Изобретение относится к контрольно- измерительной технике и может быть использовано для контроля геометрических размеров деталей.
Цель изобретения - повышение точности за счет „установки оптического датчика в зоне обработки детали.
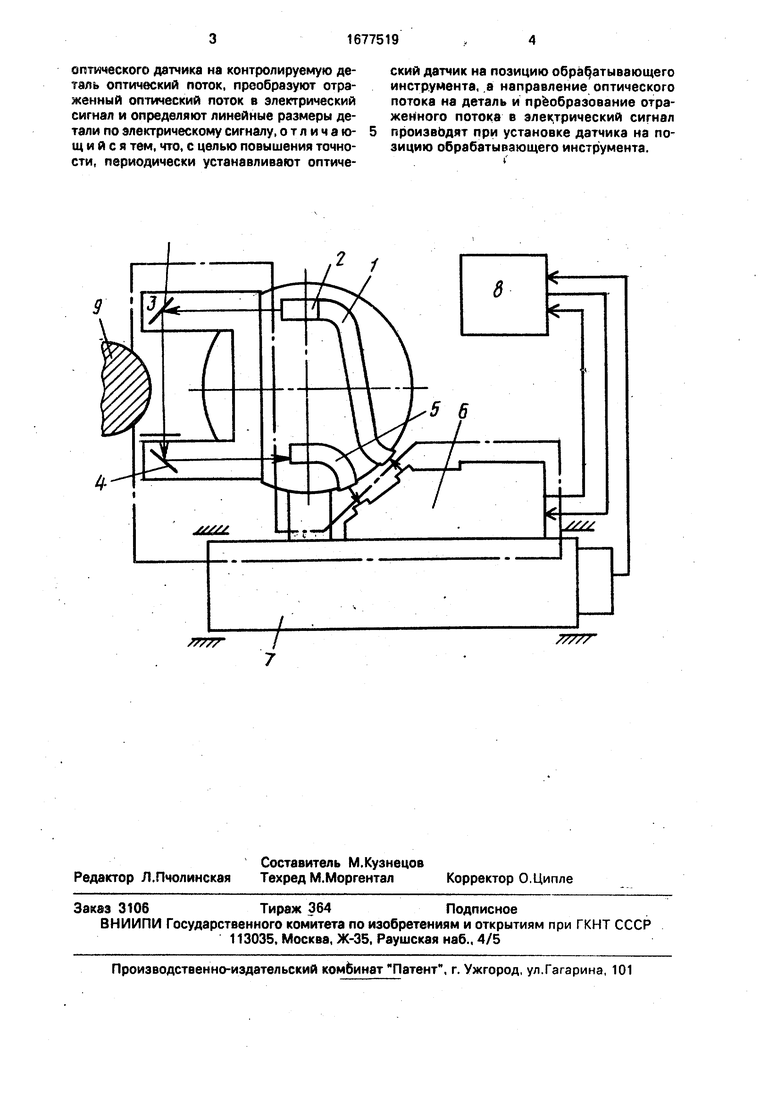
На чертеже представлена блок-схема устройства.
Устройство состоит из оптического датчика, выполненного в виде оптически связанных световода 1, оптического формирователя 2, зеркал 4 и 3, развернутых на 45° относительно направления распространения луча от формирователя 2, и световода 5, оптико-электронного преобразователя 6, выполненного в виде фотоприемника и излучателя (не показаны), выход фотоприемника является входом, а вход излучателя - входом преобразователя 6, причем преобразователь 6 и оптический датчик установлены на каретке 7, оптический датчик установлен с возможностью вращения и оптической связи с преобразователем 6 в позиции контроля, фотоприемник связан со световодом 5, а излучатель - со световодом 1, каретка 7 установлена с возможностью продольного перемещения. Кроме того, устройство содержит измеритель 8 перемещения каретки и вычислительный блок 9, входы которого связаны с выходами преобразователя 6 и измерителя 8, а выход - с входом преобразователя 6.
Устройство работает следующим образом.
В позиции контроля оптический датчик вводится в зону обработки поворотом. Излучение от преобразователя б поступает на световод 1 и формируется формирователем 2 в узкий пучок. Каретка 7 перемещается вместе с оптическим датчиком. В блоке 8 фиксируется положение каретки 7 в момент пересечения луча деталью. После измерений оптический датчик выводится из позиции контроля.
Формула изобретения
Способ контроля линейных размеров деталей в процессе обработки, заключающийся в том, что направляют с помощью
сл
-i
о VJ ч сл
ю
оптического датчика на контролируемую деталь оптический поток, преобразуют отраженный оптический поток в электрический сигнал и определяют линейные размеры детали по электрическому сигналу, отличающийся тем, что, с целью повышения точности, периодически устанавливают оптический датчик на позицию обрабатывающего инструмента, .а направление оптического потока на деталь и преобразование отраженного потока в электрический сигнал производят при установке датчика на позицию обрабатывающего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля шага резьбы | 1991 |
|
SU1793207A1 |
| Устройство для автоматической фокусировки оптической системы записи-воспроизведения информации | 1990 |
|
SU1802877A3 |
| СПОСОБ ОПТИЧЕСКОГО КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ИЗДЕЛИЙ | 2000 |
|
RU2235972C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТИ ДВИЖЕНИЯ СУДНА ОТНОСИТЕЛЬНО ВОДНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2020520C1 |
| ОПТИКО-ЭЛЕКТРОННЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2011 |
|
RU2485716C2 |
| СПОСОБ КОНТРОЛЯ ОПТИЧЕСКОГО ВЗАИМОДЕЙСТВИЯ С ОБЪЕКТОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2188389C2 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ ДАТЧИК | 1994 |
|
RU2082086C1 |
| СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЯ, ВЫПОЛНЕННОГО С ВПАДИНАМИ И ВЫСТУПАМИ НА ПОВЕРХНОСТИ | 2015 |
|
RU2603516C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УЗЛОВ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2480741C1 |
| Система для исследования деформаций лопаток турбомашин | 1990 |
|
SU1775620A1 |
Изобретение относится к контрольно-измерительной технике. Цель изобретения - по- вышение точности за счет установки оптического датчика в зоне обработки детали. Устройство состоит из оптического датчика и оптико-электронного преобразователя. Оптический датчик установлен с возможностью вращения и оптической связи с преобразователем в позиции контроля. 1 ил.
/w/v
77777
| Устройство для контроля деталей в процессе обработки | 1982 |
|
SU1070427A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
