Изобретение относится к металлургии, в частности к получению слябовых и сортовых биметаллических слитков прямоугольного сечения из различных сталей.
Целью изобретения является улучшение качества слитков путем устранения дефектов сплавления.
Способ непрерывного горизонтального литья биметаллических слитков прямоугольного сечения включает подачу основного и плакирующего металлов по металлопроводам в рядом расположенные криталлизаторы, формирование заготовки из основного металла и ее ввод в кристаллизатор для сплавления, вытягивание слитков, причем плакирующий металл подают в кристаллизатор при статическом давлении в зоне сплавления, равном 0,5...2,0 статического давления основного металла на уровне верхней грани заготовки.
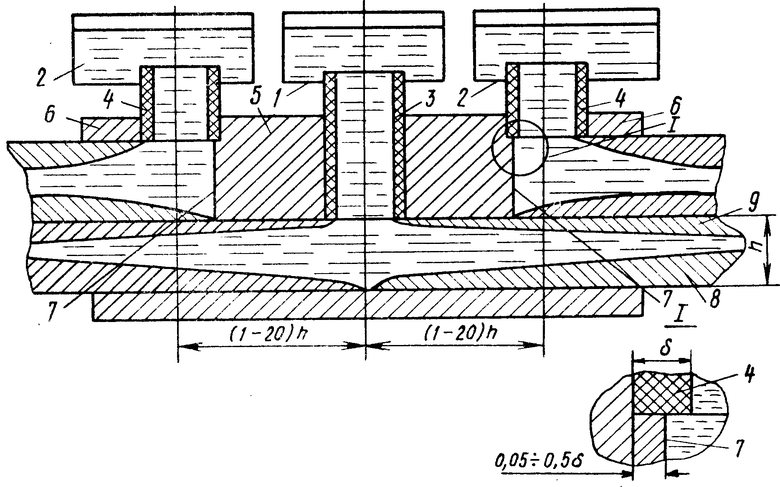
На чертеже изображено устройство для непрерывного литья биметаллов.
Устройство для непрерывного литья биметаллов содержит металлоприемник 1 для основного металла, металлоприемник 2 для плакирующего металла, металлопровод 3 для основного металла, металлопроводы 4 для плакирующего металла, кристаллизатор 5 для основного металла, кристаллизаторы 6 для сплавления металлов, внутри которых имеются глуходонные торцовые стенки 7. Металлопровод 3 соединяет герметично металлоприемник с кристализатором 5, металлопроводы 4 соединяют герметично металлоприемники 2 с кристаллизаторами 6. Металлопровод 3 вставлен в кристаллизатор 5 заподлицо с верхней стенкой, металлопроводы 4 углублены в торцы 7. Кристаллизаторы 5 и 6 собраны вместе в единый узел.
Расстояние между осями металлопроводов 3 и 4 составляет 1...20 высоты h кристаллизатора 5 для основного металла, а металлопроводы 4 для плакирующего металла заглублены внутрь торцовой стенки 7 кристаллизатора 6 на 0,05... 0,50 толщины стенки металлопровода 4.
Устройство работает следующим образом.
Основной металл заливают в металлоприемник 1, плакирующий металл - в металлоприемник 2, а выходные отверстия металлоприемников перекрыты стопорами (на чертеже не показаны). В кристаллизатор 5 с противоположных сторон заведены затравки. После открытия стопора основной металл по металлопроводу 3 поступает в кристаллизатор 5, где начинает формироваться заготовка 8. Из кристаллизатора вытягиваются две заготовки из основного металла в противоположных направлениях. После того, как заготовки 8 вытянуты до металлопроводов 4, открываются стопоры металлоприемников 2 и на заготовки из основного металла начинает поступать расплав плакирующего металла. В кристаллизаторах 6 формируются биметаллические слитки 9 за счет сплавления двух различных металлов.
П р и м е р 1. Используя устройство для непрерывного литья биметаллов, отливают сляб размером 90 х 500 мм, в котором основной слой толщиной 45 мм состоит из стали Ст.3, а плакирующий слой - из стали 08Х18Н10. Перегрев обоих расплавов над температурой ликвидус составляет 30оС. Разливку ведут со скоростью вытягивания 2 м/мин.
Устройство содержит металлоприемник 1 емкостью 1 т, металлоприемники 2 емкостью 3 т; металлопроводы 4 и 5 из боросила диаметром 100х50 мм; охлаждаемые водой кристаллизатоыр 5 и 6 с бронзовыми рабочими стенками. При этом полости кристаллизаторов образованы общими нижней стенкой и боковыми стенками и ступенчатой верхней стенкой, уступ внутрь полости которой образует глуходонные торцы 7 кристаллизаторов 6. Расстояние между осями металлопроводов вдоль оси кристаллизатора составляет 5 h. Металлопровод 4 размещен частично (заглублен) внутрь торца на величину 0,25 δ (толщины стенки металлопровода).
