Изобретение относится к контрольно- измерительной технике и может быть использовано для контроля геометрических размеров деталей.
Известен способ бесконтактного измерения параметров резьб, заключающийся в том, что освещают резьбу параллельным пучком. Однако известный способ не позволяет произвести контроль поверхности внутренней резьбы детали, например гайки.
Наиболее близким по технической сущности к заявляемому способу является способ и устройство измерения эффективной длины резьбы.
Способ контроля шага резьбы заключается в том, что направляют излучение с помощью оптического датчика на контролируемую деталь, принимают отраженный луч и преобразовывают его в электрический сигнал и вычисляют величину шага.
Недостатками такого способа является низкая точность, обусловленная тем, что световойг,луч направляют под углом к оси резьбы Детали, в результате чего на приемную оптическую систему попадает.
Цель изобретения - повышения точности контроля.
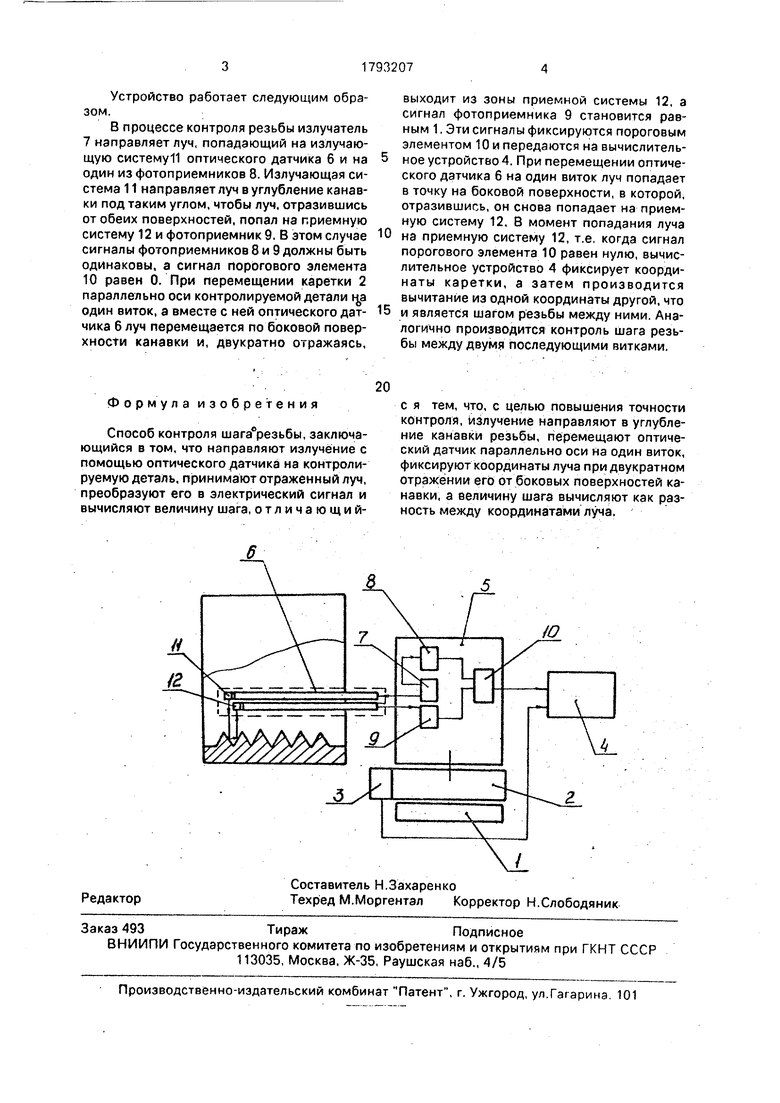
На чертеже представлена блок-схема устройства, реализующего предлагаемый способ.
Устройство содержит неподвижную от- счетную базу 1, на которой установлена каретка 2 с размещенным на ней датчиком перемещения 3, выход которого соединен с первым входом вычислительного устройства 4.
