113
Изобретение относится к черной металлургии, в частности к непрерывному литью металлов и сплавов.
Известна машина для непрерывного литья металлов с вытягиванием слитков в двух противоположных направлениях из кристаллизатора., выполненного в виде состыкованных прямолинейной и криволинейной частей, содержащая заливочное устройство с прикрепленной воронкой, установленной в отверстие в стенке кристаллизатора, направляющие устройства и механизмы вытягивания, расположенные по обеим сторонам от торцов кристаллизато- ра 1.
На данной машине процесс литья возможен лишь при подаче металла в место соединения прямолинейной и криволинейной частей кристаллизатора и попеременном вытягивании слитков из неподвижного кристаллизатора; формирование слитков с подводом металла под уровень не обеспечивает получение заготовок с ровной поверхностью верхней грани слитка.
Кроме того, сложны по конструкции и технологии изготовления кристгшли- затор, поддерживающие и тянущие устройства на криволинейном (радиальном) участке машины.
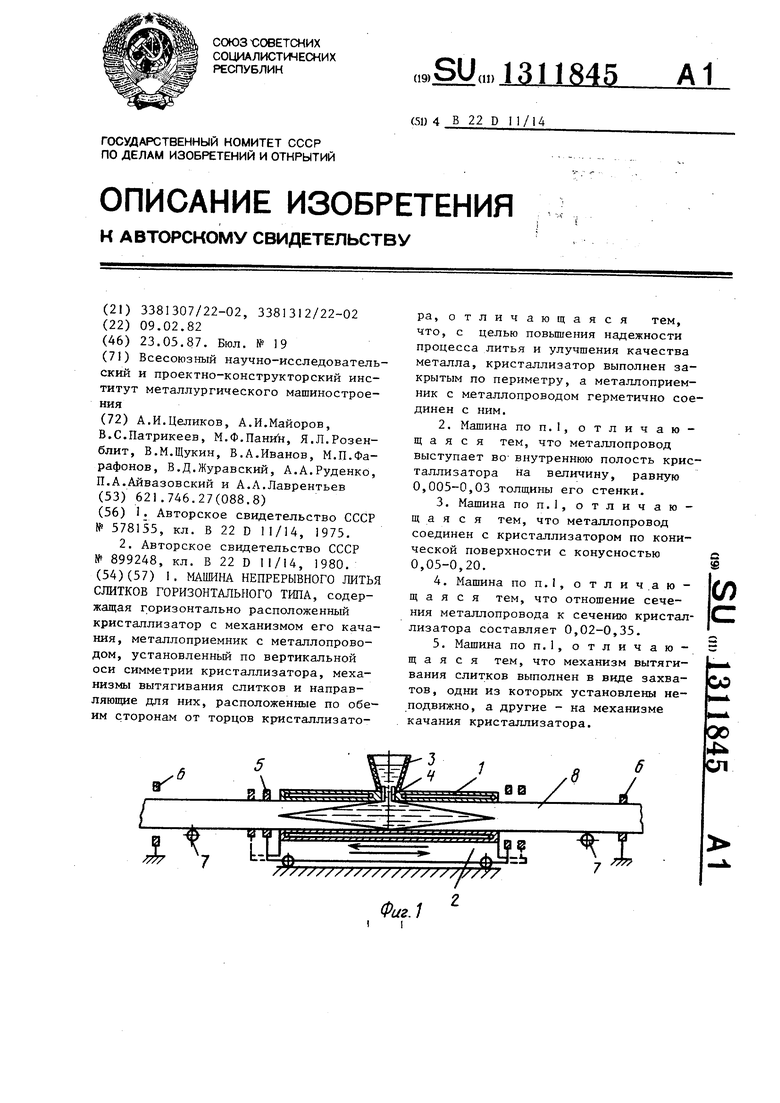
Наиболее близкой по технической сущности и достигаемому результату к изобретению является машина непрерывного литья слитков горизонтального типа, содержащая горизонтально расположенный кристаллизатор с механизмами его качания, металлоприемник с ме таллопроводом, установленный по вертикальной оси симметрии кристаллизатора, механизмы вытягивания слитков и направляющие для них, расположенные по обеим сторонам от торцов кристаллизатора
Недостатками известной машины являются недостаточная надежность процесса литья и низкое качество металла из-за открытой поверхности металла в кристаллизаторе.