По металлопроводам 4 подают расплав стали 08Х18Н10 перпендикулярно верхней грани заготовки 8 из Ст3, формируемой в кристаллизаторе 5. Статическое давление обоих стальных расплавов колеблется в пределах 42-49 кПа, отношение давлений находится в пределах 0,86-1,16 при колебаниях уровня в металлоприемниках 1 и 2.
Биметаллический слиток 9 имеет качественную границу сплавления, без дефектов типа трещин и расслоений.
П р и м е р 2. При всех условиях примера 1 к концу разливки ковш со сталью 08Х18Н10 был опорожнен ранее, чем ковш со сталью Ст3, вследствие чего уровень в металлоприемнике 2 снизился до критически низкого уровня при номинальном уровне в металлоприемнике 1. Отношение статических давлений расплавов 08Х18Н10 и Ст3 достигло 0,4 и продолжало снижаться. На соответствующих участках слитка были зафиксированы расслоения, связанные с непроварами.
П р и м е р 3. При всех условиях примера 1 отказал механизм подъема стопора ковша основного металла, в результате чего по ходу разливки аварийно упал уровень металла в металлоприемнике 1 при номинальном уровне в металлоприемнике 2. Отношение давлений расплавов 08Х18Н10 и Ст3 достигло 2.1. На соответствующих участках слитка были зафиксированы внутренние трещины, в зоне перехода от границы сплавления к слою металла из стали Ст3.
П р и м е р 4. При всех условиях примера 1 провели процесс при отношении давлений, равном 2. Биметаллический слиток не имеет дефектов.
П р и м е р 5. При всех условиях примера 1 провели процесс при отношении давлений, равном 0,5. Биметаллический слиток не имеет дефектов.
П р и м е р 6. При всех условиях примера 1 изменили верхнюю стенку кристаллизатора так, что расстояние между осями металлопроводов 3 и 4 составило 20 h. Биметаллический слиток не имеет дефектов.
П р и м е р 7. При всех условиях примера 1 увеличили расстояние между осями металлопроводов до 21 h. В прокатанном слитке имеются расслоения вследствие непроваров.
П р и м е р 8. Биметаллический сляб из Ст3 и 08Х18Н10 имеет размеры 220 х 500 мм, толщины обоих слоев 110 мм. Конструкция в целом соответствует примеру 1, скорость вытягивания слитка составляет 0,5 м/мин при перегреве расплавов 20оС. Расстояние между осями металлопроводов 3 и 4 равно высоте h кристаллизатора (применили металлопроводы 80 х 40 мм). Слиток дефектов не имеет.
П р и м е р 9. При всех условиях примера 10 сблизили металлопроводы 3 и 4 так, что расстояние между осями составило 0,9 h.
В слитке зафиксировано проплавление верхней корки из Ст3 и смешение двух сталей.
П р и м е р 10. При всех условиях примера 10 заглубили металлопроводы 4 на 0,5 δ . Процесс идет без нарушения, качество слитка хорошее.
П р и м е р 11. При всех условиях примера 10 увеличили внутренний диаметр металлопроводов 4 так, что заглубление составлено 0,6 δ . Наблюдали перемерзание металлопроводов 4 и расслоения в готовом слитке.
П р и м е р 12. При всех условиях примера 10 расточки под металлопроводы 4 обеспечивают заглубления на 0,05 δ . Процесс идет без нарушений, качества слитка хорошее.
П р и м е р 13. При всех условиях примера 10 расточки под металлопроводы 4 обеспечивают заглубления на 0,04 δ . Произошли сколы обоих металлопроводов 4, зависания слитков и образование трещин по границе сплавления.
П р и м е р 14. При всех условиях примера 1 на поверхность торцов 7 нанесли покрытие из двуокиси циркония и окиси магния толщиной 0,5 мм. Повышена стойкость торцов 7, в результате чего увеличено количество отлитого бездефектного металла, т.к. в случае износа торцов в зоне сплавления наблюдаются трещины.
