//
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 1989 |
|
SU1604002A1 |
| Способ ультразвукового контроля сварных швов труб и устройство для его осуществления | 1983 |
|
SU1259178A1 |
| Способ ультразвукового контроля качества сварных швов изделий | 1987 |
|
SU1479871A1 |
| УСТАНОВКА ИЗМЕРИТЕЛЬНАЯ УЛЬТРАЗВУКОВАЯ И МЕХАНОАКУСТИЧЕСКИЙ БЛОК ДЛЯ НЕЕ | 2007 |
|
RU2351926C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1992 |
|
RU2057331C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2044313C1 |
| Ультразвуковой способ оценки дефектов в головке рельсов и определения профиля поверхности катания | 2022 |
|
RU2785302C1 |
| Способ ультразвукового контроля изделий | 1989 |
|
SU1705735A1 |
| Способ ультразвукового контроля сварного шва изделия | 1985 |
|
SU1298647A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 1989 |
|
SU1642846A1 |
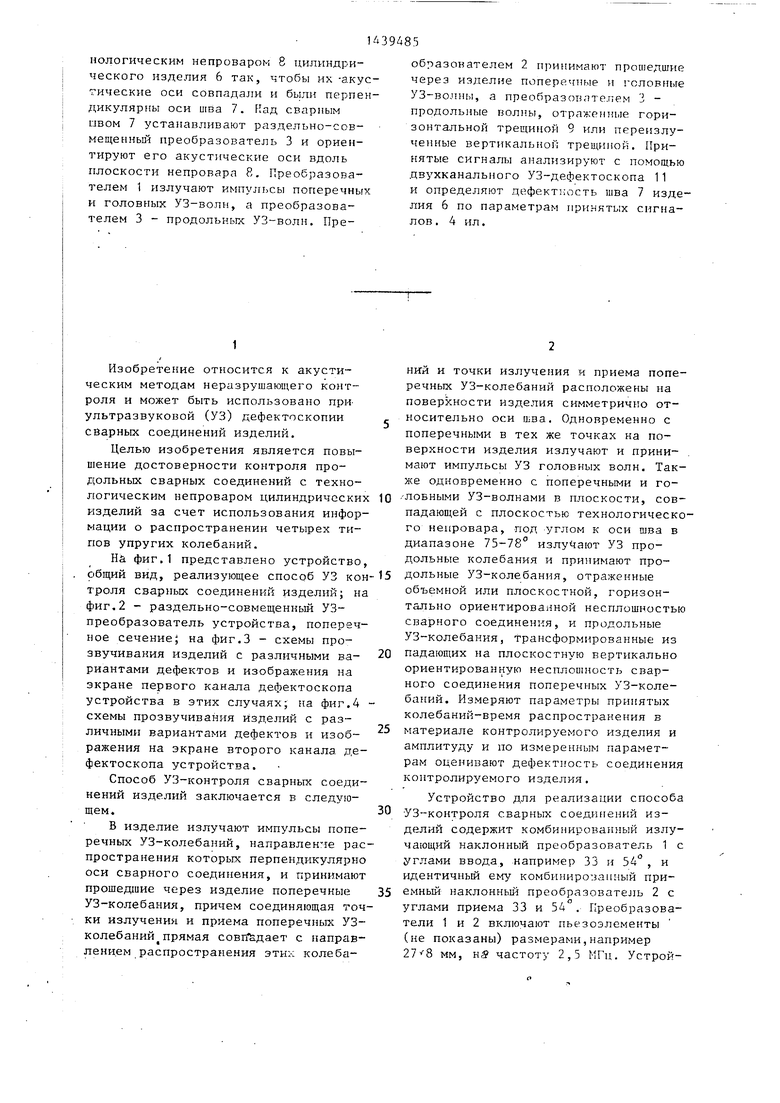
Изобретение относится к акустическим методам неразрушающего контроля. Целью изобретения является повышение достовер ности контроля продольных сварных соединений с технологическим непроваром цилиндрических изделий за счет