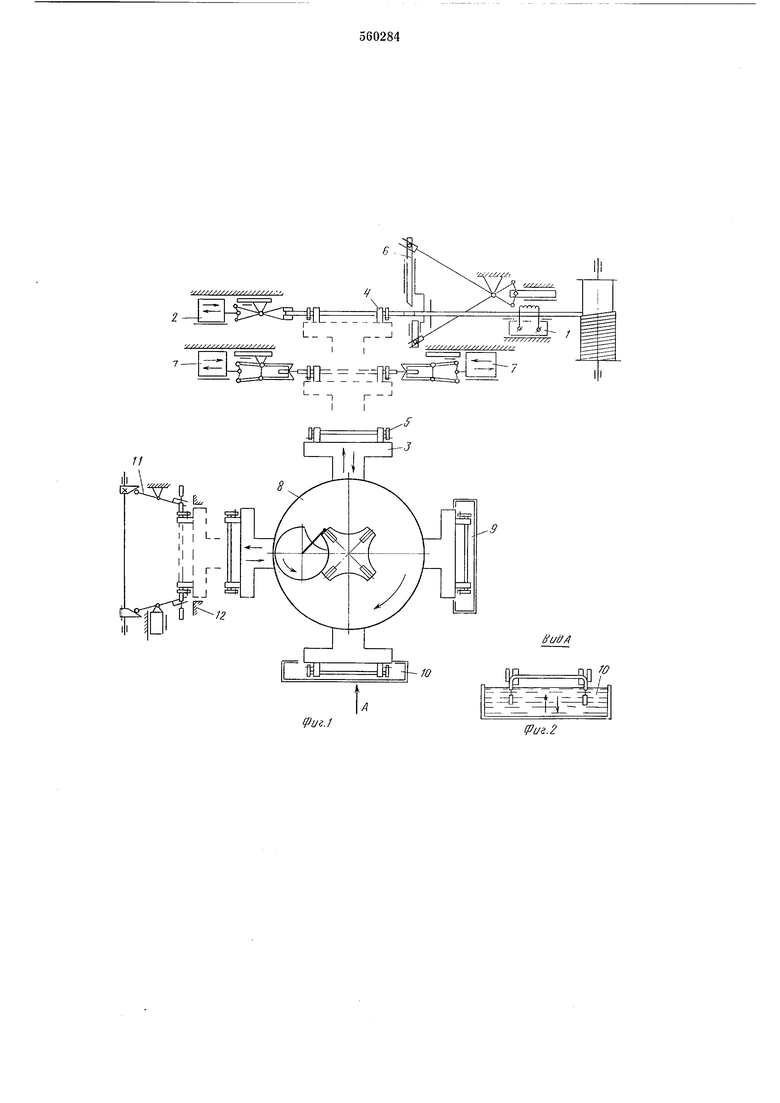
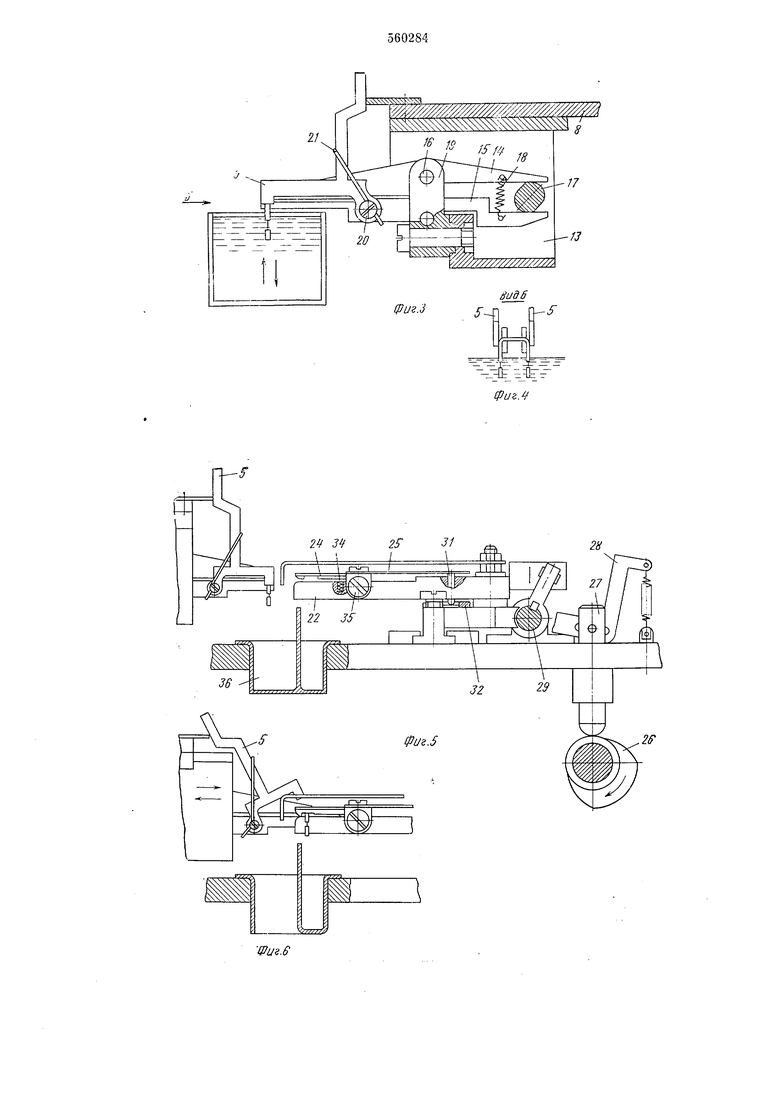
На фиг. 1 изображен предложенный автомат; на фиг. 2 - внд по стрелке А на фпг. 1; на фиг. 3 - транспортирующее устройство; на фпг. 4 - вид по стрелке Б на фиг. 3; на фиг.
