Изобретение относится к металлургии, конкретно к непрерывному горизонтальному литью, и может быть использовано для получения непрерывнолитых заготовок из черных и цветных сплавов.
Известно устройство для непрерывного горизонтального литья с применением газового давления, которое включает герметизированную разливочную емкость (печь), связанную с кристаллизатором, и емкость с газом под давлением. К выходу кристаллизатора вмонтирована камера для противодавления.
Недостатком данного устройства является высокая неоднородность в структуре литого металла, обусловленная асимметричностью теплосъема по контуру слитка. Это связано с тем, что в процессе затвердевания расплава между формообразующими стенками кристаллизатора и поверхностью слитка (заготовки) образуется зазор, который располагается неравномерно по контуру слитка. Образовавшийся зазор заполняется газом, вследствие чего ухудшается теплообмен между слитком и охлаждающими стенками кристаллизатора. В результате этого снижается производительность процесса, возникает асимметричность температурного поля в поперечном сечении заготовки, что приводит к смещению теплового центра и вызывает сильно выраженную неординарность физико-химических свойств литого металла. Для компенсации падения металлостатического давления в процессе литья в разливочную емкость подается сжатый газ с регулируемым расходом, что связано с использованием сложных систем датчиков, имеющих невысокую надежность.
Известен способ непрерывного литья, в котором использовано устройство для автоматического поддержания давления расплава на входе в формующий насадок.
Однако из-за действия гравитационной силы поддержание равенства давлений с обеих сторон поверхности слитка можно осуществить лишь на уровне входа в насадок. Кроме того, вследствие обусловленной действием гидростатических, динамических и капиллярных сил неустойчивости формы струи, вытекающей вниз из насадка, проблематично получение изделий сложной формы. Введение барботажного канала непосредственно в высокотемпературный расплав (например, сталь, никель, титан и т.п.) ставит проблему герметичности и стойкости стенок канала к высоким температурам и физико-химическому воздействию расплава.
Известен также способ, в котором предложено снабжение разливочной емкости с кристаллизатором камерой газового противодавления и соединения этой камеры газопроводом для подачи газа под уровень металла в металлоприемнике.
Недостатком является необходимость обеспечения стойкости канала газопровода, вводимого под уровень металла в металлоприемнике, к физико-химическому воздействию расплава. К тому же отсутствие герметичности разливочной емкости приводит к большому расходу инертного газа.
Наиболее близким техническим решением к предложенному является устройство для непрерывного горизонтального литья, содержащее разливочную емкость, сообщенную с формообразователем в виде формующего насадка, расположенного в камере с жидким охладителем, систему для подачи охладителя и вытягивающую клеть.
Недостатком известного устройства являются нерегулируемость расхода металла на входе в кристаллизатор, ограниченность применения устройства лишь производством слитков из цветных металлов (алюминия, меди, латуни), допускающих непосредственное охлаждение их водой.
Целью изобретения является повышение качества заготовки, увеличение производительности процесса и расширение технологических возможностей. Эта цель достигается тем, что в устройстве для непрерывного горизонтального литья, содержащем разливочную емкость, сообщенную с формообразователем в виде формующего насадка, расположенного в камере с жидким охладителем, систему подачи охладителя и вытягивающую клеть, разливочная емкость герметизирована, камера с жидким охладителем снабжена камерой газового противодавления, система подачи охладителя выполнена в виде металлопровода, связывающего камеру с жидким охладителем с обогреваемым сосудом под регулируемым давлением, а камера газового противодавления соединена газопроводом с разливочной емкостью на уровне, ниже уровня заполнения ее расплавом.
Такое решение позволяет осуществить вытягивание слитка непрерывно без остановок и наносить (в случае необходимости) в процессе формирования заготовки защитное покрытие на ее поверхность, используя для этого теплоноситель, содержащий компоненты с плакирующим действием. Благодаря хорошему тепловому контакту охлаждающей среды с поверхностью слитка на всех стадиях его формирования становится возможной реализация управляемого теплосъема с целью минимизации термических напряжений, которые являются причиной появления механических дефектов.
Применение регулируемого газового давления в разливочной емкости и камере противодавления позволяет поддерживать постоянство металлостатического давления на входе в охладитель и компенсировать его воздействие на корочку слитка внешним давлением теплоносителя, а процесс кристаллизации осуществлять под давлением. Кроме того, при борботаже газа оебспечивается необходимая металлургическая обработка металла газом (аргоном, азотом и др. ). Таким образом достигаются повышение качества заготовки и производительности процесса, расширяются технологические возможности устройства.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемое устройство отличается от прототипа тем, что кристаллизация слитка осуществляется в жидкостной среде с высокими теплопроводящими свойствами без образования газового зазора в условиях интенсивного теплообмена, обеспечивающего симметричное относительно геометрического центра заготовки распределение температурного поля, благодаря чему формируется однородная по сечению слитка структура и повышается производительность процесса. При этом давление (расход) расплава на входе в формующий насадок автоматически поддерживается постоянным.
Таким образом, заявляемое устройство соответствует критерию изобретения "новизна". Сравнение заявляемого решения с другими техническими решениями в данной области техники не позволили выявить в них признаки, отличающие заявляемое техническое решение от прототипа, что позволяет сделать вывод о соответствии критерию "существенные отличия".