использования информации о распространении четырех типов упругих колебаний вследствие одновременного излучения и приема определенным образом продольных, поперечных и головных ультразвуковых (УЗ) волн. Излучающий 1 и приемньй 2 преобразователи устанавливают симметрично по разные стороны сварного шва 7 с теха (Л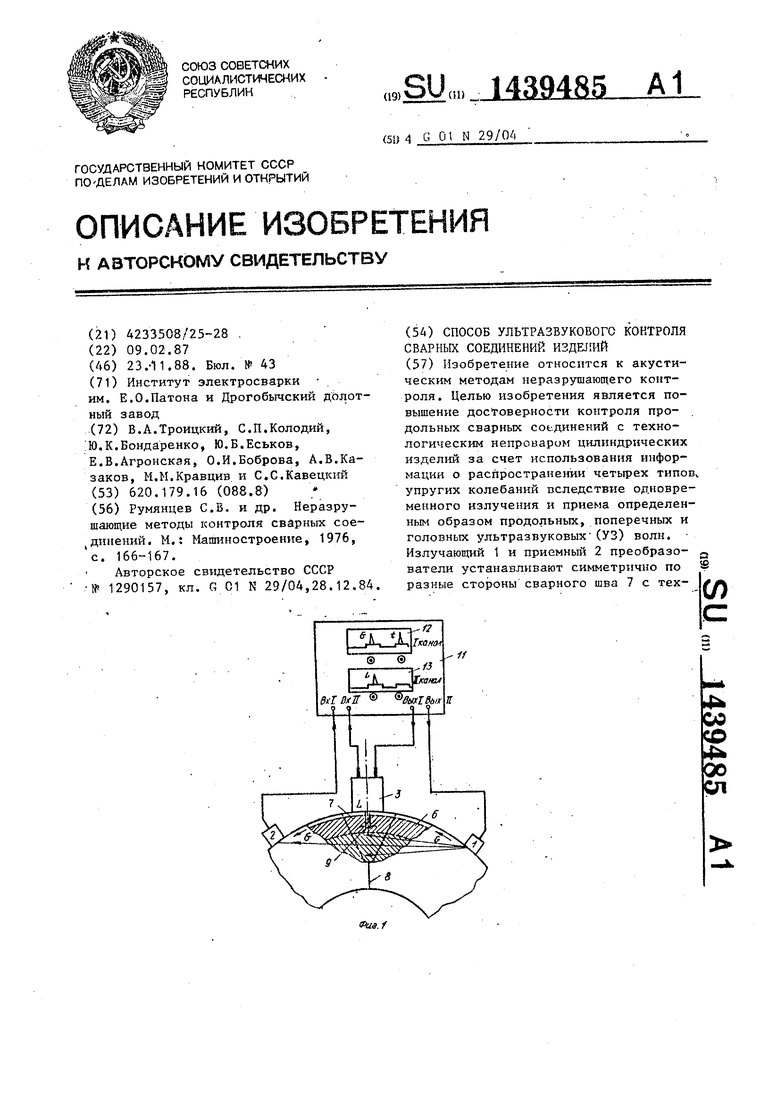
%{г2-&/г
нологическим непроварок 8 цилиндрического изделия 6 так, чтобы их -акустические оси совпадали и бьши перпендикулярны оси шва 7. Р1ад сварным UBOM 7 устанавливают раздельно-сов- мещенпый преобразователь 3 и ориентируют его акустические оси вдоль плоскости непровара 8. Преобразователем 1 излучают импульсы поперечных и головных УЗ-ВОЛН, а преобразователем 3 - продольных . Пре1
Изобретение относится к акустическим методам неразрушающего контроля и может быть использовано при- ультразвуковой (УЗ) дефектоскопии сварных соединений изделий.
Целью изобретения является повышение достоверности контроля продольных сварных соединений с технологическим непроваром цилиндрических изделий за счет использования инфор- мадии о распространении четырех ти- пов упругих колебаний.