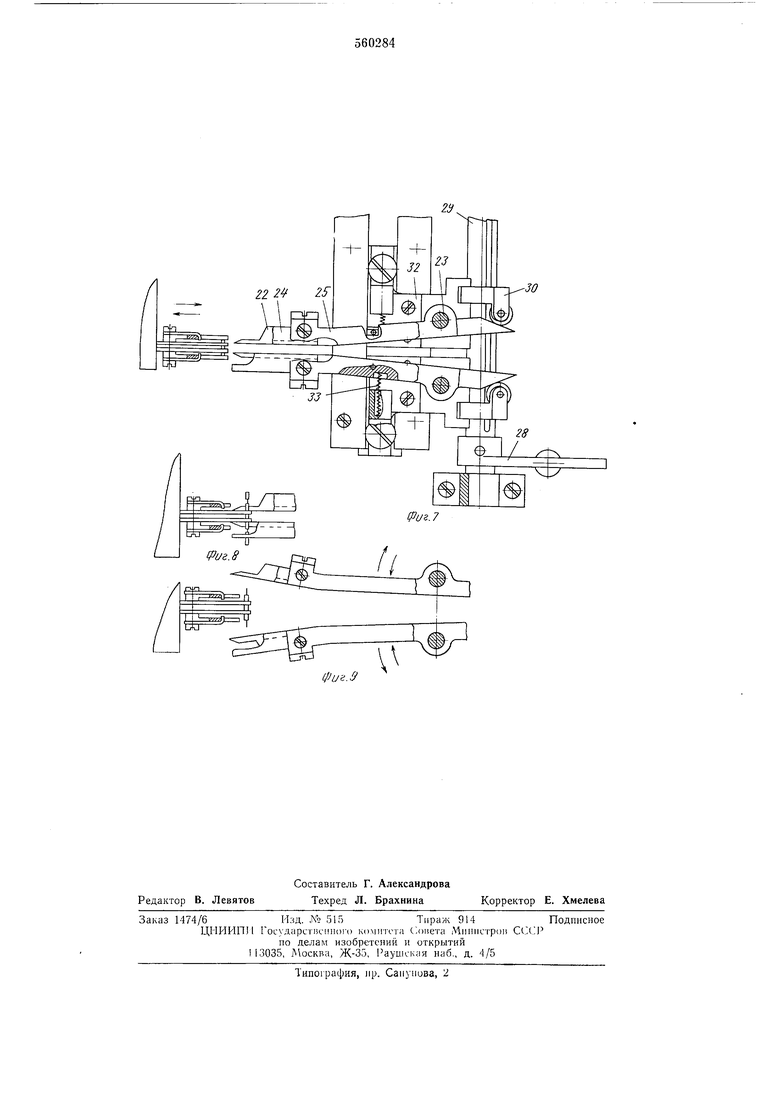
5 - ycTpcjfiCTno окончательно о снятия нзолянин и транспортирующее устройстио, находяп;ееся в исходном положеннн; на фиг. 6 - транснортирующее устройство в момент ввода провода в устройство окончательного снятия изоляции; на фиг. 7 - устройство окончательного снятия изоляции и выпрямления концов ировода, вид сверху; на фиг. 8 - транспортирзющее устройство в момент ввода провода в устройство окончательного сиятия изоляции; на фиг. 9 - устройство окончательного снятия изоляции в момент снятия изоляции и выпрямления концов провода.