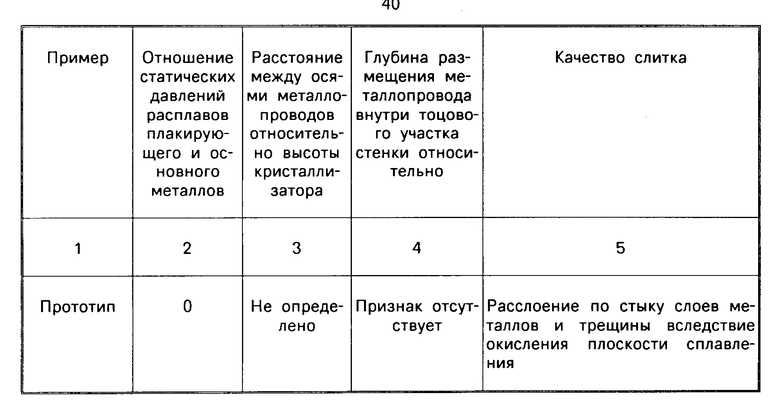
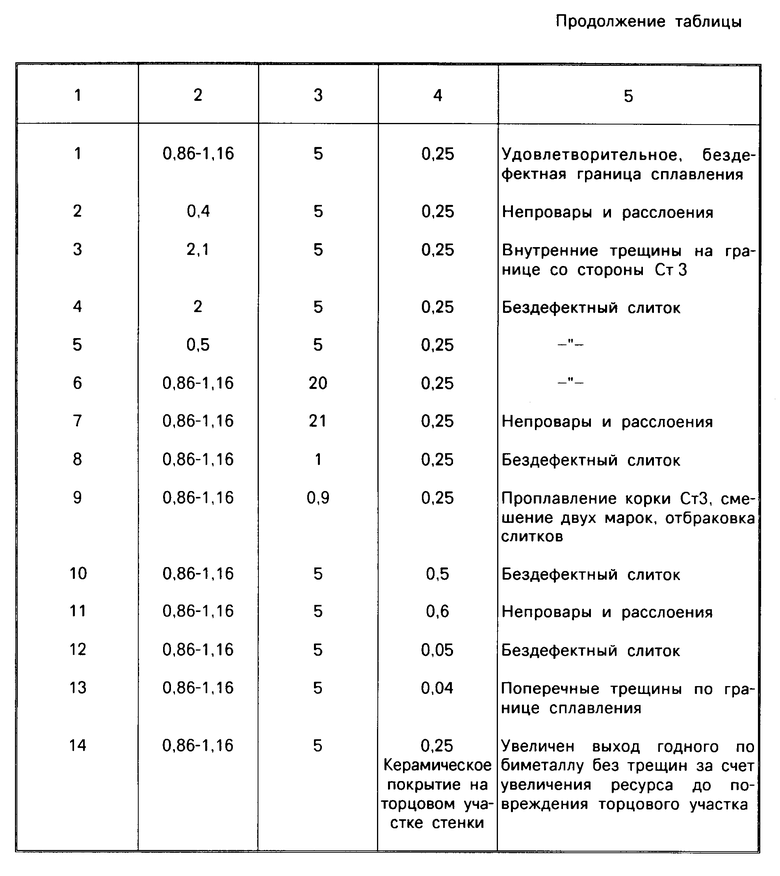
Результаты реализации способа и устройства приведены в таблице.
Использование предлагаемых устройств и способа непрерывного литья биметаллов позволяет получать бездефектные слитки в широком диапазоне марочного и размерного сортамента, в том числе пары углеродистая - коррозионно-стойкая сталь и тонкие слябы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА | 1995 |
|
RU2083700C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1990 |
|
RU2020035C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| Способ непрерывного горизонтального литья заготовок | 1986 |
|
SU1348057A1 |
| Способ непрерывного литья цветных биметаллических заготовок и машина для его осуществления | 1985 |
|
SU1668017A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА | 2022 |
|
RU2786101C1 |
| Устройство для непрерывного литья заготовок горизонтального типа | 1982 |
|
SU1092824A1 |
| Машина непрерывного литья слитков горизонтального типа | 1982 |
|
SU1311845A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА С ПЛАКИРУЮЩИМ СЛОЕМ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ | 2022 |
|
RU2780082C1 |
| Способ полунепрерывного литья металлов | 1980 |
|
SU984647A1 |
Изобретение относится к металлургии, в частности к получению слябовых и сортовых биметаллических слитков прямоугольного сечения из различных сталей. Цель изобретения - улучшение качества слитков путем устранения дефектов сплавления. В способе непрерывного горизонтального литья биметаллических слитков плакирующий металл подают в кристаллизатор при статическом давлении в зоне сплавления , равном 0,5 - 2,0 статического давления основного металла на уровне верхней грани заготовки, а в устройстве для осуществления способа - расстояние между осями металлопроводов составляет 1 - 20 высоты кристаллизатора для основного металла, причем металлопровод для плакирующего металла заглублен внутрь торцовой стенки кристаллизатора на 0,05 - 0,50 толщины стенки металлопровода. 2 с.п. ф-лы, 1 табл. 1 ил.
| Сложные металлические композиции, М.: Металлургия, 1986, с.34-35, 38-39. |