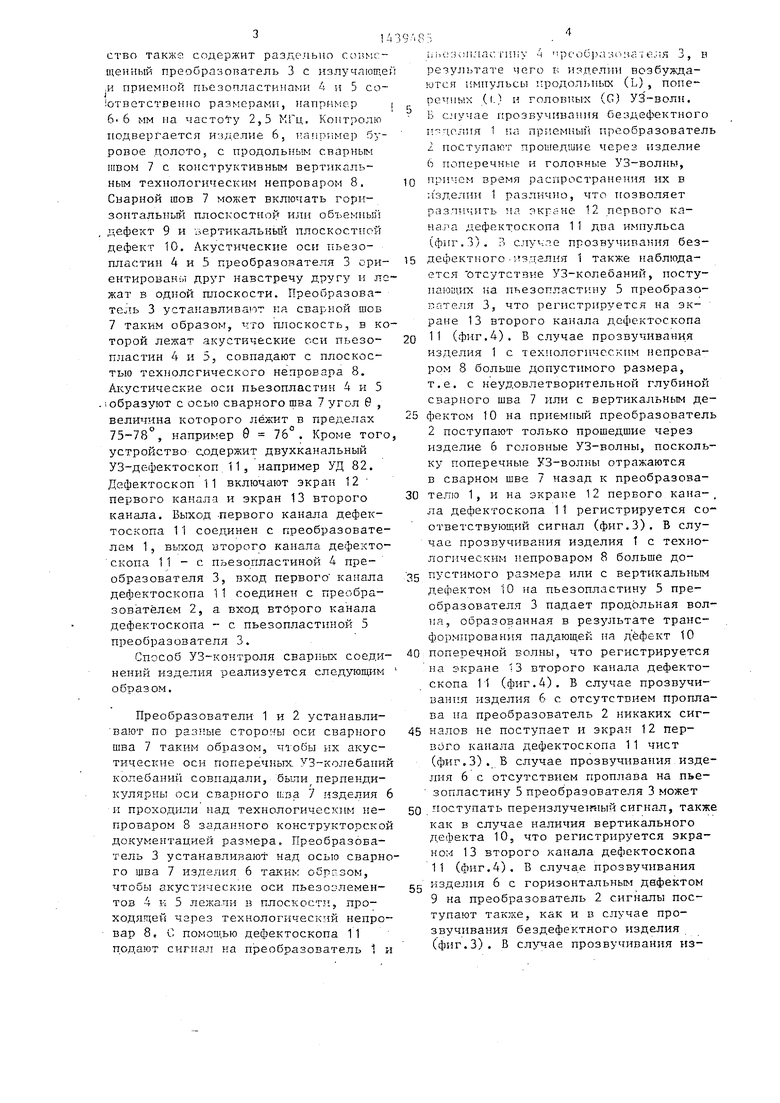
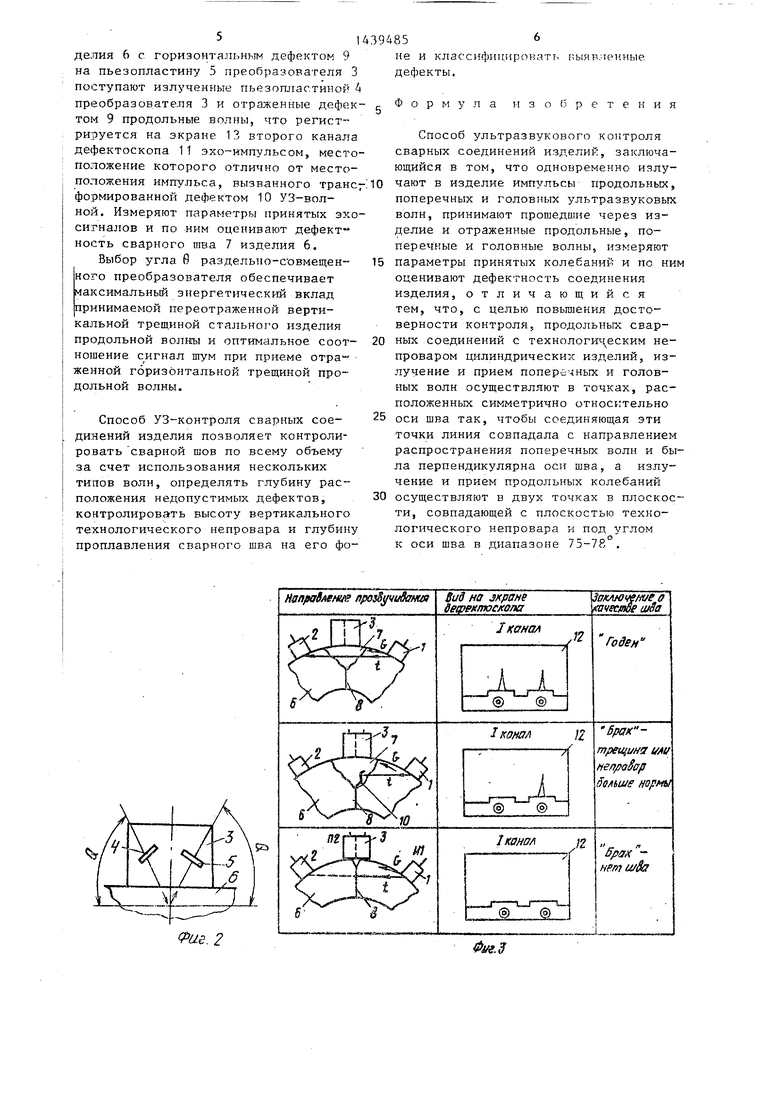
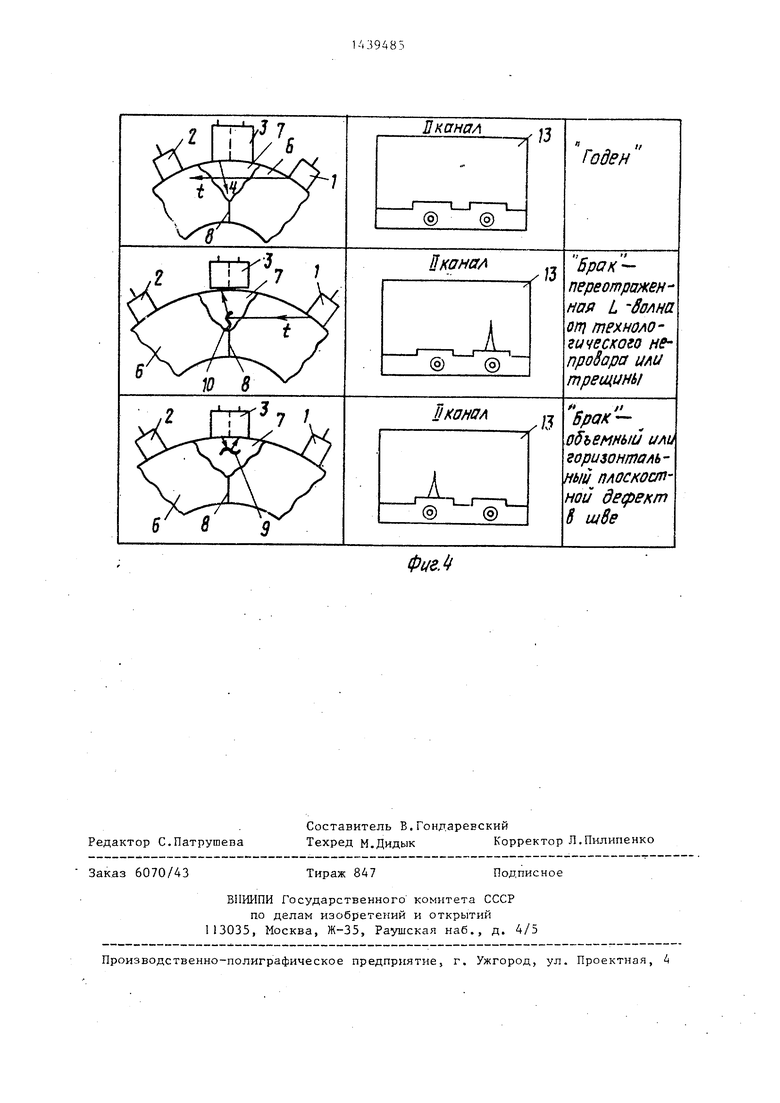
На фиг.1 представлено устройство, . общий вид, реализующее способ УЗ контроля сварных соединений изделий; на фиг,2 - раздельно-совмещенный УЗ- преобразователь устройства, поперечное сечение; на фиг.З - схемы про- звучивания изделий с различными вариантами дефектов и изображения на экране первого канала дефектоскопа устройства в этих случаях; на фиг.4 - схемы прозвучивания изделий с различными вариантами дефектов и изображения на экране второго канала дефектоскопа устройства.
Способ УЗ-контроля сварных соединений изделий заключается в следующем.
В изделие излучают импульсы поперечных УЗ-колебаний, направление распространения которых перпендикулярно оси сварного соединения, и принимают прошедшие через изделие поперечные УЗ-колебания, причем соединяющая точки излучения и приема поперечных УЗ- колебаний прямая сов11о.дает с направлением распространения этих колебаобразователем 2 принимают прошедшие через изделие поперечные и головные УЗ-волны, а преобразователем 3 - продольные волны, отраженные горизонтальной трещиной 9 или переизлученные вертикальной трещиной. Принятые сигналы анализируют с помощью двухканального УЗ-дефектоскопа 11 и определяют дефект ;ость шва 7 изделия 6 по параметрам принятых сигналов . 4 ил.