Автомат содержит электромеханический привод (на чертеже не показан); механизм обжига изоляции 1, состояш,ий из двух подвижных относительно друг друга нихромовых проволок; механизм подачи провода 2; каретки 3, несущие на себе захваты 4 трансиортирующего устройства, иа которых смонтированы отгибающие рычаги 5, механизм отрезки провода 6, устройства предварительного снятия изоляции 7, выполненные в виде двух подвижных стоек, на которых смонтироваиы клещееобразные захваты, поворотный диск 8, несущий на себе каретки 3, ванночку с флюсом 9 и тигель с припоем 10, смонтированные на одном подъемном механизме (подъемный механизм иа чертеже ие иоказан); устройство 11 окончательного снятия изоляции и выпрямления концов провода; упоры раскрытия захватов транспортирующего устройства (на чертелсе не иоказаны), упоры 12 сброса готового провода.
Транспортирующее устройство с захватами 4 (см. фиг. 3) содержит корпус 13, па котором смонтированы две пары транспортирующих захватов, выполиенных в виде верхних 14 и 15 рычагов, установленных с возможностью поворота на осях 16.
Рычаги 14 и 15 поджаты к поворотному валику 17 пружиной 18. Одна нара захватов установлена с возможностью для переналадки на необходимую длину провода за счет подвижного сухаря 19. Нижпие рычаги 15 снабжены отгибающими рычагами 5, установленными с возмолсностыо поворота вокруг осей 20. Отгибающие рычаги подпружинены кверху пружиной 21.
Устройство окончательного снятия изоляции и выпрямления коицов провода содержит два рычага 22, установленных с возможностью их поворота вокруг осей 23, каждый из которых снабжен прил имной планкой 24, установленной на оси с возмол ностью поворота в плоскости, перпендикулярной плоскости вращения рычага 22. Пластинчатая прулСина 25 одним коицом закреплена на .прижимной планке 24. Кулачок 26 и шток 27 иредназначены для поворота рычага 28, л естко сидящего на валике 29. Рычаги с роликами 30 (см. фиг. 7) служат для поворота рычагов 22. Толкатели 31, свободно сидящие в рычаге 22, и копир 32 предпазначены для поворота прижимных планок 24 через пластипчатые пру/1ч1п11,| 2Г. Ируукипы i)3 (riy/iinT д.1я iio.Tp.paia pbiiaroii 22 в ис.чодное но.полчоппе, а нру кины 34 предназначены дли возврата прнл имиых плаиок 24, свободпо установленных па осях 35 в исходное полол ение.
Устройство снабл :ено тарой 36 для накопления готовых проводов (см. фиг. 5, 6).
Автомат работает следующим образом.
Механизм обл-;ига 1 производит два кольцевых обжига и изоляции на определенном расстоянии одии от другого, равном сумме двух зачищенных концов провода. Механизм подачи провода 2 захватывает конец провода и вытаскивает его па .необходимую длину. Каретка 3, находящаяся в исходио.м положении, выдвигается в крайнее передпее положение, указанное пунктиром, и захватами транспортирующего устройства, приводящимися в движение валиком 17 (фиг. 3), захватывает провод, причем в это время отгибающие рычаги 5 поднимаются вверх под действием пружин
21,после чего иож механизма отрезки провода 6, разрезает провод между кольцевыми обЛспга.ми. Каретка 3 с полученной заготовкой провода отходит на некоторое расстояние в положение, указанное пунктиром, при котором устройство предварительного снятия изоляции 7 сдвигают надрезанные участки изоляции на определенном расстоянпи, после чего их губки раскрываются и каретка 3 отходит в исходное положение, при котором отгибающие рычаги 5 опускаются, отгибая концы провода вниз. Затем происходит поворот диска 8 на 90° при помощи механизма мальтийского креста, в процессе которого провод
транспортируется в положение, где концы
ировода погружаются в ванночку с флюсом 9
(см. фиг. 3 и 4).
Затем происходит следующий поворот диска 8, и провод транспортируется в положение, при котором концы провода погружаются в тигель с расплавленным припоем 10 (см. фиг. 1 и 2), который имеет возможность подниматься и опускаться под действием кулачка
(па чертеже не показан). Затем при следующем повороте диска 8 провод транспортируется в полол ение, при котором каретка 3 выдвигается в переднее крайнее положение, показанное пунктиром (фиг. 1), нри котором отгибающие рычаги 5 поднимаются вверх под действием пружин 21, освобождая отогнутые концы провода, а провод захватами транспортирующего устройства вводится в щель, между рычагами 22 и прижимной планкой 24 (фиг. 6 и 8) устройства окончательного снятия изоляции и выпрямления концов провода (см. фиг. 1). После этого под действием кулачка 26 (фиг. 5) на щток 27 через рычаг 28, л естко сидящий на валнке 29, происходит поворот валика 29 на определенный угол. Смонтированные на валике 29 рычаги с роликами 30 (фиг. 7), воздействуя на рычаги
22,поворачивают их вокруг осей 23 на определенный угол. Во время поворота рычагов 22 толкатели 31 (фиг. 5) поднимаются вверх
по копиру 32 и, воздействуя на свободный конец пластинчатой пружины 25, новорачивают прнжнмные планки 24 вокруг их осей 35, вследствие чего концы провода оказываются зажатыми между прижимами планками 24 и рычагами 22, которые снимаются до выступа, выполненного на концах прижимных планок (см. фиг. 5, 6).
