До настоящего времени переработка кускового шпона в полноформатные листы осуществлялась на разнотипном оборудовании с преобладанием ручного труда.
Предложенная установка для переработки кускового шпона и т. п. листового материала в полноформатные листы имеет устройства для поштучной подачи кусков шпона из стопы, взаимно параллельной прирубки их кромок, формирования пачек, обработки кромок уложенного в пачки шпона, станок для безленточной склейки кусков шпона в ленту, ножницы для рубки ленты на заданный формат, укладчик форматного шпона и устройство для вывоза набранной стопы шпона. Для обеспечения непрерывности технологического процесса с соблюдением заданного интервала между отдельными листами шпона устройство для поштучной подачи кусков шпона из стопы имеег отжимные ролики. Эти ролики установлены в зоне выдающих роликов и прерывают контакт последних со шпоном при помощи, например, электромагнита, контактного датчика и реле времени. Устройство для обработки кромок шпона в пачках выполнено с транспортеромнакопителем, что обеспечивает необходимую выдержку клеевой пленки, которая нанесена на шпон, перед загрузкой в ребросклеивающий станок.
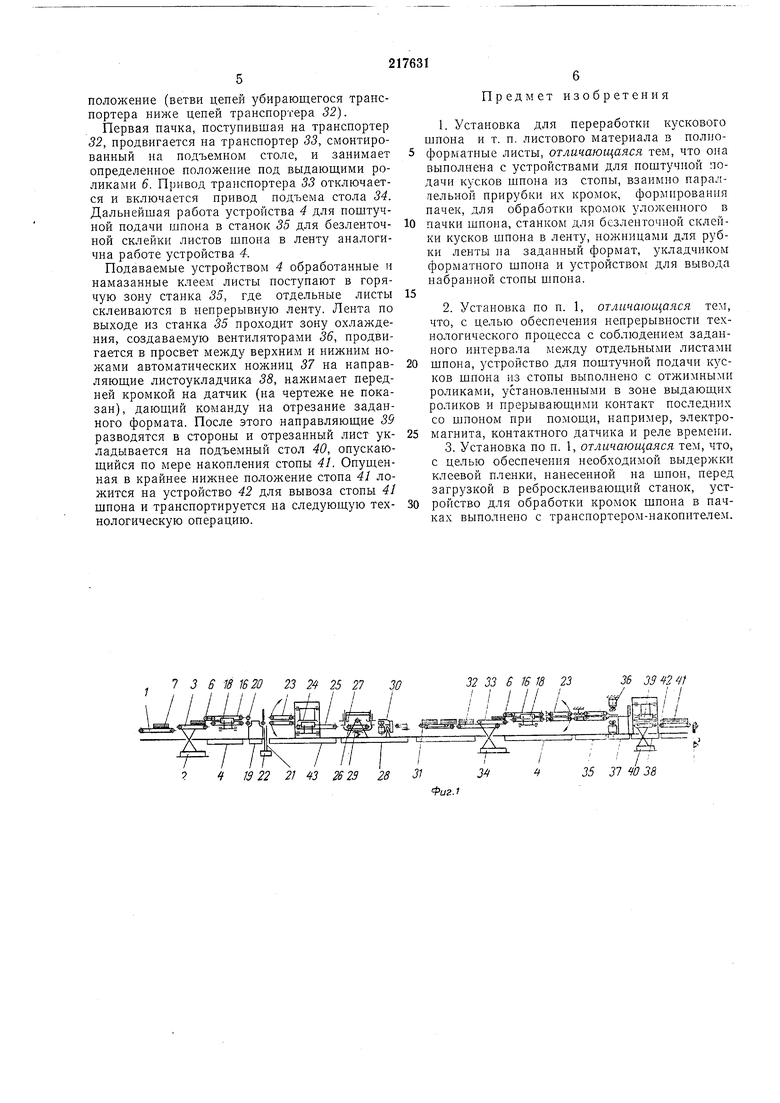
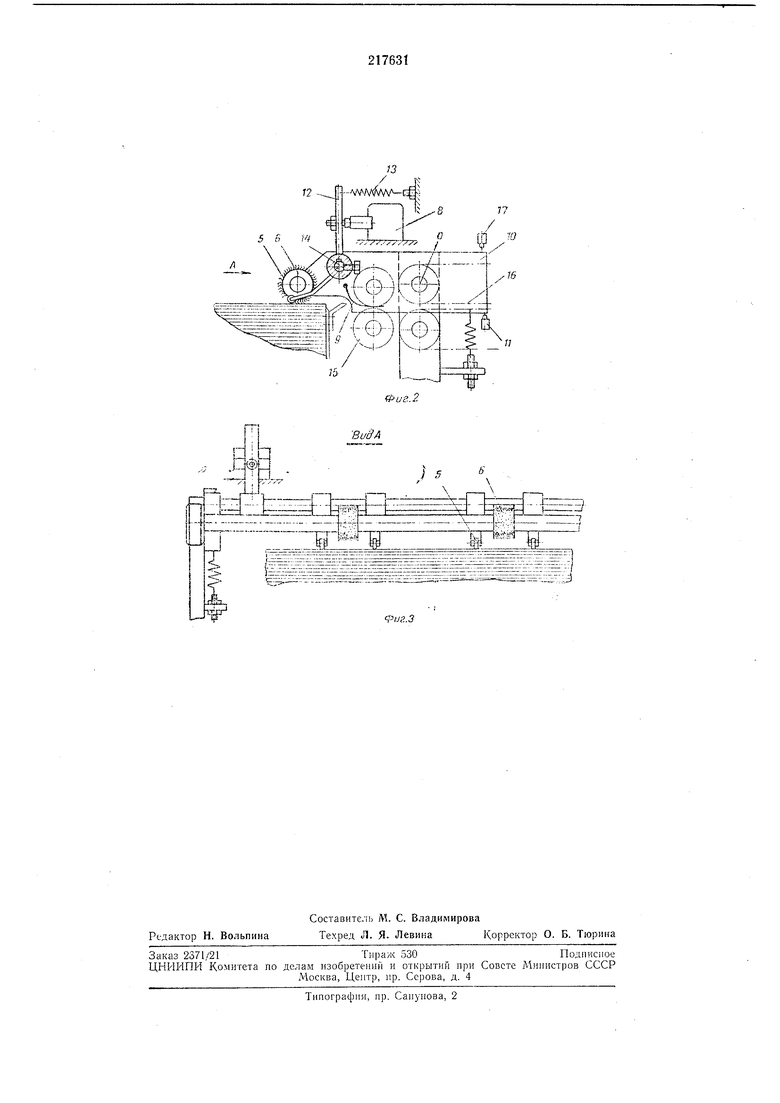
На фиг. 1 изображена схема описываемой установки; на фиг. 2-узел отжимных роликов; на фиг. 3-то же, вид по стрелке А на отжимные ролики в рабочем положении.
Установка содержит транспортер-питатель 1, подъемный стол 2 с транспортером 3, устройство 4 для поштучной подачи кусков шпона из стопы. Это устройство выполнено с отжимными роликами 5, которые установлены в