нки и точки излучения и приема поперечных УЗ-колебаний расположены на поверхности изделия симметрично относительно оси шва. Одновременно с поперечными в тех же точках на поверхности изделия излучают и прини- . мают импульсы УЗ головных волн. Также одновременно с поперечными и го/ловнььми УЗ-волнами в плоскости, совпадающей с плоскостью технологического неировара, под углом к оси шва в диапазоне 75-78° излучают УЗ продольные колебания и принимают продольные УЗ-колебания, отраженные объемной или плоскостной, горизонтально ориентированной несплошностью сварного соединения, и продольные УЗ-колебания, трансформированные из
падающих на плоскостную вертикально ориентированную неспло11П1ость сварного соеди} ения поперечных УЗ-колебаний. Измеряют параметры принятых колебаний-время распространения в
материале контролируемого изделия и амплитуду и по измеренным параметрам оценивают дефектность соединения контролируемого изделия.
Устройство для реализации способа
УЗ-контроля сварных соединений изделий содержит комбинированный излучающий наклонный преобразователь 1 с углами ввода, например 33 и 54°, и идентичный ему комбиниро . приемньш наклонньй преобразователь 2 с углами приема 33 и 54 . Преобразователи 1 и 2 включают пьезозлементы (не показаны) размерами,например мм, nS частоту 2,5 КГц. Устройство также содержит раздельно CCMSMC- П1еннь й преобрсазователь 3 с нзлучлющеГ ,к приемной пьезопластинаь и 4 и 5 со- ioTHGTCTBeHHo размерами, иаприь е.р i 6-6 M на частому 2,5 КГц. Контролю подвергается изделие 6, nayipnNtep буровое долото, с продольнь - сварным швом 7 с конструктивным вертикальным технологическим непроваром 8. Сварной шов 7 может включать горизонтальный плоскостЕЮЙ или объемны
дефект 9 и -йвртикальньш плоскостной дефект 10. Акустические оси пьезо- пластин 4 и 5 преобразователя 3 ори- ентирован;. друг навстречу другу и лежат в од11 ой плоскости. Преобразователь 3 устаяавливапт на сварной шов 7 таким образом, что плоскость, в которой лежат акустические оси пьезо- пластин 4 и 5, совпадают с плоскостью технологического непровара 8. Ал устические оси пьезопластин 4 и 5
образуют с осью сваргюго шва 7 угол 6 , величина которого лежит в пределах 75-78 , например б 76 . Кроме того, устройство аодержит двухканальный УЗ-дефектоскоп.11, например УД 82. Дефектоскоп 11 включают экран 12 первого канала и экран 13 второго канала. Выход -первого канала дефектоскопа 11 соединен с преобразователем 1, вьгход второго канала дефектоскопа 11 - с пьезогшастиной 4 преобразователя 3, вход первого канала дефектоскопа 11 соединен с преобразователем 2, а вход второго канала дефектоскопа - с пьезопластиной 5 преобразователя 3.
Способ УЗ-контроля сварных соединений изделия реализуется следующим образом.
Преобразователи 1 и 2 устанавливают по разные стороны оси сварного шва 7 таким образом, чтобы их акустические оси поперечных УЗ-колебапий колебаний совпадали, были перпендикулярны оси сварного шва 7 изделия 6 и проходили над технологическим непроваром 8 заданного конструкторской документапией размера. Преобразователь 3 устанавливают над осью сварного щва 7 изделия 6 таким обр-зом, чтобы акустические оси льезозлемен- тов 4 к 5 лежали в плоскости, проходящей чзрез технологический непровар 8, С помощью дефектоскопа 11 подают сигнал на преобразователь 1 и
ЧЛ8 ;.
ui,:;;K)iiaac гину ч 1рс об1),:;я 3, в результате чего в изделии возбуждаются и.мпульсы 11родол1 ных (L) , поперечных (1.) и головных (G) УЗ -волн.