Цель изобретения - повьш1ение надежности процесса литья и улучшение качества металла.
Поставленная цель достигается тем что в машине непрерывного литья слит ков горизонтального типа, содержащей горизонтально расположенный кристаллизатор с механизмом его качания, ме таллоприемник с металлопроводом, ус52
тановлен шгй по вертикальной оси симметрии крист;1ллизатора, механизмы вытягивания слитков и направляющие для них, расположенные по обеим стот
ронам от торцов кристаллизатора, последний выполнен закрытым по периметру, а металлоприемник с металлопрово- дом герметично соединен с ним.
Металлопровод выступает во внутреннюю полость кристаллизатора на величину, равную 0,005 - 0,03 толщины его слитка.
Металлопровод соединен с кристаллизатором по конической поверхности
с конусностью 0,05 - 0,20.
Отношение сечения металлопровода к сечению К1 исталлизатора составляет 0,02 - 0,35.
Механизм вытягивания слитков выполнен в виде захватов, одни из которых установлены неподвижно, а другие- на механизме качания кристаллизатора.
30
40
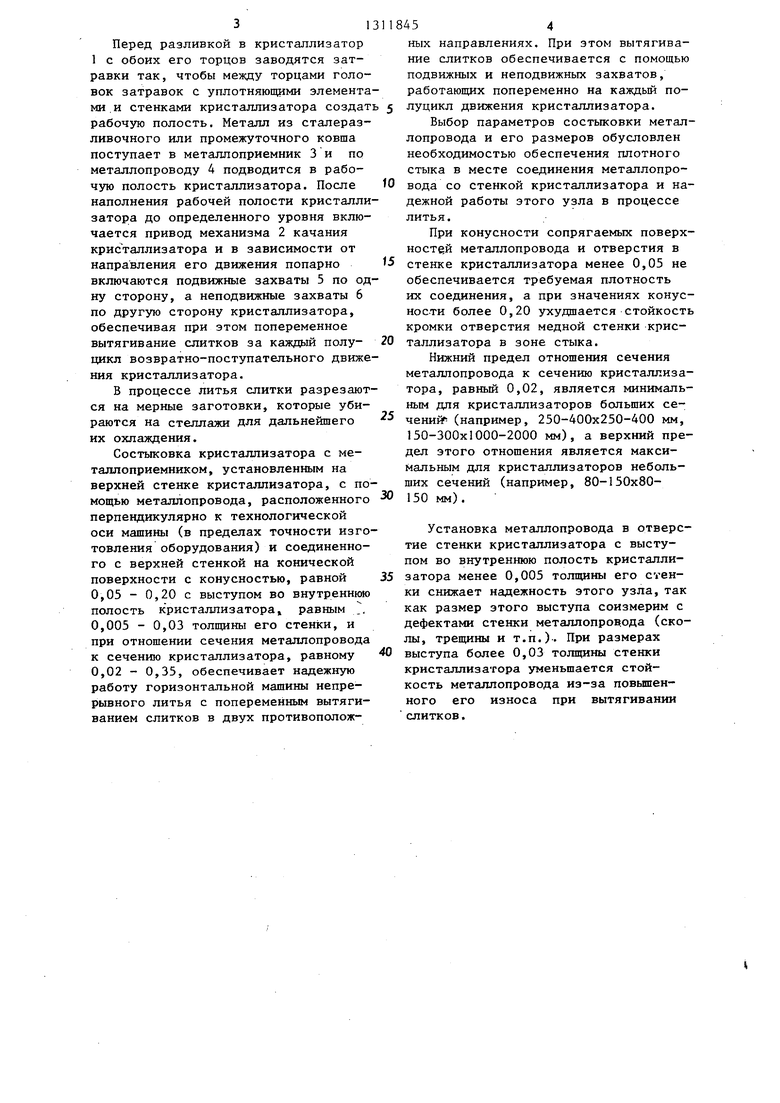
25 На фиг.1 изображена машина, общий вид; на фиг„2 - Металлопровод, состыкованный с кристашлизатором.