зоне выдающих роликов 6 и прерывают контакт этих роликов со шпоном 7 при помощи электромагнита 8, контактного датчика 9 и реле времени. Установка включает также шарнирную рамку 10, датчик 11, рычаг 12 с пружиной 13, вал 14, приемные ролики 75, транспортер 16, датчик 17, выравнивающий механизм 18, устройство 19 для прирубки кромок кусков шпона 7, приемные ролики 20, лоток 21, дробилку 22, транспортер 23, откидные направляющие 24, транспортер 25, транспортер 26, кантователь 27, устройство для обработки кромок уложенного в пачки шпона 28, вибратор 29. Кромкофуговальный станок 30, транспортер 5/, транспортер-накопитель 32, транспортер 33, подъемный стол 34, станок 35 для безленточной склейки листов щпона в ленту вентиляторы 36, для рубки ленты на заданный формат 37, укладчик 38 форматного шпона, направляющие 39, подъемный стол
набранной стопы шпона 41, устройство для формирования кусков шпона в начки 43 также входят в установку.
Предложенная установка работает следуюШ,им образом.
Для беснеребойной- ее работы на транснортер-нитатель / укладываются стоны кускового шпона. В нижнем ноложении подъемного стола установленный на нем транспортер 5 находится на одном уровне с транспортером-нитателем 1. В этом ноложении автоматически включаются приводы транспортеров 1 и 3 и одна из стон шнона 7 (нередняя) нередается с транспортера 1 на транспортер 5, заннмая онределенное ноложенне нод выдаюш,нми роликами 6. Последующая стона на транспортере / занимает ноложение предыдуш,ей и приводы транснортеров / и 5 отключаются. На освобожденное место укладывается следуюш;ая стопа.