При дальнейшем новороте рычагов 22 происходит окончательное снятие изоляции с концов провода и одновременное их выпрямление (фиг. 8, 9). Далее при обратном ходе каретки 3 (фиг. 1) в исходное положение производится раскрытие захватов транспортирующего устройства, затем провод выпрямленными концами упирается в неподвижные упоры 12 и надает в тару 36 (фиг. 5), в которой имеются секции для отходов и секция для готовых проводов.
Рычаги 22 под действием иружин 33 (фиг. 7) возвращаются в исходное положение, а прижимные планки 24 поднимаются в исходное положение вверх под действием пружин 34 (фиг. 5). Далее цикл повторяется.
На диске 8 установлены четыре каретки 3, следовательно, при каждом повороте диска 8 на 90° происходит обработка одного провода. Автомат может работать и без механизма обжига изоляции, вместо которого устройствами предварительного снятия изоляции 7 (фиг. 1) может быть произведена надрезка изоляции.
Для выполнения этого механизм обжига отключается, а захваты устройств предварительного снятия изоляции заменяются на губки, которые имеют режущие кромки, образующие овальное окно с целью исключения повреждения жил провода при надрезке изоляции, причем заточка кромок выполнена с обратным углом по отнонтенню к направлению снятня изоляции.
Использованне автомата обеспечивает достиже П1е минимального слоя покрытия, исключает нанлывы и капли припоя, исключает из процесса обработки операцию скручивания жил провода, так как лужение производится с еще не снятой, а незначительно сдвинутой изоляцией.
Ф о р м у л а изо б р с т е и и я
1.Автомат для подготовки электрических проводов к монтажу, содержащий электромеханический привод, транспортнрующее устройство с захватами для подачи провода на позиции обработки, механизм обжига, отрезки проводов, устройства флюсования и лужения, отличающийся тем, что, с целью упрощения технологического процесса обработки путем исключения операции скручивания жил и повышения качества обрабатываемых проводов за счет обеспечения минимального слоя покрытия ири лужении, он содержит устройства предварительного снятия изоляции и окончательного снятия изоляции и выирямления концов провода, выполненное в виде двух рычагов, установленных с возможностью их поворота вокруг своих осей, каждый из которых снабжен прижимной планкой, установленной на оси с возможностью поворота в плоскости, перпендикулярной плоскости вращения рычага, на которой закреплен один конец пластинчатой пружины.
2.Автомат по п. 1, о т л и ч а ю щ и и с я тем, что привод прижимной иланки выполнен в виде копира и толкателя, взаимодействующего со свободным концом пластинчатой пружины.
3.Автомат по п. 1. отличающнйся тем, что на конце прижимной планки выполнен выступ.
4.Автомат по п. 1, отличающийся тем, что захваты транспортирующего устройства снабжены отгпбаюпиип нодпружипенными 11ычагамн.
Фиг.1 1 VT
Риг.2 - - 
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для подготовки электрическихпРОВОдОВ K МОНТАжу | 1978 |
|
SU845207A1 |
| Автомат для подготовки проводов к монтажу | 1987 |
|
SU1457041A1 |
| Автомат для предмонтажной заготовки проводов | 1982 |
|
SU1065942A1 |
| Автомат для предмонтажной обработки электрических шнуров | 1988 |
|
SU1642542A1 |
| Устройство для мерной резки, зачистки и лужения монтажных проводов | 1971 |
|
SU437169A1 |
| Автомат для обработки электромонтажных проводов | 1977 |
|
SU936784A1 |
| Автомат для изготовления монтажных проводов | 1980 |
|
SU875519A1 |
| ЙСЕСОЮЗНАЯ ^^^шт-1штт/^ | 1973 |
|
SU389592A1 |
| Устройство для мерной резки и подготовки проводов к монтажу | 1974 |
|
SU572869A1 |
| Автомат для заготовки монтажных проводов | 1979 |
|
SU1008831A1 |
Фик.У
