Изобретение относится к неразрушающему контролю изделий и может быть использовано для обнаружения дефектов (трещин) в роторах турбин, валах и других подобных вращающихся элементах машин.
Целью изобретения является расширение эксплуатационных возможностей и упрощение контроля.
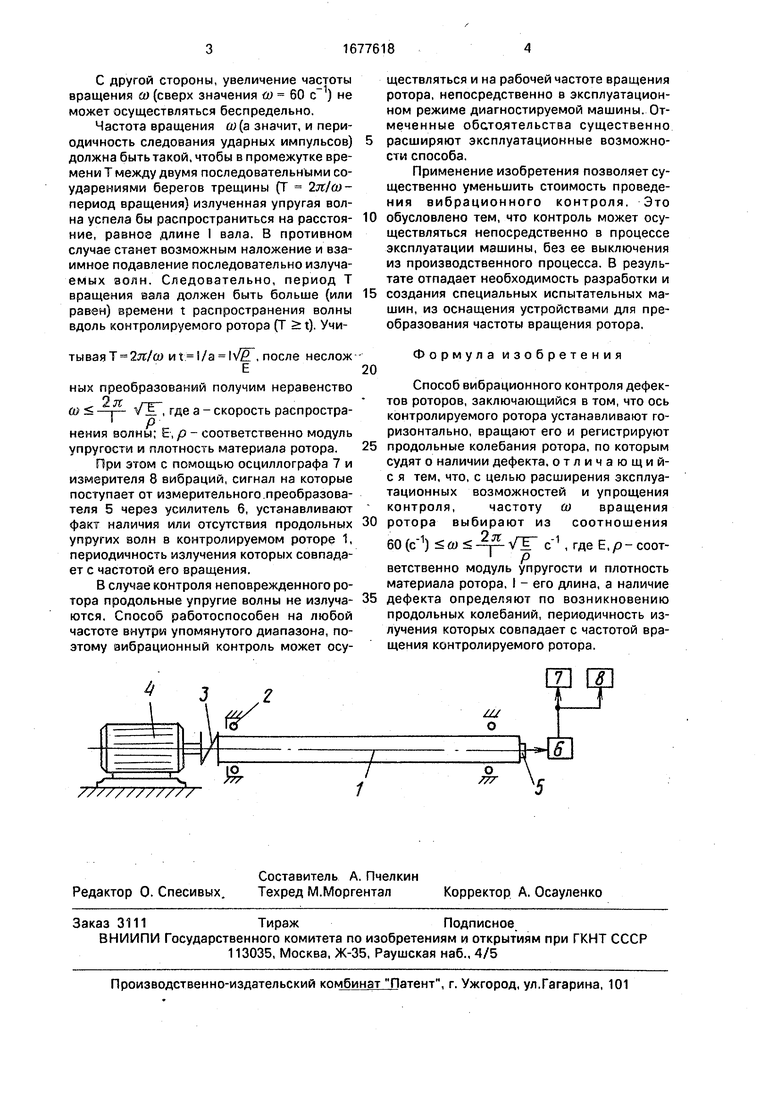
На чертеже изображена структурная схема устройства для осуществления вибрационного контроля дефектов роторов.
Контролируемый ротор 1 установлен в подшипниках 2 и через муфту 3 кинематически связан с приводным электродвигателем 4. Продольные упругие волны регистрируются измерительным преобразователем 5, сигнал с которого через усилитель 6 подается на осциллограф 7 и измеритель 8 вибраций.
Вибрационный контроль дефектов роторов осуществляют следующим образом.
Контролируемый ротор 1 (см. чертеж) устанавливают горизонтально и с помощью
электродвигателя 4 приводят его во вращательное движение с частотой ш, которую выбирают в пределах диапазона
60 О)
Р
2Л ST (с 1).
Частотой совращения дефектного ротора определяется продолжительность во времени смыкания берегов трещины. При слишком медленном вращении поврежденного ротора процесс схлопывания берегов трещины растягивается во времени и поэтому смыкание трещины можно считать близким к квазистатическому (безударному). Отсутствие же соударений при смыкании трещины практически исключает возможность излучения продольных упругих волн в дефектном роторе. Экспериментально установлено, что стабильное излучение продольных упругих волн начинается при частоте вращения и, большей или равной 60 ).
С другой стороны, увеличение частоты вращения а) (сверх значения и 60 с ) не может осуществляться беспредельно.