Одновременно с остановом нривода транспортера 3 включается привод подъема стола 2 вверх до соприкосновения верхнего листа материала в стоне с отжимными роликами 5, которые выстунают ниже плоскости выдающих роликов 6 устройства 4 для поштучной нодачи листов шпона 7 из стопы. Эта стона, воздействуя на отжимные ролнкн 5, у которых существует жесткая связь с шарнирной рамкой 10, имеющей ось поворота в точке О, поворачивает рамку 10 вверх до положения, ограниченного датчиком //. Этот датчик дает команду на останов нодъемного стола 2 и на отключение магнита. Под действием нружины 13 рычаг 12 поворачивает вал 14, на котором смонтированы рычаги с отжимными роликами 5, последние убираются выше плоскости вращающихся выдающих роликов 6. Эти ролики контактируют с верхним листом материала в стоне 7 и направляют его в приемные ролики 15. На своем пути лист передней кромкой воздействует на датчик 17, который включает толкающий электромагнит поворота вала 14 отжимных роликов 5. При повороте вала 14 отжимные ролики 5 оннраются на стону, создавая зазор между образующими выдающих роликов 6 и подаваемым листом материала. Дальнейщее его продвижение осуществляется приемными роликами 15 и транснортером 16. Необходимый просвет между листами загружаемого материала обеснечивается настройкой реле времени нри срабатывании датчика 9, дающего команду на отключение электромагнита, который удерживает отжимные ролики 5 в нижнем ноложении.
По мере выработки стоны шарнирная рамка 10 опускается и воздействует на датчик //, который включает привод подъемного стола 2. При подъеме стола, связанного с уменьщением высоты стопы, цикл загрузки не нарушается. Транспортируемый лист материала на своем пути проходит через зону, в которой
установлен механизм 18, выравнивающий лист по передней кромке и ориентирующий правильное его прохождение относнтельно продольной оси линии. Выравненный лист захватывается приемными роликами 20 устройства 19, в котором нрирубаются взаимно параллельно нередняя и задняя кромки листа.
Отходы прирубки падают в лоток 21 н дальше в дробилку 22, где они измельчаются до
транспортабельного состояния. Прирубленный лист транспортером 23 подается на откидные нанравляющие 24 устройства 43 для формирования пачек. В определенной зоне, фиксируемой датчиком (на чертеже не показан),
который срабатывает под действием задней кромки листа, направляющие 24, поддерживающие лист, откидываются и лист ложится на транспортер 25.
Заданное количество листов в пачке, набираемой на транспортере 25, онределяется счетчиком импульсов. При полном наборе пачки счетчик импульсов дает команду на включение привода транспортера 25 и пачка передается на транспортер 26 кантователя 27, входящего в устройство для обработки кромок материала в пачках. Находящаяся в кантователе 27 пачка зажимается сначала по задней кромке, потом кантователь 27 поворачивается
па 90° против часовой стрелки, устанавливая начку задней кромкой над площадкой вибратора 29. Затем зажим ослабляется, включается вибратор 29, который выравнивает начку по задней кромке, нодлежащей обработке.
Эта пачка зажимается, и кантователь 27 соверщает следующий поворот на 90° нротив часовой стрелки в ноложение, необходимое для обработки задней кромки пачки. Включается привод каретки кромкофуговального станка
30, режущий инструмент которого производит чистовую обработку задней кромки пачки с одновременной намазкой клеевыми веществами. После обработки и намазки задней кромки кантователь 27 поворачивается на 180° по
часовой стрелке, зажнм начки снимается, включается нрнвод транснортера 31, продвигая пачку в положение, необходимое для зажима ее по передней кромке. После зажима начки кантователь 27 новорачивается на 90
по часовой стрелке, устанавливая пачку передней кромкой, подлежащей дальнейшей обработке, над площадкой вибратора 29. Зажим ослабляется, включается вибратор 29, который выравнивает пачку по передней кромке.
Выравненная начка зажимается, кантователь 27 соверщает поворот на 90° против часовой стрелки в нолол ение, необходимое для обработки нередней кромки пачки, операции по обработке которой аналогичны обработке задней кромки. По окончании обработки транспортер 31 выдвигается вплотную к соседнему транспортеру, включаются приводы этих транснортеров и начка перемещается на первое подстойное место транспортера-накопитеположение (ветви цепей убирающегося транспортера ниже цепей транспортера 32).