Измерительный преобразователь содержит оптико-электронный преобразователь 5, размещенный неподвижно на каретке 2, и оптический датчик 6, установленный на каретке и оптически связанный с оптико-электронным преобразователем 5. Оптико-электронный преобразователь 5 содержит излучатель 7 и фото приемники 8 и 9, выходы которых соединены с входом порогового элемента 10, а выход порогового элемента является выходом оптико-электронного преобразователя 5. Выход измерительного преобразователя соединен с вторым входом вычислительного устройства 4. Оптический датчик 6 содержит излучающую 11 и приемную 12 системы.
V|
Ю СО
hO
о
VI
Устройство работает следующим образом.
В процессе контроля резьбы излучатель 7 направляет луч, попадающий на излучающую систему11 оптического датчика 6 и на один из фотоприемников 8. Излучающая система 11 направляет луч в углубление канавки под таким углом/чтобы луч, отразившись от обеих поверхностей, попал на приемную систему 12 и фотоприемник 9. В этом случае сигналы фотоприемников 8 и 9 должны быть одинаковы, а сигнал порогового элемента 10 равен 0. При перемещении каретки 2 параллельно оси контролируемой детали один виток, а вместе с ней оптического датчика 6 луч перемещается по боковой поверхности канавки и, двукратно отражаясь,
0
5
выходит из зоны приемной системы 12, а сигнал фотоприемника 9 становится равным 1. Эти сигналы фиксируются пороговым элементом 10 и передаются на вычислительное устройство 4. При перемещении оптического датчика 6 на один виток луч попадает в точку на боковой поверхности, в которой, отразившись, он снова попадает на приемную систему 12, 8 момент попадания луча на приемную систему 12, т.е, когда сигнал порогового элемента 10 равен нулю, вычислительное устройство 4 фиксирует координаты каретки, а затем производится вычитание из одной координаты другой, что и является шагом резьбы между ними. Аналогично производится контроль шага резьбы между двумя последующими витками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля линейных размеров деталей в процессе обработки | 1988 |
|
SU1677519A1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 2007 |
|
RU2357204C2 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ВНУТРЕННЕЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2377494C2 |
| Оптико-электронное автоколлимационное устройство для измерения профиля полированных поверхностей | 1989 |
|
SU1686305A1 |
| СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЯ, ВЫПОЛНЕННОГО С ВПАДИНАМИ И ВЫСТУПАМИ НА ПОВЕРХНОСТИ | 2015 |
|
RU2603516C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ПОВЕРХНОСТЕЙ СЛОЖНОПРОФИЛИРОВАННЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2243503C2 |
| Устройство для измерения поперечных размеров проката | 1990 |
|
SU1783299A1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТОПОГРАФИИ ПОВЕРХНОСТИ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208370C2 |
| Устройство для контроля прямолинейности направляющих рельсов | 1987 |
|
SU1482844A1 |
| СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНОГО СМЕЩЕНИЯ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2456542C2 |
Изобретение относится к контрольно- измерительной технике и может быть использовано для контроля геометрических размеров деталей. Цель изобретения - повышение точности контроля. Способ заключается в том, что измерение шага производят между двумя витками резьбн оптическим лучом, который направляют с помощью оптического датчика на контролируемую деталь, принимают отраженный луч и преобразовы лают в электрический сигнал. 1 ил.
Формула изобретения
Способ контроля шага°резьбы, заключающийся в том, что направляют излучение с помощью оптического датчика на контролируемую деталь, принимают отраженный луч, преобразуют его в электрический сигнал и вычисляют величину шага, отличающийс я тем, что, с целью повышения точности контроля, излучение направляют в углубление канавки резьбы, перемещают оптический датчик параллельно оси на один виток, фиксируют координаты луча при двукратном отражении его от боковых поверхностей канавки, а величину шага вычисляют как разность между координатами луча.