Частота вращения со (а значит, и периодичность следования ударных импульсов) должна быть такой, чтобы в промежутке времени Т между двумя последовательными соударениями берегов трещины (Т 2я/(О- период вращения) излученная упругая волна успела бы распространиться на расстояние, равное длине I вала. В противном случае станет возможным наложение и взаимное подавление последовательно излучаемых волн. Следовательно, период Т вращения вала должен быть больше (или равен) времени t распространения волны вдоль контролируемого ротора (Т t). Учитывая Т 2лг/о Ht l/a lVZT, после неслож
Е
ных преобразований получим неравенство
п
ш -I- VJE., где а - скорость распростра Р нения волны; Е.р - соответственно модуль
упругости и плотность материала ротора.
При этом с помощью осциллографа 7 и измерителя 8 вибраций, сигнал на которые поступает от измерительного преобразователя 5 через усилитель 6, устанавливают факт наличия или отсутствия продольных упругих волн в контролируемом роторе 1, периодичность излучения которых совпадает с частотой его вращения.
В случае контроля неповрежденного ротора продольные упругие волны не излуча ются, Способ работоспособен на любой частоте внутри упомянутого диапазона, поэтому вибрационный контроль может осу,-
ществляться и на рабочей частоте вращения ротора, непосредственно в эксплуатационном режиме диагностируемой машины. Отмеченные обстоятельства существенно
расширяют эксплуатационные возможности способа.
Применение изобретения позволяет существенно уменьшить стоимость проведения вибрационного контроля. Это
обусловлено тем, что контроль может осуществляться непосредственно в процессе эксплуатации машины, без ее выключения из производственного процесса. В результате отпадает необходимость разработки и
создания специальных испытательных машин, из оснащения устройствами для преобразования частоты вращения ротора.
20
25
30
35
Формула изобретения
Способ вибрационного контроля дефектов роторов, заключающийся в том, что ось контролируемого ротора устанавливают горизонтально, вращают его и регистрируют продольные колебания ротора, по которым судят о наличии дефекта, отличающий- с я тем, что, с целью расширения эксплуатационных возможностей и упрощения контроля, частоту ш вращения ротора выбирают из соотношения
,-т
60(с 1) ш
2л:
v Р
-1
с , где Е,р-соответственно модуль упругости и плотность материала ротора, I - его длина, а наличие дефекта определяют по возникновению продольных колебаний, периодичность излучения которых совпадает с частотой вращения контролируемого ротора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вибрационного контроля дефектов роторов | 1986 |
|
SU1341510A1 |
| Способ вибрационного контроля роторов | 1985 |
|
SU1262364A1 |
| Способ неразрушающего контроля прочности изделий | 1987 |
|
SU1415116A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ | 1995 |
|
RU2085935C1 |
| Способ ультразвукового контроля сварных соединений изделий | 1987 |
|
SU1439485A1 |
| Способ вибрационного контроля зазоров в конструкциях изделий | 2023 |
|
RU2830992C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ЦЕЛОСТНОСТИ ВРАЩАЮЩЕЙСЯ ЭЛЕКТРОПРОВОДНОЙ ДЕТАЛИ | 1988 |
|
SU1839966A1 |
| Способ контроля дефектности цилиндрического изделия | 1990 |
|
SU1772730A1 |
| СПОСОБ ПОВЫШЕНИЯ ДОСТОВЕРНОСТИ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО ДЕФЕКТОСКОПИЧЕСКОГО КОНТРОЛЯ | 2013 |
|
RU2548692C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЕФЕКТНОСТИ СТРУКТУРЫ МАТЕРИАЛА ИЗДЕЛИЙ | 1987 |
|
SU1454075A1 |
Изобретение относится к неразрушающему контролю изделий и может быть использовано для обнаружения дефектов (трещин) в роторах турбин, валах и других подобных вращающихся элементах машин. Целью изобретения является расширение эксплуатационных возможностей и упрощение контроля. Контролируемый ротор устанавливают горизонтально и приводят его во вращательное движение с частотой д которую выбирают в пределах диапазона 60 а) 1 л/1 VE//O () - где Е, р -- соответственно модуль упругости и плотность материала ротора, I - длина ротора. Дефектность определяют по возникновению в контролируемом роторе продольных упругих волн, периодичность излучения которых совпадает с частотой его вращения. 1 ил.
| Авторское свидетельство СССР | |||
| Способ вибрационного контроля роторов | 1985 |
|
SU1262364A1 |