Машина непрерывного литья слитков содержит кристаллизатор 1, выполненный прямолинейным в горизонтальной плоскости, механизм 2 его качания, металлоприемник 3 с металлопроводом 4, механизм151 вытягивания слитков, выполненные в виде подвижньпс 5 и неподвижных 6 захватов (механических, гид равлических и т.п.), и направляющие устройства 7. Позицией 8 изображен слиток. Механизмы вытягивания слитков и направляющие устройства расположены по обеим сторонам от торцов кристаллизатора и предназначены для вытягивания слитков из кристаллизатора в противоположные стороны.
Металлоприемник 3, установленный на верхней стенке кристаллизатора, состыкован с металлопроводом 4, расположенным перпендикулярно к технологической оси машины.
Металлопровод 4 соединен с медной CQ стенкой кристаллизатора 1 по конической поверхности с конусностью tg2o6 , равной 0,05 - 0,20, и выступает во внутреннюю полость кристаллизатора на величину h, равную 0,005 - 0,03 г г толщины стенки кристаллизатора, а отношение сечений металлопроаода S и кристаллизатора S составляет 0,02 - 0,35.
Машина работает следуюш 1м образом..
31
Перед разливкой в кристаллизатор 1 с обоих его торцов заводятся затравки так, чтобы между торцами головок затравок с уплотняющими элементами,и стенками кристаллизатора создат рабочую полость. Металл из сталераз- ливочного или промежуточного ковша поступает в металлоприемник 3 и по металлопроводу 4 подводится в рабочую полость кристаллизатора. После наполнения рабочей полости кристаллизатора до определенного уровня включается привод механизма 2 качания кристаллизатора и в зависимости от направления его движения попарно включаются подвижные захваты 5 по одну сторону, а неподвижные захваты 6 по другую сторону кристаллизатора, обеспечивая при этом попеременное вытягивание слитков за каждый полу- цикл возвратно-поступательного движения кристаллизатора.
В процессе литья слитки разрезаются на мерные заготовки, которые убираются на стеллажи для дальнейшего их охлаждения.
Состыковка кристаллизатора с ме- таллоприемником, установленным на верхней стенке кристаллизатора, с помощью металлопровода, расположенного перпендикулярно к технологической оси машины (в пределах точности изготовления оборудования) и соединенного с верхней стенкой на конической поверхности с конусностью, равной 0,05 - 0,20 с выступом во внутреннкяо полость к ристаллизатора, равным . 0,005 - 0,03 толщины его стенки, и при отношении сечения металлопровода к сечению кристаллизатора, равному 0,02 - 0,35, обеспечивает надежную работу горизонтальной машины непрерывного литья с попеременным вытягиванием слитков в двух противополож
fO
1 1
515 20
25
30
35
0
8454
ных направлениях. При этом вытягивание слитков обеспечивается с помощью подвижных и неподвижных захватов, работающих попеременно на каждый полуцикл движения кристаллизатора.
Выбор параметров состыковки металлопровода и его размеров обусловлен необходимостью обеспечения плотного стыка в месте соединения металлопровода со стенкой кристаллизатора и надежной работы этого узла в процессе литья.
При конусности сопрягаемых поверхностей металлопровода и отверстия в стенке кристаллизатора менее 0,05 не обеспечивается требуемая плотность их соединения, а при значениях конусности более 0,20 ухудшается стойкость кромки отверстия медной стенки кристаллизатора в зоне стыка.
Нижний предел отношения сечения металлопровода к сечению кристаллизатора, равный 0,02, является минимальным для кристаллизаторов больших се- ченийг (например, 250-400x250-400 мм, 150-300x1000-2000 мм), а верхний предел этого отношения является максимальным для кристаллизаторов небольших сечений (например, 80-150x80- 150 мм).
Установка металлопровода в отверстие стенки кристаллизатора с выступом во внутреннюю полость кристаллизатора менее 0,005 толщины его стенки снижает надежность этого узла, так как размер этого выступа соизмерим с дефектами стенки металлопроэода (сколы, трещины и т.п.). При размерах выступа более 0,03 толщины стенки кристаллизатора уменьшается стойкость металлопровода из-за повьшен- ного его износа при вытягивании слитков.
S
/:
So
V
Редактор А.Козориз
Составитель Б.Битков Техред Н.Глущенко
1918/11
Тираж 74 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, )К-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.г
Корректор А.Обручар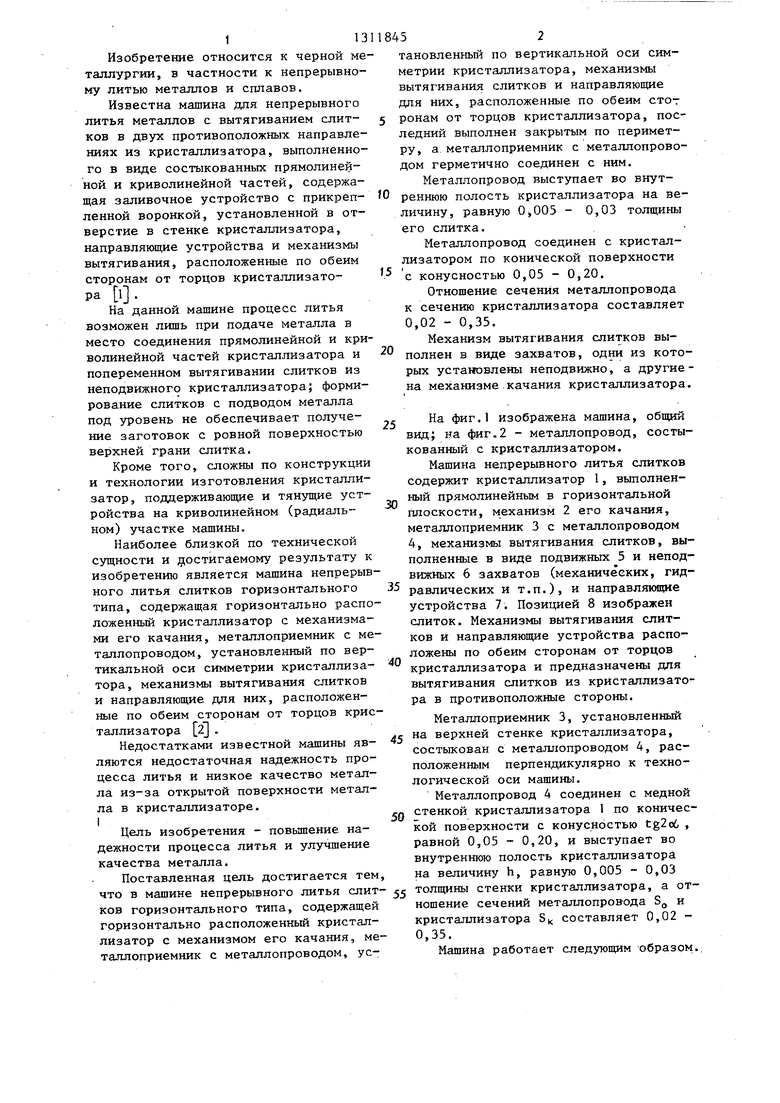
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья слитков и устройство для его осуществления | 1989 |
|
SU1740123A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2007 |
|
RU2380191C2 |
| Способ непрерывного литья цветных биметаллических заготовок и машина для его осуществления | 1985 |
|
SU1668017A1 |
| Способ непрерывного горизонтального литья металлов | 1982 |
|
SU1088206A1 |
| Способ непрерывного горизонтального литья заготовок | 1986 |
|
SU1348057A1 |
| Способ непрерывного литья слитков прямоугольного сечения и устройство для его осуществления | 1983 |
|
SU1315114A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| Устройство для непрерывной разливки металлов | 1982 |
|
SU1100040A1 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ СЛИТКОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1681455A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для непрерывного литья металла | 1976 |
|
SU578155A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина непрерывного литья заготовок | 1980 |
|
SU899248A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