Б прозвучивания бездефектного .лия 1 на приемный преобразователь 2 поступают прошедшие через изделие 6 поперечные и головные УЗ-волны,
Q причем время распространения их в м зделии 1 различно, что тгозволяет разли.:ить на экране 12 первого канала дефектоскопа 1 1 два и иyльca (фиг.З), 3 случае прозвучива)1ия без15 дефектного лздглия 1 также наблюдается отсутствие УЗ-колебаний, поступающих на пьезопластину 5 преобразо- з:;ателя 3, что регистрируется на экране 13 второго канала дефектоскопа
20 11 (фиг.4). В случае прозвучивания изделия 1 с технологическим непроваром 8 больше допустимого размера, т.е. с неудовлетворительной глубиной сварного шва 7 пли с вертикальным де25 фектом 10 на приемный преобразователь 2 поступают только прошедшие через изделие 6 головные УЗ-волны, поскольку поперечные УЗ-волны отражаются в сварном шве 7 назад к преобразова30 телга 1, и на экране 12 первого кана-, ла дефектоскопа 11 регистрируется со- ответствую1ций сигнал (фиг.З). В случае прозвучивания изделия Т с технологическим непроваром 8 больше до г д пустимого размера или с вертикальным дефектом 10 на пьезопластину 5 преобразователя 3 падает продольная волна, образованная в результате трансформирования падающей на дефект 10
40 поперечной волны, что регистрируется Ма экране 13 второго канала дефектоскопа 11 (фиг.4). В случае прозвучивания изделия 6 с отсутствием проплава на преобразователь 2 никаких сиг45 налов не поступает и зкрам 12 первого канала дефектоскопа 11 чист (фиг.З). В случае прозвучиватгля изделия 6 с отсутствием проплава на пье- - зопластину 5 преобразователя 3 может
50 поступать переизлучетшш сигнал, также как в случае наличия вертикального дефекта 10, что регистрируется экраном 13 второго капала дефектоскопа 11 (фиг.4). В случае, прозвучивания
сг изделия 6 с горизонтальным дефектом 9 на преобразователь 2 сигналы поступают также, как и в случае прозвучивания бездефектного изделия (фиг.З). В случае прозвучивания изделия 6 с. горизонта. дефектом 9 на пьезопластину 5 преобразователя 3 поступают излученные пьезоштастиной 4 преобразов.ате.ля 3 и отраженные дефектом 9 продольные волны, что регистрируется на экране 13 второго канала дефектоскопа 11 эхо-импульсом, местоположение которого отлично от местоположения импульса, вызванного транс7 формированной дефектом 10 УЗ-вол- ной. Измеряют параметры принятых эхо- сигналов и по ним оценивают дефект ность сварного шва 7 изделия 6.
Выбор угла 0 разделыю-с овмещен- ного преобразователя обеспечивает максимальный энергетический вклад принимаемой переотраженной вертикальной трещиной стального изделия продольной волны и оптимальное соотношение с игнал шум при приеме отраженной горизонтальной трещиной продольной волны.
Способ УЗ-контроля сварных соединений изделия позволяет контролировать сварной шов по всему объему за счет использования нескольких типов волн, определять глубину расположения недопустимых дефектов, контролировать высоту вертикального технологического непровара и глубину проплавления сварного шва на его фоHanpatAstm про учидтия
№
иг. 2
4394856
не и классифинироватт. дефекты.
ibiHB.- ipHHtjie
Формула и 3 о (5 р е т е н и я
Способ ультразвукового контроля сварных соединений изделий, заключающийся в том, что одновременно излу- 10 чают в изделие импульсы продольных, поперечных и головных ультразвуковых волн, принимают прошедшие через изделие и отраженные продольные, поперечные и головные волны, измеряют
15 параметры принятых колебаний и по ним оценивают дефектность соединения изделия, отличающийся тем, что, с целью повьгашния достоверности контроля, продольных свар20 ных соединений с технологич еским непроваром цилиндрических изделий, излучение и прием поперечных и головных волн осуществляют в точках, расположенных симметрично относр:тельно
25 оси шва так, чтобы соединяющая эти точки линия совпадала с направлением распространения поперечных волн и была перпендикулярна оси шва, а излучение и прием продольных колебаний
30 осуществляют в двух точках в плоскости, совпадающей с плоскостью технологического непровара и под углом к оси шва в диапазоне 75-7К ,
Вид на экране SeipeifmocKona
anAHitfem/e о (ачесйюе a/Sa
I канал
,П
Годе ft
2
трещину или неп/хз§ар ffe/itu/e HopMtf
@ @
1канпл ч
с
Spax - нт ш8в
® @
Ф1/г.д
-7-45 7
Ю 8
Редактор С.Патрушева
Составитель В.Гондаревский
Техред М.Дидык Корректор Л.Пилипенко
Заказ 6070/43
Тираж 847
ВПИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Лканал
-7
13
Годен
на/
®
/3
гбрак - переотра ен нар L -Золна оп те)(иолО
U4SCXOSO HSfnpoSapa UAU трещинЬ
канал
н
/J
1
брак - объемный или горизонталь- jibiu плоскоап- ной S ш8е
ФиеМ
Подписное
| Румянцев С.В | |||
| и др | |||
| Неразрушающие методы контроля сварных сое дннений | |||
| М.: Машиностроение, 1976, с | |||
| Рельсовый башмак | 1921 |
|
SU166A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