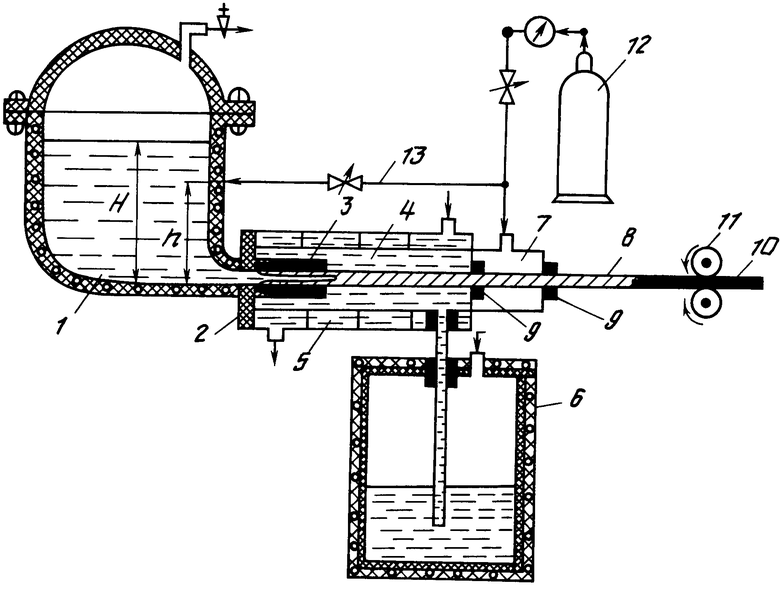
На чертеже показано предлагаемое устройство. Устройство содержит разливочную емкость 1, связанную через теплоизоляционный элемент 2 с коротким формующим насадком 3, расположенным в камере 4 с жидкостным теплоносителем, например легкоплавким сплавом, и внешним кожухом 5 водяного охлаждения. Камера 4 соединена металлопроводом с обогреваемым герметизированным сосудом 6, содержащим теплоноситель под регулируемым давлением. С камерой жидкостного теплоносителя 4 связана камера 7 газового противодавления. Слиток 8, герметизированный на выходе из камер 4 и 7 с помощью уплотнителей 9, связан с затравкой 10, пропущенной через тянущее устройство 11. Разливочная емкость 1, сосуд 6 и камера 7 связаны с источником 12 сжатого газа. Газопровод 13 связывает разливочную емкость 1 через ее боковую стенку с камерой 7 газового противодавления.
Устройство работает следующим образом. До начала литья затравка 10 устанавливается в формообразователь 3. Камера 4 заполняется теплоносителем из легкоплавкого сплава после подачи газового давления в сосуд 6. Во внешний кожух 5 водяного охлаждения подается циркулирующая жидкость для внешнегоо теплосъема. Емкость 1 загружается твердым или жидким металлом, котыорый плавится с помощью нагревателя в случае шихтовой загрузки или поддерживается жидким при номинальной температуре. Из емкости 12 сжатый газ под избыточным давлением поступает в камеру 7 и емкость 1. Процесс литья начинается движением тянущего устройства 11, при этом затравка 10 вытягивается из формообразователя 3, а освобожденное пространство заполняется расплавом и начинается непрерывный процесс кристаллизации слитка. Из формообразователя 3 слиток попадает в камеру 4, где осуществляется его контактное жидкостное охлаждение. Из камеры 4 слиток поступает в камеру 7, откуда в процессе вытягивания выходит наружу. Рабочая температура теплоносителя в камере 4 определяется скоростью вытягивания и интенсивностью теплосъема.
Для обеспечения постоянства выходного напора жидкости камера 7 газового противодавления связывается с разливочной емкостью газопроводом 13, который вводится в емкость 1 на уровне h ниже уровня Н заполнения ее расплавом. При этом скорость истечения расплава V определяется соотношением
v= где ϕ - коэффициент расхода, g - ускорение свободного падения.
где ϕ - коэффициент расхода, g - ускорение свободного падения.
Использование изобретения позволяет производить непрерывное литье и кристаллизацию под давлением, в том числе азотистых сталей и сплавов, повысить качество литого металла, поднять производительность процесса за счет увеличения скорости вытягивания слитка, расширить технологические возможнсти за счет применения охладителя с плакирующим действием и металлургической обработкой сплава соответствующим газом (аргоном, азотом и др.).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МАЛОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2073585C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1993 |
|
RU2042471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2307003C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ГАЗОПРОНИЦАЕМЫХ ФОРМАХ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2355509C2 |
| Металлопровод | 1980 |
|
SU929314A2 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| Способ полунепрерывного литья заготовок | 1981 |
|
SU1066728A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2328359C1 |
| Устройство для непрерывного литья заготовок горизонтального типа | 1982 |
|
SU1092824A1 |
Устройство содержит разливочную емкость, сообщенную с формующим насадком, расположенным в камере с жидким охладителем, систему подачи охладителя и вытягивающую клеть, разливочная емкость герметизирована, камера с жидким охладителем снабжена камерой газового противодавления, система подачи охладителя выполнена в виде металлопровода, связывающего камеру с жидким охладителем с обогреваемым сосудом под регулируемым давлением, а камера газового противодавления соединена газопроводом с разливочной емкостью под уровень заполнения ее металлом. 1 ил.
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ заготовок, содержащее разливочную емкость, сообщенную с формообразователем в виде формующего насадка, расположенного в камере с жидким охладителем, систему для подачи охладителя и вытягивающую клеть, отличающееся тем, что, с целью улучщения качества заготовки, повышения производительности процесса и расширения технологических возможностей, разливочная емкость герметизирована, камера с жидким охладителем снабжена камерой газового противодавления, система для подачи охладителя выполнена в виде металлопровода и связанного с камерой с жидким охладителем обогреваемого сосуда под регулируемым давлением, а камера газового противодавления соединена газопроводом с разливочной емкостью на высоте, меньшей уровня заполнения ее металлом.
| Германн Э | |||
| Непрерывное литье | |||
| М., 1961, с.184-185. |