Первая пачка, поступившая на транспортер 32, продвигается на транспортер 33, смонтированный на подъемном столе, и занимает определенное положение под выдающими роликами б. Привод транспортера 35 отключается и включается привод подъема стола 34. Дальнейщая работа устройства 4 для пощтучной подачи шпона в станок 35 для безленточной склейки листов шпона в ленту аналогична работе устройства 4.
Подаваемые устройством 4 обработанные и намазанные клеем листы поступают в горячую зону станка 35, где отдельные листы склеиваются в непрерывную ленту. Лента по выходе из станка 35 проходит зону охлаждения, создаваемую вентиляторами 36, продвигается в просвет между верхним и нижним ножами автоматических ножниц 37 на направляющие листоукладчика 38, нажимает передней кромкой на датчик (на чертеже не показан), дающий команду на отрезание заданного формата. После этого направляющие 39 разводятся в стороны и отрезанный лист укладывается на подъемный стол 40, опускающийся по мере накопления стопы 41. Опущенная в крайнее нижнее положение стопа 41 ложится на устройство 42 для вывоза стопы 41 щпона и транспортируется на следующую технологическую операцию.
Предмет изобретения
1.Установка для переработки кускового шпона и т. п. листового материала в полпоформатные листы, отличающаяся тем, что она выполнена с устройствами для поштучной подачи кусков шпона из стопы, взаимно параллельной прирубки их кромок, формнрования пачек, для обработки кромок уложенного в
пачки шпона, станком для безленточпой склейки кусков шпона в ленту, ножницами для рубки ленты па заданный формат, укладчиком форматного шпона и устройством для вывода набранной стопы шпона.
2.Установка по п. 1, отличающаяся , что, с целью обеспечения непрерывности технологического процесса с соблюдением заданного интервала между отдельными листами
шпона, устройство для поштучной подачи кусков шпона из стопы выполнено с отжимными роликами, установленными в зоне выдающих роликов и прерывающими контакт последних со шпоном при помощи, например, электромагнита, контактного датчика и реле времени.
3.Установка по п. 1, отличающаяся тем, что, с целью обеспечення необходимой выдерл ки клеевой пленки, нанесенной на шпоп, перед загрузкой в ребросклеиваюший станок, устройство для обработки кромок шпона в пачках выполнено с транспортером-накопителем.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СМЕНЫ СТОП ЛИСТОВЫХ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 1973 |
|
SU397337A1 |
| ЛИСТОУКЛАДЧИК ДЛЯ УКЛАДКИ МЕРНЫХ ЛИСТОВ ЗА ГИЛЬОТИННЫМИ НОЖНИЦАМИ | 1966 |
|
SU183570A1 |
| СТАНОК ДЛЯ ВЗАИМНО ПАРАЛЛЕЛЬНОЙ ПРИРУБКИ КРОМОК ЛИСТОВОГО МАТЕРИАЛА | 1967 |
|
SU197140A1 |
| УСТРОЙСТВО для РУБКИ ЛЕНТЫ | 1972 |
|
SU347198A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ШПОНА | 1970 |
|
SU278083A1 |
| СТАНОК ДЛЯ ПОЛИСТНОЙ ПРИРУБКИ КРОМОК ЛИСТОВОГО МАТЕРИАЛА | 1967 |
|
SU191771A1 |
| УСТРОЙСТВО для СОРТИРОВКИ листового МАТЕРИАЛА | 1972 |
|
SU349582A1 |
| УСТРОЙСТВО для РУБКИ ЛЕНТЫ ШПОНА НА ФОРМАТНЫЕЛИСТЫ | 1971 |
|
SU308870A1 |
| УСТРОЙСТВО для ПОШТУЧНОЙ ВЫДАЧИ ТАРЫ из стопы | 1966 |
|
SU183119A1 |
| Линия форматной обрезки листовых материалов | 1982 |
|
SU1065190A1 |
7 3 6 18 1620 23 24 25 27 30 36 ,f 32 33 В 16 Ю 23 I I I I I I/ L 35 37 to 38
12 СГ2.
jH Iр-Ч-- f-1- J-
.i::::::rzr±± ifc
JFr 111ЖНЖ;
c ::i:..rr:r.:.:z::,i:z:-rjr ;riz ::i:n:zr
J---j
t-::m::i/
йЙ
IT
M:
